Жақты ұсатқыштың конструкциялық және технологиялық параметрлерін есептеу

Мазмұны
Кіріспе . . . 41. Ұсақтау машиналар жөнінде жалпы мәліметтер . . . 5
1. 1 Жақты ұсатқыш . . . 5
1. 2 Соққыш әрекетті ұсатқыштарда ұсату . . . 7
1. 3 Беттік ұсатқыш . . . 9
1. 4 Конустық ұсатқыш . . . 10
1. 5 Білікті ұсатқыш . . . 13
1. 6. Ұсатқышты дұрыс пайдалану шарты . . . 14
2. Есептеу . . . 16
2. 1 Уатқыш өлшемін таңдау . . . 16
2. 4Ұсатқыш механизмдерінің өлшемдерін анықтау . . . 17
2. 3. Ұсатқыш тораптарының және бөлшектердің массасын анықтау . . . 18
3. Ұсатқыштың констуктивті және технологиялық параметрлерін анықтау. . 19
3. 1 Жақтың жылжымалы жүрісі . . . 19
3. 2. Жақтың эксцентрикалық білігінің айналым саны . . . 20
3. 3. Жақты ұсатқыштың өнімділіг . . . 20
3. 4. Ұсатқыш жетегінің қуаты . . . 21
3. 5. Ұсатқыш жетегінің кинематикалық сызбасын есептеу және таңдау . . . 22
3. 6. Ұсатқыш элементтеріндегі жүктемелерді есептеу . . . 24
3. 7. Ұсатқыштың габаритті, орнатылатын және қосылатын
Өлшемдерді анықтау . . . 25
3. 8 Тұғырды есептеу . . . 26
Қорытынды . . . 28
Қолданылған әдебиеттер тізімі . . . 29
Қосымша А . . . 30
Кіріспе
Әр түрлі физикалық қасиеттері және өлшемдері бар материалды ұсақтау үшін, әр түрлі ұсақтау машиналары қолданылады. Ұсатқыш машиналарда ұсату және диірмендерде унтақтауды әртүрлі жолдармен өндіреді, солардың ішінен кең тарағандары ұсақтау, бөлшектеу, соғу және үйкелу. Кейде әдістерін комбинациясы пайдаланылады. Мақсаты бойынша ұсатқыш машиналарды үлкен ұсатқыштар, орта және ұсақ ұсақтауға және жіңішке ұсақтау аппараттары деп бөлуге болады.
Жақты ұсатқыш - материалдарды бастапқы және қайталама ұсақтауға арналған әмбебап машина. Ұсатқыш машиналарды тау-кен жыныстарының кез келген беріктік күйінде жумыс жасауға қолданады, кейбір металлдан жасалған материалдармен және шлактармен. Жақты ұсатқышта тұтқыр және серпімді материалдарды қолдануға мүмкін емес: полимерлер, ағаш, кейбір металл балқымалары.
Ұсатқыштың жұмыс істеу принципі материалдың жұмыс беттерімен қысуға негізделген, бұл үлкен қысымдағы кысу және ығысудың пайда болуына әкеледі, нәтижесінде материал бұзылады.
Жақты ұсатқыш тау-кен жыныстарын қайта өңдеу өндірістерінде әртүрлі мықты және сынғыш материалдарды өңдеу мақсатында қолданылады, құрылыс өндірісіндегі тастарды және қиыршық тастарды, және де зертханалық жағдайларда.
Жақты ұсатқышқа материал табиғи ылғалдылықпен түсуі мүмкін, қалыпты жұмыс жүруі үшін, материалдың ылғалдылығы 6-8%-дан артық болмауы тиіс. Материалдарды ұсатқаннан кейін классификациялаушы жабдықтарда ірілігі дайын фракцияларды бөледі. Жақты ұсатқыш қолдануда және қызмет көрсетуде қарапайым.
1. Ұсақтау машиналар жөнінде жалпы мәліметтерӘдетте ұсақтату процесі екі сатымен орындалады: басында дөрекі ұсату, содан соң жұқа үгіту. Ұсату ұсатқыш, үгіту диірмен жәрдемімен өткізіледі. Ұсақтайтын орган пішініне байланысты ұсатқыштардың жақты, білікті, балғалы, конус тәрізді т. б. түрлерін айырады. Білікті ұсатқыш екі бір-біріне қарсы және синхронды айналатын біліктен тұрады. Ұсақтату дәрежесі біліктер арасындағы саңылаумен байланысты. Оны реттеу үшін бір білік жылжымалы етіп бекітіледі. Біліктер беті тегіс, тұтқырландырылған немесе тісті болуы мүмкін. Тегіс біліктер жадығатты езеді. Тісті біліктер материал кесектерін шағады, сондықтан олар морт сынғыш заттар ұсақтауға ұсыныланады. Білікті ұсатқыштың білігі сынып қалмау үшін жетекші білікке подшипник кіргізіледі. Пайданылған қоспа біліктердің арасына қысылып қалмау үшін, серіппеге тіреуші болт орналасқан. Ол бұранда арқылы серіппе ұзарып-қысқарады. Екі білік бір жылдамдықпен қозғалады. Біліктерді үнемі майлап отыру керек. Білікті ұсатқышқа бункер арқылы бұрыңғы пайданылған қоспа кесектері түседі. Жұқа біліктердің айналу жылдамдығы 4-6 м/с. Жылжымалы білік арқылы топсалы тіректе айналып материал кесектерін қозғалмайтын жаққа қысып езеді. Білік қозғалысы қарапайым және күрделі болуы мүмкін. Жадығат біліктер арасында саңылау арқылы өтеді. Сондықтан ұсатқыштың негізгі көрсеткіштері ретінде қармау бұрышы мен қисық біліктің айналу жиілігі болып табылады. Жұқа біліктер тез сынып қала береді. Сондықтан біліктерді үнемі ауыстырып отыру керек. Майдалаған кезде шаң көп бөлінеді. Біліктерден көп шу бөлінеді
1. 1. Жақты ұсатқыш.
Жақты ұсатқыш (1. 1-сурет) материал жылжымайтын (1) және жылжымалы (2) жақтар арасында қысу арқылы ұсақталады. Эксцентриклі біліктің (3) айналуы арқылы жылжымалы жақ (2) жылжымайтын жаққа (1) жақындайды (жұмысшы жүріс) немесе одан алыстайды (бос жүріс) . Жұмыс
жүрісі кезінде материал ұсақталады, ал бос жүріс кезінде ұсақталған материал төмен қарай ауырлық күштің әсерінен шығарылады. Қозғалатын жаққа (2) қозғалыс эксцентриклі білікпен (3) жалғанған шатунмен (4) беріледі. Шатун (4) алдыңгы (5) және артқы (6) плиталармен бекітіледі. Жетек (7) және серіппе (8) қозғалыс жүрісінде керіліп, бос жүріске жәрдем береді. Сыналардың (9) өзара орнын ауыстыру арқылы ұсақтау дәрежесін яғни ұсақталған материал шығатын тесіктің енін реттеуге болады.
1. 2-суретте жақты ұсатқыштың жалпы көрінісі келтірілген. Ұсатқыштың корпусының алдыңғы қабырғасы болат құймасынан жасалған қозғалмайтын жақ. Жақтардың беті бұдыр бетті болат тақталармен қапталады. Бұл болат тақталар тез тозатын болғандықтан, оларды тозуға төзімді материалдардан (марганецті немесе хромды құйма болаттан) алмалы-салмалы етіп жасайды. Ұсатқыштағы ұсақтайтын күш керуші тақталар(3) арқылы беріледі. Артқы керуші тақта қатты майдаланбайтын заттар түскенде ұсатқышты сынудан сақтап қалады. Бұл тақта қаттылығы төмен материалдан жасалынып, ұсатқышқа қатты металды материал түскенде сынады да, кейін оны алмастырады. Материал жүктелетін тесіктің ені сыналар (5) көмегімен реттеледі. Ұсатқышта қозғалыс электрқозғалтқыштан қайысты беріліс және маховик (6) арқылы беріледі.
Артықшылықтары: құрылымының қарапайымдылығы және сенімділігі; кең көлемде қолданылуы; қызметі оңай және ыңгайлы.
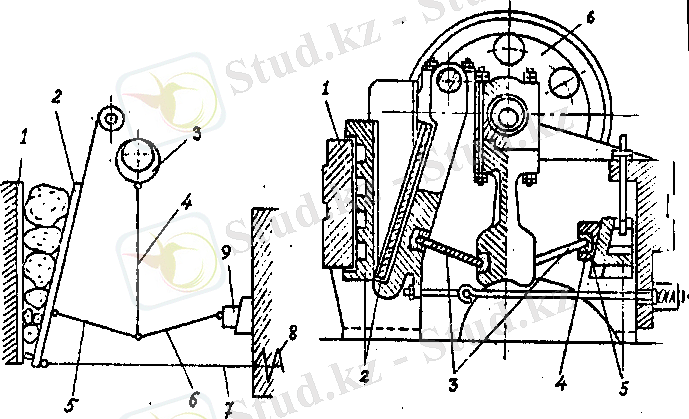
1. 1-сурет. Жақты ұсақтағыштың тәсімі: 1- қозғалмайтын жақ; 2- қозғалмалы жақ; 3- эксцентрикі білік; 4- шатун; 5-алдыңғы плита; 6-артқы плита; 7- жетек; 8- серіппе; 9-реттеу сыналары.
1. 2-сурет. Жакты ұсақтағыштың жалпы көрінісі: 1- корпус; 2- алмастырылатын плиталар; 3- керуші плиталар; 4- ішпек; 5- реттеу сыналары; 6-маховик.
1. 2. Соққыш әрекетті ұсатқыштарда ұсатуСоққыш әрекетті ұсатқыштарда кен балғалы, стерженді және айналмалы ротор арқылы ұсатылады. Негізгі ұсатылатын мүшенің құрылысына байланысты олар дезинтегратор, балғалы және роторлы ұсатқыш болып бөлінеді.
Дезинтегратор (сурет 2, а) әрбіреуі әр валға орнатылған, қарама-қарсы бағытта айналатын стерженді роторлардан (кәрзеңкелерден) тұрады. Стерженнің бос шеттерінің қатайтылуы сақинаға байланысты. Ұсатылатын кен дезинтегратордың орта бөлігіне беріледі.
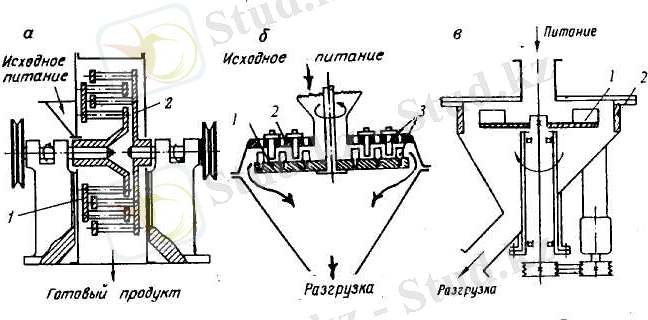
1. 3 сурет - стреженді (а) дезинтегратордыңғ вертикаль ості дисмембратордың және ДЦВ-800 дезинтегратордың сызбалары
Ротор білігінің ішкі қатарынан соққы алған соң, кен кесектері ұсатылады да, қарама-қарсы бағытта айналатын, екінші ротор біліктерінің келесі қатарына жіберіледі. Екінші қатарлы біліктердің соққыларынан кейін ұсату мен кесектерді келесі үшінші қатарға жібереді және т. с. с. Ұсатылған өнім дезитегратордың төменгі жағына шығады. Ұсатумен қатар дезитегратода ұсатылатын кеннің барлық компоненттері бір-бірімен жақсы араластырылады, сондықтан оларды көбінесе кокстаудан бұрын көмірлі шихтаны ұсату үшін қолданады.
Ротордың көлдең және тік (сурет 2, б) орналасқан валды дисмембраторларында сұққылармен 3 бекітілген бір ғана диск 1 айналады; сұққылары 3 бар келесі диск 2 - қозғалмайтын. Бастапқы кен айналмалы дисктің орта бөлігіне түседі; ұсатылған өнім дисктардың алыстауы арқылы шығады.
ДЦВ типті дезинтеграторлар (сурет 2, в) соққысыз екпінді ротормен орталыққа тартқыш құрылғы болып келеді. Кеннің жалпақ кесегінің екпіні мен бағыты, радиалды қалақпен жабдықталған, жалпақ айналмалы роторда 7 орындалады. Кен кесектерінің соғылу бұрышы мен олардың статордың беткі қабатына соғылу күші, ротордың айналу жиілігі мен жұмыстық беттің футеровкасын қолдану формасымен реттеледі.
Балғалы және роторлы ұсатқыштарда соққыш ротор, арнайы сауытты плиталармен футеровкаланған, корпустың жұмыстық кеңістігінде айналады. Балғалы ұсатқыштарда кен роторға шарнирлі орнатылған балғалардың соғуымен ұсатылады. Ротор валға орнатылған дисктардан тұрады. Соғу күші балға салмағымен анықталғандықтан, онда ірі ұсату үшін ауыр балғалардың аз қатары, ал ұсақ ұсату үшін жеңіл балғалардың қатары орнатылады. Аса ерекше тиімділік морт кендерді және материалдарды ұсатуда байқалады. Роторлы ұсатқыштарда кен роторға тұтастырыла қозғалыссыз орнатылған дененің соғуымен ұсатылады. Соғу күші ұрғыштың салмағымен ғана емес, сонымен қатар ротордың салмағымен де анықталады. Ол роторлы ұсатқыштарды мықты материалдарға байланысты ірі кесектерді ұсату үшін қолдануға мүмкіндік береді.
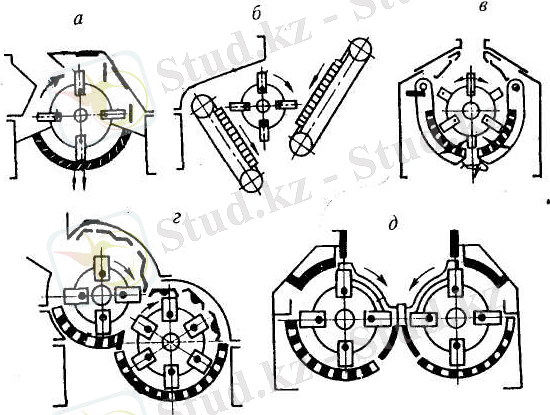
1. 4 сурет - Бір роторлы (а-в) және екі роторлы (г, д) балғалы ұсатқыштардың сызбалары
Балғалы мен роторлы ұсатқыштарды диаметрі 2000 мм-ге дейін, ұзындығы 3000 мм-ге дейін және айналу жылдамдығы 117 м/с-қа дейін ротормен жасайды. Олар ірі, орташа және ұсақ ұсатуға жарамды.
1. 3. Беттік ұсатқыш. Беттік ұсатқышында материялдың бөлшегі қозғалмайтын жəне тербелетін бетімен қысылады. Алғашқы материал беттердің арасына жоғарыдан түседі.Беттік ұсатқыш майдаланған өнім астынан алынады. Бүйір қабырғаларының тұғырында майдалағыштың тұғыры бірінші жасалады 1, артқысы 2 жəне екі бүйірінде үш қабырғалар қозғалатын беті 4 ось 5 ке ілінген, ол подшивниктерге сүйенеді. Тұғырлардың қабырғалары жұмыс кеңістігін шектейді, сонымен қоса қозғалатын беті, ауысатын плиталармен қапталады. 6. Олар үйкеліске тұрақты болаттан немесе пісірілген шойыннан тұрады. Қапталатын плиталар қозғалмайтын жəне қозғалатын, беті қырлы немесе толқынға ұқсас жақтар.
Беттік ұсатқышты қазіргі кезде терең жұмыс кеңістігімен жасалады жəне қозғалмайтын шекаралар төменгі жағында босататын жерде параллель зона болады. Қозғалатын бетті тербелетін ось 7 алады. Олар подшивниктерге сүйенеді. Эксцентрикті осінде бос шатун ілініп тұр 8. Шатунның төменгі ұшы қосымша беттермен 9 ұяға орналасқан, олар бос ұшымен алшақтайтын плита 10 мен көрсетілген. Екінші ұшы алшақтайтын басқа ұшымен алшақтататын плиталар қосымша бетпен орналасқан. Ұшы менен алшақтататын плиталар 10. Басқа ұштары мен алшақтататын плиталар қосымша бет 11 ге орналасқан. Ұяда қозғалатын беті жəне қосымша бет 12- ге сүйенетін бөлшек ұя 13-те орналасады. Алшақтататын тақталар түсіп қалмайды себебі оны ауыр бет қысып тұрады. Серіппе 14 жəне тартқыш 15 айналдырғанда календалық валды шатунның төменгі шеті алмағайып қозғалыста вертикальді бағытта болады.
Шатун қозғалғанда жоғары алшақтататын тақталар, қозғалатын шекаралар жəне сүйенетін бөлшектер қосымша беттерге қысым жасайды. Жұмыс істейтін алшақтататын тақталардың бойымен қозғалатын шекаралар бұрылады, кейбір бұрышқа өзінің осімен оюлуына мəжбүр етеді. Жəне қозғалмайтын бетке жақындайды. Шатунның жоғары жүрісі жарты айналымда календалық ось іске асырылады. Шекаралардың бір-біріне жақындауына шаншығыш материал бөлшектер сəйкес келеді. Календалы осьтің жарты айналымында материалдың жарылуы жүргізіледі, ол жұмыс үрдісі деп аталады. Шатунның қозғалуы кезінде төменгі беті қозғалмайтыннан алшақтайды жəне жарылған материал тесік арқылы жарғышқа түседі. Календалық валдың айналымы кезінде материал жарғыштан түседі, ол бос үрдіс деп аталады.
Осыған байланысты бос жəне жұмыс үрдістегі айналдыратын электро детальға күш түседі, онда беттік уатқыш бір қалыпты болмайды. Календалық валға түсетін күшті бірқалыпты жасау үшін оған екі салмақты моховик кигізіледі 16. Босататын тесік реттелінетін алшақтатқыш өлшемдері аз болғанда 16 төсеніштің көмегімен жəне реттегіш ұштардың беттік ұсатқыш электро двигательдің əсерімен белбеулік клино арқылы бір моховикпен қозғалысқа келтіріледі. Беттік ұсатқыш ені В жəне ұзындығы L тиелетін тесікпен сипатталады. Босататын тесіктің ені ұсатқыштың оның өлшемдері артқа кеткендегі қозғалатын шекаралармен есептеледі.
Ұсатқыштың ең үлкен дəрежесі 8 жетуі мүмкін. Əдетте ұсатқыштар дəрежесі 3 тен 4 дейін жұмыс жасайды. 6 дəрежесінде жұмыс жасайтын ұсатқыштар үшін электро энергия 0, 3тен 1, 3 кВт·сағ/т дейін құбылып тұрады.
1. 4. Конустық ұсатқыш.Конусты ұсатқыштар ірі, орташа жəне майда уатқыштар болып бөлінеді, Орташа ұсатуға арналған конусты ұсатқыштың сұлбасы (4- суретте) көрсетілген.
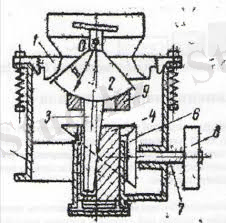
1. 5 - сурет. 1 - конустық ыдыс; 2 - ұсатқыш конус; 3 - вал; 4 -эксцентрикалық стакан; 5 - станина; 6 - конустық тапсыру; 7 - қозғалтқыш вал; 8 - шкив; 9 -табан асты;
Конусты ұсатқыштармен беттік ұсатқыштардың жұмысы бірдей. Материалдың бөлшегін ұсақтағандада жуықтай екеуінің арасына конусқа түседі. Ұсақталған өнім конустан шығарылады жəне конусты уатқышта материал үздіксіз жүреді.
Эксцентрикалық стакан кез келген жағдайда конустық ыдыс бетінде əр уақытта нүкте болады оған уатқыш конус жақындайды жəне онда ұсату үрдісі жүреді. Үздіксіз ұсату конусты ұсатқыштарға арналған моховиктерді керек етпейді. Конусты жарғыш үшін жарылу уақыты бос жүріс болғанда жəне конусты жарғыштың өнімділігі беттік уатқышқа қарағанда артығырақ болады. Валдың осьі айналғанда эксцентрикалық стакан конустық бет жасайды, оның төбесі О нүктесінде болады. Ұсатқыш конус конустық ыдыс ішінде дөңгелек тербеліс жасайды, соған ұқсас тербеліс ілінген ось уатқышта майдаланған өнім уатқыштың астына төмен түседі.
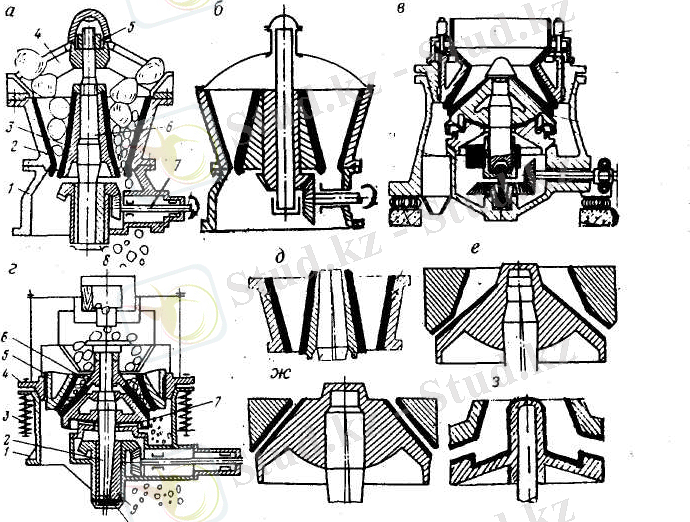
1. 6 сурет - конусты ұсатқыштардың ірі (а, б, д), орташа (в, г, е) және ұсақ (г, ж, з) ұсату үшін жұмыс кеңістіктерінің профильдері және құрылғылардың сызбалары
Ірі, орташа және ұсақ ұсататын конусты ұсатқыштардың негізгі айырмашылығы - олардың жұмыстық кеңістіктегі бағыты. Ірі ұсататын ұсатқыштар (4. 1, а, б, д) ірі кесектерді қабылдайды, қозғалмалы және қозғалмайтын конустардың арасындағы сақиналы орнатқыштың жоғарғы бөлігі кеңейеді. Ұсатқыш конустың ең үлкен диаметрі ұсатқыштың қабылдағыш саңылауының енінен 1, 5 есе артады, ал шығатын тесіктің ені оның өлшемінің 0, 1-0, 2 шамасынан тұрады. Футеровканың төменгі жағындағы қисық сызықты кескін ұсатқышты орнату мүмкіндігін азайтады. (4. 1, а, б) . Орташа және ұсақ ұсататын конусты ұсатқыштардың жұмыстық кеңістіктегі бағыты өте ұсақ материалды қабылдауды қадағалайды және кесектердің біркелкі ірілігіне сәйкес ұсатылған өнім беріледі. Ұсақ ұсататын ұсатқыштардың орташа ұсататын ұсатқыштарға қарағанда, конустарының аралығының «параллель аймақтардың» ұзындығы жоғары және ұсататын конустың биіктігі төмен, сондықтан оларды тағы қысқа конусты деп атайды. Конусты ұсатқыштың жұмыс кеңістігі ірі, орташа жəне майда болып формаларына байланысты бөлінеді. Ірі ұсатқышта тік жоғары (төбесіндегі бұрыш 200 ) ал ұсатқыш орташа жəне майда ұсату үшін (төбесіндегі бұрыш 1900 ) Ірі ұсатқышта ірі бөлшекті қабылдауға бейімделген. 17 Дөңгелек кеңістікте конусты ұсатқыш арасы жəне сыртқы ыдыста жоғарыға қарай кеңейеді. Қазіргі конусты ұсатқыш ірілеп ұсатуға іші қапталған жұмыс кеңістігіне жарылғыш қисық сызықты сызу болады. Қапталған осындай профилі ұсатқыштың кеннен бітеліп қалуынан сақтайды.
Үлкен конусты ұсатқыш ірі ұсатуға (В>>) ол үйіндінің астында жұмыс істей алады жəне аударатын вагоннан бірден материал қабылдайды. Жарғыш кіші өлшемді үйіндінің астында жұмыс істейді жəне олар үшін қабылдайтын шұңқыр жасайды. Майдаланған өнім ленталы конвейерге түседі, жұмыс істегенде үйінді астында жарылған өнім алдымен аралық бункерге түседі, ал одан қоректенушімен конвейерге беріледі.
Конусты ұсатқыш үлкен ұсатуға ең үлкен 8 дəрежеге дейін майдалауды қамтамасыз етеді. Бірақ əдетте ұсақтау дəрежесі 3 тен 4 ке дейін істейді. 6 ұсақтау дəрежесі кезінде 1т ұсақталған өнім үшін электроэнергия 0, 1 кВт·сағ тан 1, 3 кВт·сағ қа дейін құбылып тұрады. Ұсатқыштың көлемі диаметр өлшемі В тұғыры конусты ұсатқыштың көлемімен сипатталады. Ұсатқыштың өлшемдері мынадай 2200- 3000мм. Конусты ұсатқыш орташа жəне майда ұсату үшін ұсатқыш дəрежесі 15 ке дейін болады. Əдетте олар 4 тен 7 ге дейінгі дəрежеде жұмыс жасайды. 6 дəрежесінде жасайтын ұсатқыштар үшін электроэнергия 0, 5 тен 2, 5 кВт-сағ/т ға дейін құбылады.
1. 5. Білікті ұсатқыш
Білікті ұсатқыш - бұл ұсатқыш көбінде ұсақ ұсату сатысында және төмен өнімді фабрикаларда қолданылады. Кен цилиндрлі жазық не бұдыр тісті екі бет арасында жаншылып ұсақталады (сурет 5, а) .
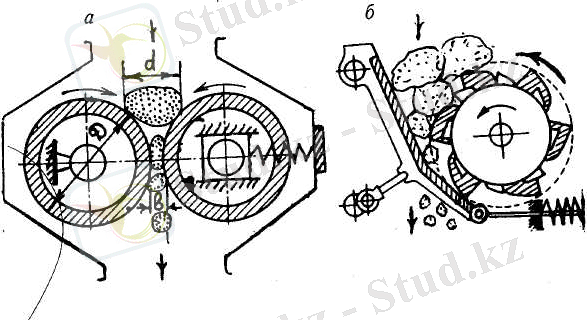
1. 7 сурет - Екі валкалы (а) және бір валкалы тісті (б) ұсатқыштардың сызбалары
Олардың біреуі подшипникпен бекітілген қозғалмайды, ал екіншісі қозғалмалы, спиральды амортизацияланған серіппеге бағытталуға сүйенген, ұсатқышты ұсатылмайтын кен түскенде қорғайтыды. Біліктердің арасындағы саңылаудың ені реттегіш болт немесе білік подшипниктерінің қозғалмалы және қозғалмайтын корпустарының арасындағы арнайы төсегіштер арқылы өзгереді. Құрсаудың беткі қабаты, шойын біліктеріне бекітілген, арнайы (марганецті, көміртекті) болаттан жасалады. Олар тісті, тегіс (ВГД) және бұдыр (ВДЗ) бетті болады. Тегіс бетті ұсатқыштарда ұсату жаншу мен үгітілу (әсіресе білік айналыстарының әртүрлі жылдамдықтарында), тісті және бұдыр бетте жару, бұзу, жаншу арқылы жүреді. Тегіс бетті ұсатқыштарда басып алу бұрышы екі еселі үйкеліс бұрышынан аспауы үшін, білік өлшемі түсетін кеннің ең үлкен кесегінің өлшемінен шамамен 20 есе артық болуы керек. Білік өлшемі 1500-1800 мм-ден аспағандықтан, онда ұсатылатын кеннің ең үлкен ірілгі 75 мм-ге тең, сондықтан тегіс білікті ұсатқыштарды қатты кенді орташа және ұсақ ұсату үшін немесе көмір мен ұсату дәрежесі 3-4 орташа коксты ұсақ ұсату үшін қолданады. Ұсатылатын кенді қысу пайдалы кендердің қайта ұнтақтауын болдырмайды, ол морт сынғыш пайдалы кеннен (мысалы, қалайы, вольфрам және т. б) тұратын, қатты кенді ұсатуда білік тегіс білікті ұсатқыштарды кеңінен қолдану себебі болып келеді.
Морт және жұмсақ қазындыларды ұсатуды тісті мен бұдыр бетті білікті ұсатқыштарда жүргізеді. Ұсатылатын кен кесегінің ең үлкен ірілігі, тегіс білікті ұсатқышта ұсатуға қарағанда 4-5 есе үлкен болады және 300-400 мм-ге жетуі мүмкін. Ұсатқыштарды тек қана мынандай кендерді: көмір, кокс, тұз, жоғары балшықты, сулы темірлі және ұсату дәрежелері 4-6 марганецті кендерді ірі және орташа ұсату үшін қолданады.
Антрацитті, агломератты, және көмірді ұсату үшін бір білікті тісті ұсатқыштар қолданылады (сурет 5, б), онда ұсатылатын кен колосник торлары мен айналмалы тісті біліктің ортасына беріледі. Ірі кесектер торға қысылып жарылады немесе тістермен жаншылып ұсатылады. Ұсатылған өнім ұсатқыштан колосникті тордың саңылауы арқылы шығарылады.
Білікті ұсатқыштардың өнімділігі ұзындығына, диаметріне, айналу жылдамдығына және кен шығатын тесіктер араларының еніне байланысты. Біліктің ұзындығы әдетте диаметрінен 1, 5-3 есеге аз. Тез жүретін біліктердің айналу жылдамдығы 4-6 м/с (40-180 об/мин), жай жүретін біліктерде - шамамен 0, 5 м/с (3, 2-4, 6 об/мин) .
Білікті ұсатқыштардың ерекшелігі: олардың құрылысының шағын және қарапайымдылығы, пайдалануға ыңғайлылығы, кенді шамалы қайта ұнтақтауы, ал кемшіліктері: аз бірлікте өнімділігі және өте қатты кенді ұсатуға жарамсыз
1. 6. Ұсатқышты дұрыс пайдалану шарты
Ұсатқышқа салынатын кесектің ең үлкен өлшемі қабылдайтын тесік енінен 15-20 % кіші болу керек. Материалды електе алдын ала елеп уатқышқа біркелкі беру. Уатқыштың бос жүрісінде электр энергияны пайдаланудың қатты айырмашылығы болмауы. Эксцентрлік білік подшипниктерінде майдың айналуы мен құю температурасын сондай-ақ суытатын суды жүйелі қадағалау. Кенді қоректендргішті сөндіру және уатқышты тоқтату алдында жұмыс кеңістігін толық өндіру. Май соратпасын тек уатқышты толық тоқтатқан соң сөндіру. Майлау. Жақты уатқыш бөлшектерінің қажалатын беттерді индустриалды маймен және қою майлайтын майларды жағады (6. 1. -сур. ) . Қозғалатын жақтың кіндік темірінің подшипниктері мен тірек плиталардың төсемелерімен жалғану нүктелерін кою майлаушы майы қысыммен беріледі. Негізгі біліктің подшипниктері үшін май соратпасынан еріксіз сұйық майлау қолданады.
Сұйық май ретінде өндіруші-зауыт 45 немесе 50 индустриалды майды (МемСТ 20799-75), қою майлайтын зат ретінде ИП1-Л (жазғы) МемСТ 3257-53 және ИП1-3 (қысқы) МемСТ 3257-53 ұсынады.
1. 8. -сурет. Жақты ұсатқышты майлау нобайы
а - қою май:
1 -редукторлы және электрқозғалтқышы бар плунжерлі соратпа; 2 - резервуар; 3 - таратушы гидравликалық золотник; 4 - торлы фильтр; 5 - мөлшерлеуші қоректендіргіш; 6 -майлауға арналған құбыр; 7 - соратпа; 8 - толтырушы клапан; 9 - уатқыш.
б - сұйық май:
1 - уатқыш; 2 - термосигналдағыш; 3 - торлы фильтр; 4 - өткізуші клапан; 5 - кедергі термометрі; 6 - сақтандырғыш клапан; 7 -ағызу және жүйені толтыруға арналған вентиль; 8 - кері клапан; 9 - май соратпасы; 10 - реттегіш қалқы; 11 - деңгей сигналдағыш; 12 - электрқозғалтқыш; 13 - берудің тізбекті сілтеуіші.
2. Есептеу
2. 1 Уатқыш өлшемін таңдау
Жақты ұсатқыштың басты негізгі параметрлерін анықтайтын: қабылдау кеңістігі мен шығатын саңылау өлшемдері болып табылады (В х L х b) .
Қабылдау кеңістігінің ені ең үлкен өлшемдегі бөліктерді оңай қабылдауы тиіс
 (1)
(1)
мұнда, D max - бастапқы материалдың ең үлкен өлшемі.

В = 1420 мм деп қабылдаймыз
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz