Электр жабдықтары мен таратушы құрылғыларға техникалық қызмет көрсету және жөндеу: оқу-өндірістік тәжірибе есебі

ҚAЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«Алматы қаласының Инновациялық Техникалық колледжі»

«Электр жабдықтары мен құрылғыларға техникалық қызмет көрсету»
Оқу - өндірістік тәжребиесі бойынша
ЕСЕП
Исмагулов Айдынбек
(Аты, жөні, тегі)
Курс: 2
Тобы: 16-09 К
Мамандығы: 1302000-«Автоматтандыру және басқару»
Біліктілігі: 1302023 «электромеханик»
Тәжірибе өткен жер: Алматы қаласының Инновациялық Техникалық Колледжі
Тәжірибе басталған уакыты: 14. 05. 2018 ден 24. 06. 2018 дейін
Тәжірибе жетекшісі: Асет. А
(Аты, жөні, тегі)
Оқытушының қолы
Тексерген оқытушы: Асет. А.
Қорғаған бағасы
Мазмұны
Кіріспе . . . 3
1. 1 Техникалық қызмет көрсету мен жөндеуді ұйымдастыру . . . 4
1. 2 ЖЕЖ жүйесінің негізгі көрсеткіштерін анықтау әдістері . . . 8
ІІ тарау
Электр станциялардың электр жабдықтарына және таратушы құрылғыларына техникалық қызмет көрсету және жөндеу . . . 12
2. 1 Техникалық қызмет көрсету және жөндеу . . . 12
2. 2 "Электр станциялардың электр жабдықтарын және таратушы
құрылғыларға техникалық қызмет көрсету және жөндеу" кәсіби
стандарты . . . 18
Қорытынды . . . 21Қолданылған әдебиеттер тізімі . . . 22
Кіріспе
Біліктілігі анағұрлым жоғары электрмонтердің басшылығымен кез келген қолданыстағы электр жабдықтарды, типтерді және габариттерді бөлшектеу, капитальды жөндеу. Жөндеуден кейін элекр жетектеуші аппаратураларды және құралдарды реттеу мен тексеру. Жүйелік құралдарды, күшейткіштерді және дыбыс сигналдарын, контроллерді, басқару посттарды, магниттік станцияларды жөндеу. Қосылу күрделі кестелермен күшті және жарықтандырғыш элекр қондырғылардың қызмет көрсету. Кернеуден толығымен өшіре отырып, ведомсттік электр станцияларда, трансформаторлық электр подстанцияларда жұмыстарды орындау. Трансформаторларды, сөндіргіштерді, ажыратқыштарды және оларға конструктивті элементтердің жетектерін құрастыруды тексере отыра электр жүйелерде жедел қосылуларды орындау. Люминисценциялық жарықтандыру кестелерін тексеру, құрастырудау және жөндеу. Кабельдерді тарқату, мөлшерлеу, төсеу, енгізуші қондырғыларды және біріктіруші муфтілерді құрастыру, қуаттылығы 30 кВт дейін кернеумен кабельдік сызықтардың ұштарын бітеу. Кабельдердің бұзылған орындарын анықтау, жерге қосылудың кедергілерін өлшеу, кабельдің қабықшасындағы потенциалдарды өлшеу. Орташа күрделі қосылу кестесімен электр жабдықтардың бас тартулары мен ақаулықтарын анықтау және жою. Жұмсақ және қатты дәнекерлермен дәнекерлеу. Сызулар және кестелер бойынша жұмыстарды орындау. Электр қозғалтқышдер үшін іске қосудың кедергілерін іріктеу.
Электрониканың негіздері; тұрақты және ауыспалы токтың, қорғаушы және өлшеуші аспаптардың, коммутациялық аппаратуралардың, әртүрлі электр қозғалтқыштарының типтерінің қондырғысы; электр қозғалтқыштар мен электраппараттардың қызмет көрсетуінің, оларды тексерудің, жөндеудің, құрастырудың, қондырудың анағұрлым рационалды әдістері, жоғары кернеуліліктен қорғау әдістері; релелік қорғаудың белгіленуі; максималды ток қорғанысының кестесі және әрекет қағидасы; жартылай өткізгіштердің және басқа түзеткіштердің қондырғысы мен жұмыс істеу қағидасы; барлық типтегі электрлік сымдарды орындауға техникалық талаптар; электрлік оқшауландырғыштарды және өткізілетін материалдарды жөндеу барысында қолданылатын номенклатура, ерекшелік; жөндеуден кейін іске қосушы аппаратурасы бар электр жабдықтарды тапсыру және реттеуші-тапсырылатын жұмыстарды жүргізудің әдістері; қызмет көрсетілетін жабдықтың негізгі электрлік нормалары, оларды тексеру және өлшеу әдістері; құрал-жабдықтардың әрекет қағидасы, қоректенудің қайнар көзі; күрделі бақылаулық-өлшеуші құралды қолданудың шарты, құрылысы және белгіленуі; әмбебап және арнайы құралдардың конструкциясы; IV білікті топ көлемінде техникалық қауіпсздік ережесі.
1. 1 Техникалық қызмет көрсету мен жөндеуді ұйымдастыру
Пайдаланған сайын машинаның, оның бөлшектері мен түйіндерінің жұмыс қабілеті төмендейді. Ақаулар техникалық қызмет көрсетумен, ал тозу жөндеумен қалпына келтіріледі.
Машиналардың күтпеген жерден істен шығуын болдырмайтын немесе оның ықтималдығын азайтып пайдаланудың негізгі қағидасы жоспарлы күтім жасау мен жөндеу болып табылады.
Халық шаруашылығында машиналарға жоспарлы ескертулік қызмет көрсету және жөндеу (ЖЕЖ) жүйесі кең қолданылады.
ЖЕЖ жүйесі - машиналарды ақаусыз және жұмыс қабілетті жағдайында ұстау үшін алдын ала жасалынған жоспар бойынша профилактикалық орындалатын машиналарға қызмет көрсету және жөндеу шараларының кешені.
ЖЕЖ жүйесінің негізгі қағидалары:
1) жабдықтарға жөндеу аралық кезең деп аталатын жоспарланған уақыт аралықтарынан соң орындалады;
2) жоспарлы күрделі жөндеуден кейін жабдықтың мінездемелері жаңа жабдықтың қуаттық көрсеткіштеріне жақындайды;
3) бүкіл жабдықтар жөндеу кезеңдері аралығында жүйеде көрсетілген қатаң тәртіппен барлық кезекті жөндеулерден өтеді;
4) жоспарлы жөндеулерден басқа ТҚК-лер орындалады;
5) ТҚК мен жөндеудің кезегі, кезеңі және көлемі жабдықтың атқаратын қызметімен, құрылымен және пайдалану жағдайымен анықталады.
Жұмыс үлгілері
1. Электр магниттік және электр механикалық блоктау - жөндеу және реттеу.
2. Майлы сөндіргіштер - байланыстырғыштарды дайындау мен және ауыстырумен, үш фазаны бір уақытта реттеумен және байланыстырғыштарды теңдеумен жөндеу.
3. Командоаппараттар, орындаушы механизмдер, температураның тетіктерін тексеру, жөндеу және дайындау.
4. Жалдамалы стандардың көтерілетін үстелдерін басқарудың командоаппараты, тексеру және жөндеу.
5. Порталды крандар, контейнерлік жүктеушілер - ағымдық жөндеу, электр жабдықтарды реттеу және сынау.
6. Жоғары кернеулі электр қоректенудің сызықтары - кернеу негізінде тексеру.
7. Пневматикалық-техникалық қызмет көрсетілуі, жетектердің ағымдық жөнделуі және іске қосылушы аппаратураларды реттеу, тексеру және реттеу.
8. Барлық қуатымен айналатын тайғанақ электр қозғалтқыштардың подшипниктері.
9. Кептіретін және тесетін пештердің температурасын электрондық автоматтық реттеу потенциометрлері - жөндеу және дайындау.
10. Уақыт релесі - электр магниттік сымдарда ақаулықтарды тексеру және жою.
11. Төселінетін түзеткіштер - шайбаларды ауыстыра отырып жөндеу, реттеу және жөндеу мен мандайшаларды дайындау.
12. Қаранғылағыш - қалқандарды және микросөндіргіштерді жасай отыра ұштамы сөндіргіштерді жөндеу.
13. Екілік коммутацияның алқасы - индукторларды тексеру.
14. Жоғарғы вольтті щиттер - арматураны қондыра отырып құрастыру.
15. Қуатталған 500 квт жоғарғы асинхрондық Электр қозғалтқыштар және қуаттылығы 1000 квт жоғарғы қысқа тұйықты электр қозғалтқыштар - зақымдануларды орната отырып бөлшектеу, құрастыру.
16. Қуаттылығы 50 квт жоғары электр қозғалтқыштардың жарылуы қауіпсіз орындалуы - бөлшектеу, жөндеу және құрастыру.
17. Қоректенуші крандық электр колонкалар - бөлшектеу, жөндеу, құрастыру және реттеу.
18. Электр фильтрлер - тексеру, жөндеу және орнату.
ТҚК орындалатын операциялар саны, көлемі және уақыты бойынша қатаң регламентпен орындалады. Ал жөндеу көлемі мен уақыты бойынша жоспарланады және машинаның жағдайына байланысты белгіленген уақыт ішінде орындалады.
Машиналарға қызмет көрсету мен жөндеудің принциптік сұлбасы 1. 1-суретте көрсетілген
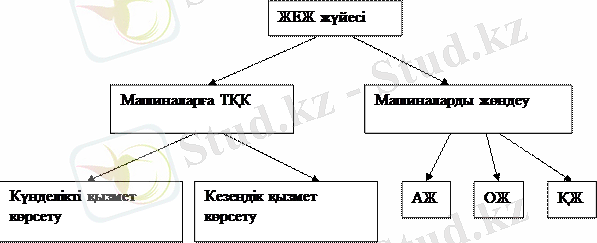
- - сурет ЖЕЖ жүйесінің принциптік сұлбасы
Күнделікті қызмет көрсету күнде орындалады. Оған кірден тазалау, бұрандалық қосылымдарды тексеру және тарту, майлайтын құрылымдарды тексеру және жөнге келтіру, бақылау, қорғау және тежеу құрылымдарын тексеру жатады. Кезеңдік ТҚК-ге қызмет көрсету және майлау картасында көрсетілген майлаулар және май ауыстыру, сыртын жуу, реттеу және тексеру жұмыстары, барлық бақылау және басқару жүйелерін тексеру және жөнге келтіру жатады. ТҚК технологиялық тоқтаулар кезінде орындалады. Әдетте, ТҚК операциялары машина немесе қондырғығақызмет ететін мамандарымен (моториспен, механикпен, операторлармен) орындалады. Барлық орындалған жұмыстар, сондай-ақ байқалған тозулар мен ақаулар арнайы жорналға жазылады. Сөйтіп, кезекті жөндеуге материалдар жиналады.
Ағымдағы жөндеу (АЖ) - былайша ақаусыз машинаның кейбір бөліктерін жұмыс қалпында ұстауы мақсатында жасалады.
АЖ көлемі және қиындығы күрделі емес. Олар: жабдықтың жағдайын тексеру, тез тозатын бөлшектерді ауыстыру, қажет болса майларды ауыстыру, жабдықтың күрделі бөліктерін бөлшектеуді керек етпейтін барлық ақауларды жөнге келтіру. АЖ жабдық орнатылған және пайдаланылатын жерде орындалады.
Ортаңғы жөндеу (ОЖ) кезінде жабдықтың өте қажетті бөліктерінің табиғи тозу нәтижесінде жоғалтылған жұмыс қабілеті қалпына келтіріледі. Жұмыс көлемі маңызды. Ауыр және үлкен жабдықтардың ОЖ пайдаланылатын жерде орыналады. Жөндеуді тездету үшін ертеректе жөнделініп қойылған бөлшектер мен түйіндер пайдаланылады (түйіндік жөндеу принципі) . Технологиялық тоқтауды азайту үшін агрегаттық әдіс қолданылады. Агрегаттар алдын-ала дайындалатын агрегаттар қорынан алынады. ОЖ келіп жөндейтін бригадалармен орындалады және жылжымалы жөндеу шеберханалары пайдаланылады.
Күрделі жөндеу (КЖ) - бұл машинананың немесе жабдықтың жұмыс қорын толық немесе толыққа жақын қалпына келтіруге бағытталған жөндеу. ЖЕЖ кезінде негізінен бұрын қолданылған бөлшектер мен бөліктер пайдаланылады. Сондықтан КЖ кейін қалпына келтірілген жабдықтың жөндеу аралық кезеңі жаңа жабдықтікімен салыстырғанда 10%-ға кем. КЖ жаңаланған, тозуға төзімділігі арттырылған бөлшектер пайдаланылуы мүмкін. Бұл кезде дайындаушы заводтар көмектеседі. КЖ жөндеу заводтарында немесе жақсы жарақтандырылған үлкен жөндеу базаларында орындалады.
 ,
,
 . Бұдан
. Бұдан
 сәті келген кезде барлық бөлшектер бірдей жұмыс қорларын тауысатыны шығады. Сол кезде машинаға немесе жабдыққа КЖ өткізіп оның жұмыс қабілетін толық немесе толыққа жақын қалпына келтіруге болады.
сәті келген кезде барлық бөлшектер бірдей жұмыс қорларын тауысатыны шығады. Сол кезде машинаға немесе жабдыққа КЖ өткізіп оның жұмыс қабілетін толық немесе толыққа жақын қалпына келтіруге болады.
ЖЕЖ-дің теориялық негіздері. ЖЕЖ-дің негізінде бөлшектердің тозуға төзімділігінің әртүрлілігі жатыр. Машинаны тозуға төзімділігі бірдей бөлшектерден жинау мүмкіншілігі жоқ болған себепті оны шыдам мерзімдері бірінің деңгейі екіншілеріне жақын бөлшектер тобынан құрастыруға тырысады. Тез тозатын бөлшектер үшін тез және қарапайым машинаны бөлшектемей ауыстыру мүмкіншілігін қарастыру керек. Содан кезеңделіп қайталанатын профилактикалық және жөндеу жұмыстарынан тұратын ЖЕЖ жүйесі шығады.
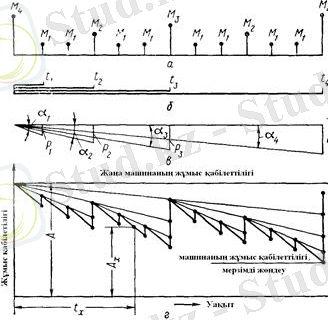
1. 2- сурет - ЖЕЖ жүйесінің теориялық негіздері
Жабдықтың кез-келген сәттегі жұмыс қабілетінің деңгейі мына формуламен анықталады:
 , (1. 1)
, (1. 1)
бұл жерде,
 уақыт интервалдарының жалпы
уақыт интервалдарының жалпы
 уақыты ішінде бүтін саны.
уақыты ішінде бүтін саны.
1. 2 ЖЕЖ жүйесінің негізгі көрсеткіштерін анықтау әдістері.
ЖЕЖ жүйесінің көрсеткіштерінің негізгі өміршеңдігі болып табылады.
Физикалық шыдам мерзімі:
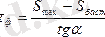 (1. 2)
(1. 2)
Бұл жерде
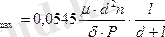 (1. 3)
(1. 3)
мұнда,
 білік пен тесіктің беттерінің кедір-бұдырлығының сомасы;
білік пен тесіктің беттерінің кедір-бұдырлығының сомасы;
 біліктің айналым саны;
біліктің айналым саны;
білікке түсетін күш;
біліктің диаметрі;
 күш түсетін беттердің ұзындығы;
күш түсетін беттердің ұзындығы;
 майдың тұтқырлығы.
майдың тұтқырлығы.
Тозу жылдамдығы
 заводтық немесе пайдалану сынауларымен анықталады. Табылған
заводтық немесе пайдалану сынауларымен анықталады. Табылған
 -ны анықтауға пайдаланылады:
-ны анықтауға пайдаланылады:
 (1. 4)
(1. 4)
бұл жерде,
 уақыты қткеннен кейін пайда болған және өлшенген бөлшектер арасындағы саңылау.
уақыты қткеннен кейін пайда болған және өлшенген бөлшектер арасындағы саңылау.
Негізгі бөлшектер үшін
 ның кестесін жасайды. Соның негізінде жөндеу циклінің құрылымын жөндеудің әрбір түрінің көлемі мен уақытын анықтайды. Бұл құрылым бастапқы болып табылады. Ол пайдалану тәжірибесі негізінде түзетіледі.
ның кестесін жасайды. Соның негізінде жөндеу циклінің құрылымын жөндеудің әрбір түрінің көлемі мен уақытын анықтайды. Бұл құрылым бастапқы болып табылады. Ол пайдалану тәжірибесі негізінде түзетіледі.
Технологиялық машиналар мен жабдықтарының ЖЕЖ жүйесінің негізгі көрсеткіштері төменде келтірілгендер болып табылады.
-
жөндеу циклі
 кезекті екі КЖ, ал жаңа жабдықтар үшін бірінші КЖ-ге дейінгі уақыт;
кезекті екі КЖ, ал жаңа жабдықтар үшін бірінші КЖ-ге дейінгі уақыт;
- жөндеу аралық кезеңі
 кез келген жоспарлы екі жөндеулер аралығындағы уақыт.
кез келген жоспарлы екі жөндеулер аралығындағы уақыт.
Жөндеу аралық циклінің құрылымы - бір жөндеу циклі ішіндегі әртүрлі жоспарлы жөндеу түрлерінің саны және кезектесу реті.
 және
және
 жабдық жұмыс істеген сағат санымен анықталады. Уақытты есептеу дұрыс жолға қойылмаған жағдайда
және
машиналық және күнтізбектік уақытта оны пайдаланудың жоспарлы коэффициенттерін ескере отырып күнтізбектік уақытпен анықталады.
жабдық жұмыс істеген сағат санымен анықталады. Уақытты есептеу дұрыс жолға қойылмаған жағдайда
және
машиналық және күнтізбектік уақытта оны пайдаланудың жоспарлы коэффициенттерін ескере отырып күнтізбектік уақытпен анықталады.
Жабдықты машиналық уақыт бойынша пайдалану коэффициенті машиналық уақыттың жабдықтың жұмыста болған уақытына қатынасымен анықталады:
 (1. 5)
(1. 5)
 тікелей жқмысты орындау, ТҚК, көмекші жұмыстар, апаттар мен қиындықтарды жою уақыттарынан тұрады.
тікелей жқмысты орындау, ТҚК, көмекші жұмыстар, апаттар мен қиындықтарды жою уақыттарынан тұрады.
Жабдықты күнтізбектік уақыт бойынша пайдалану коэффициенті жұмыста болған уақыт сомасының жалпы күнтізбектік уақытқа қатынасымен анықталады:
 . (1. 6)
. (1. 6)
ТҚК мен жөндеуді жоспарлау, дайындау және ұйымдастыру. ЖЕЖ жүйесі нақты жоспарлауды талап етеді. Жөндеу жұмыстарының бекітілген құрылымы мен кезеңдері негізінде бас механик қызметі ТҚК мен жөндеудің айларға бөлінген жылдық жоспар-кестесін немесе жиі бөлек жөндеудің жылдық жоспарын және ТҚК оперативтік кестесін жасайды.
Жоспарды жасаған кезде белгіленген жөндеу аралық кезеңді
сақтаудың және жөндеу базасын біркелкі жұмыс көлемімен қамтамасыз етудің маңызы зор. Бұл кезде машинаның жағдайын қарап
 өзгертуге болады.
өзгертуге болады.
Жоспар-кестені және ЖЕЖ жүйесімен белгіленген жұмыс сыйымдылығын, қосалқы бөлшектер мен материалдар шығынын біле отырып жөндеу базасына тағайындалған жұмыс көлемін анықтайды, қосалқы бөлшектер мен материалдарды сатып алуды жоспарлайды.
Машиналарды жөндеу кезінде тораптық графикті пайдалану . Ғылымдық негізде машиналарды жөндеуді басқару циклін жетілдіру оларды жөндеу мерзімін қысқартудың және техника-экономикалық көрсеткіштерін жақсартудың шешуші шарты. Жөндеу жұмыстарының көлемі өскен сайын оларды жоспарлау және басқару күрделене береді жоғары дәлдік пен жоспарлауды талап етеді. Іс жүзінде бұл жұмыстарды ұйымдастыру көрсеткендей жұмыстың орындалу кезеңі жөніндегі басұарушыға жететін ақпарат көбіне толық және тұтас емес. Егер іс жүзінде өндірістік процеске қатысатын бөлімшелердің жұмыстары алдын-ала жоспарланатын болса, онда қол жететін нәтижелері де оңды болады. Бұндай басқару шапшаңдығы көп шешімдердің ішінен ең тәуірін таңдап, өндіріс қорын дер кезінде пайдалануға мүмкіндік береді.
Жоспарлау үздіксіздігін қамтамасыз етуде, мақсаттағы нәтижеге жетуге еңбек ұжымының күшін шоғырландыруда жоспарлау мен басқарудың тораптық әдісінің маңызы зор. Іске асырылып жүрген өндіріс процестерін басқару әдістерімен салыстырғанда тораптық жоспарлау жүйесінің артықшылықтары маңызды. Ол жұмысты ұйымдастыруды жетілдіруге, бақылау мен басқаруды жақсартуға, жоспарлық және есептік құжаттарды қарапайымдандыруға мүмкіндік береді. Тораптық графиктің көмегімен жұмыстардың орындалу мерзімі мен тізбегін, жауапты орындаушыларды және материалдық-техникалық қамтамасыз ету тәртібін айқындайды.
Тораптық график қағазда жұмыстардың тиімді технологиялық тізбегі және уақыт бойынша олардың өзара байланысы көрсетілген графиктік кескіні болып табылады. Онда төмендегідей ұғымдар мен анықтамалар көрсетіледі.
Жұмыс - уақыт шығынын қажет ететін еңбек немесе технологиялық процесс. Тораптық графикте жұмыс бағыттық сызықпен көрсетіледі.
Оқиға - келесі жұмысты бастау үшін қажетті бір немесе бірнеше жұмыстардың аяқталуы. Оқиға ішіне нөмірі немесе шифрі жазылған дөңгелекпен белгіленеді. Оқиға мынадай түрлерге бөлінеді: бастапқы оқиға - алдында ешқандай жұмыс орындалмаған, циклдің басындағы оқиға; бастаушы оқиға - соңынан келесі жұмыс жалғасатын алдыңғы жұмыстың аяқталуын көрсететін оқиға; ақырғы оқиға - алдындағы жұмыстың аяқталуын анықтайтын оқиға; аяқтаушы оқиға - кейіннен ешқандай жұмыс орындалмайтын, циклдің аяқталғанын көрсететін оқиға.
Тәуелділік немесе жалған жұмыс - уақыт шығынын қажет етпейтін, бірақ бір жұмыстың басталуы екіншісіне тікелей тәуелді екі оқиға арасындағы байланыс. Бұл тәуелділік үзік сызықтармен көрсетіледі.
Торап - бірнеше жұмыстардың немесе оқиғалардың технологиялық тізбегі мен өзара байланысын көрсететін олардың графиктік кескіні.
Сыни жол - бастапқы оқиғадан соңғыға дейін көрсетілген жұмыстардың ең ұзақ мерзімін көрсететін тораптың графиктік жолы. Сыни жолдағы жұмыстар қою немесе қос сызықпен көрсетіледі.
Оңтайландыру - тораптық графиктің сыни жолын немесе жқмыстардың орындалу мерзімін қысқарту мүмкіндіктерін іздеу.
Тораптық графикті жасау үшін келесідей мәліметтер керек:
- жұмыстарды орындаудың технологиялық тізбегі;
- жұмыстарды орындау ұзақтығының нормативі;
- дайындық жұмыстардың тізімі;
- жетпейтін материалдар мен бөлшектердің тізімі мен шамасы;
- жөндеуге қатысуы керек құрылымдық бөлімдердің қажеттіктері.
Тораптық графикті мынадай тәртіппен жасайды.
Алдымен графиктің бастапқы нұсқасын жасайды. Бұл үшін парақтың бетін жөндеуге қажетті күндер санына сәйкес тең бөліктерге бөледі. Беттің оң жағынан жұмыс анықтамаларының картасына арнап орын тастайды. Жөндеу циклін ірілендірілген жұмыстарға бөліп график жасағанда жұмыс анықтаушыларының картасына бөлек орын тастамауға болады. Бұл кезде жұмыстың атауларын бастапқы және ақырғы жұмыстарды қосатын сызықтардың үстіне жазады.
Графиктің жоғарғы жағында демалыс күндері есепке алынбай жөндеуге қажетті күндер мен жұмысты аяқтайтын күн күнтізбектік тәртіппен көрсетіледі.
Графикті салуды жөндеудің бірінші күнінің басталуын көрсететін бастапқы оқиғадан бастайды. Бастапқы оқиғадан ақырғы оқиғаға дейін жасалуы керек технологиялық тізбектік және параллель жқмыстар көрсетіледі. Оқиғаларды жөндеу күндерін бөліп тұрған сызыққа салып, сәйкес нөмірмен және шифрмен белгілейді. Бәр мезгілде орындалатын жұмыстар санын жұмыстарды параллель жүргізуге мүмкіншілігі бар жөндеу бригадаларының звенолар саны мен құрамына сәйкес есептейді. Әрбір жқмыстың орындалу ұзақтығын бағыттық сызықтың үстінде, ал звенолар құрамын - астында көрсетеді. Бұл жұмыстардың атаулары анықтаушы картаға енгізіліп, алдыңғы және артқы оқиғалармен шифрланады.
Графиктің бастапқы нұсқасын жасағаннан кейін оны оңтайландырып, жобаланған жұмыс түріне сәйкес әрбір жөндеу күніне қажетті көліктер мен механикаландыру құралдарының санын анықтайды.
Механизмдерге, материалдарға және жабдықтарға күнделікті қажеттілік графигі оқиғалары көрсетіліп, тораптық графиктің төменгі жағына орналастырылады. Тораптық графикті жасауға инженерлік-механикалық жұмысшылар, шеберлер, бригадирлер қатыстырылады.
Тораптық графиктің түпкілікті нұсқасы цехтардың бастықтарымен келісіліп, бас инженермен бекітіледі.
ІІ тарау
Электр станциялардың электр жабдықтарына және таратушы құрылғыларына техникалық қызмет көрсету және жөндеу
2. 1 Техникалық қызмет көрсету және жөндеу
Түйіспелі торапты пайдалану техникалық қызмет көрсету (т. қ. к), ағымдағы жөндеу (а. ж), күрделі жөндеу (к. ж), жаңарту және қайта жөндеу (ж. қ. ж) жұмыстарының жүргізілу кезеңінде жүзеге асады.
Түйіспелу торапты техникалық қызмет көрсетудің, ағымдағы және күрделі жөндеудің, жаңарту және қайта жөндеудің тізімі мен мерзімділігін орнату электрлендірленген телімнің магистральді темір жол торабының ерекшелігінің сәйкестігіне тәуелді [10] .
Электрмен қамтамасыздандыру департаменті директорының рұқсатымен [10], жұмыстың бөлек түрлерін жүргізу мерзімі жергілікті талапқа тәуелділіктен, қабылданатын құрастыру мен түйіннің түрлеріне және оның құрылғы сенімділігінің қамтылуы мен жағдайына орай өзгертілуі мүмкін.
Түйіспелі тораптың техникалық қызмет көрсету кезінде:
- олардың күйін күнделікті бақылаумен;
- тексерісті жүргізуді реттеу (қарау мен тексеру) - ТҚК-1;
- диагностикалық сынақ және өлшеумен - ТҚК -2;
- техникалық тексерумен - ТҚК -3
жүзеге асады.
ТҚК-1 Түйіспелі тораптың қалыпты күйінен ауытқуын уақтылы табу мақсатымен жүзеге асырылады.
Қызмет көрсету құрылғының жоспарлы жеке тексеріспен айналып өту және көзбен шолу бағасындағы қалпын түйіспелі торап ауданының бастығы, жоғары дәрежелі электромеханник немесе электромонтер электровоз, электропоездың алдыңғы кабинасында орындайды (автодрезине) .
Айналып өту кезінде көрінетін тіреуіштің ұстап тұратын құрылғының, ток өткізгіш сымның, ішектің, айырушы заттың, бөлушінің разрядтауыш және ОПН, шырағдандар мен өзге де элементтердің зақымдануы білінеді, нәзік сапалы токжинағыштың немесе токқабылдағыш және басқа да ешбір кедергісіз өтетіндер үшін қауіптілігі айқындалады. Қалыпты күй бағамынан күдік байқалғанда айналып өту мен шолу арқылы қайта тексеру осындай орындарда жүргізіледі.
Токжинағышты тексеру мен айналып өту нәзік сапалы токжинағыштың (токқабылдағыштың ықтырылуы, ұшқындауы) белгілі орнына тағайындалады.
Токжинағыш тексерісі вагон-зертхананың арнайы бақылау мұнарасында, электровоздың 2-ші кабинасында, жолаушы поездың 1-ші вагонының шеткі есіктегі терезесінде жүзеге асады. Жоспарлы жекеленген шолуды түйіспелі торап ауданының бастығы немесе жоғары дәрежелі электромеханник немесе электромонтер бірге қызмет көрсету құрылғысын тексерумен жүргізіледі.
Токжинағышты тексерумен айналмалар токжинағыштың төменгі сапалы (токқабылдағыштағы жамаулар, ұшқын) орнын анықтау үшін белгіледі. Токжинағышты тексеру арнайы қаралатын мұнараның вагон-зертханасында, екінші электровоз кабинасында, жолаушылар пойызының бірінші вагонының есігінің шөрке төселген терезесінде жүзеге асады. Тексеру, сондай-ақ, токқабылдағышпен жабдықталған автомотриста жүргізеді. Токжинағышты тексеру токқабылдағыштардыі жұлып алғышын бақылауға немесе ұшқынды көзбен шолумен бақылауға арналған арнайы құрылғылар көмегімен іске асырады.
Қызмет көрсетуші қондырғыларды тексерумен жоспарланған жекеше аралауды түйіспелі торап ауданының бастығы, электромеханик немесе жоғары квалификациялы электромонтер жүргізеді. Тексеру жүрісінде көрінетін зақымдану, реттеудің бұзылуы және техникалық талаптардан ауытқудың анықталуымен қондырғы күйін шолып бағалау жүргізіледі. Электр қозғалмалы құрамды аралау уақытында бақылау токжинағыштың сапасымен бағаланады.
Аралап қарау перегон бойынша кешенді айлық графикке сәйкес, ал станцияда бақ жолы тобы бойынша жүзеге асады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz