Өндірістік құм кептіргіштерінің жалпы жіктелуі, құрылымы және жұмыс принциптері

1 Өндірістік құм кептіргіштерінің жалпы жіктелуі мен тағайындалуы
1. 1 Кептіргіштер туралы жалпы түсінік. Кептіргіштер түрлері
Кептіргіш - материалдан ылғалды буландырып кептіретін құрылғы. Кептіргіш қатты материалдарды кептіруде кеңінен қолданылады. Оның түрлері: конвективті кептіргіш (материал қызған ауамен жанасады), түйіспелі кептіргіш (материал ыстық нәрсенің бетіне тиеді), сәулелі кептіргіш (жылу ыстық нәрсенің бетінен сәуле тарату арқылы беріледі), индукциялы кептіргіш (жылу жоғары жиілікті токтан таралады) . Кептіргіш атмосф. қысымда не сиретілген газды ортада, вакуумда не жоғары қысымда (кептіру баяу жүруі үшін) жұмыс істей алады. Құрылымы мен тех. сипатына орай кептіргіш әр түрлі мақсаттарға пайдаланылады. Кесек материалдарды (көмір, кентас, саз, құм, минералды тыңайтқыштар, т. б. ) кептіру үшін барабанды кептіргіш, талшықты материалдарды (жүн, мақта, т. б. ), көкөніс, жеміс-жидек, зығыр, т. б. заттар үшін таспалы кептіргіш, созылмалы (сағыз тәріздес) және сұйық заттарды (сүт) кептіруде цилиндрлі кептіргіш қолданылады.
Кептiргiш аппараттардың түрлерi және жұмыс icтey принциптeрi. Кептiру жағдайларының әр түрлi болуына байланысты кептiргiштердің көп конструкциясы бар. Кептiрушi агентке байланыссыз кептiргiштер 2 түрлi белгici арқылы топталады.
1) кептiру жүретiн қысым бойынша;
2) процестi ұйымдастыру әдiсi бойынша.
Осы белгiлерге байланысты:
1) атмосфералық немесе ayaлық кептiргiштер;
2) вакуумды кептiргiштер болып бөлiнедi.
Кептіру - материалдардан ылғалды буландыру арқылы бөлу. Материалдарды, бұйымдарды кептіру олардың келесі де қолданылуына және оларды қайта өндеуіне байланысты. Кейбір материалдар үшін кептіру олардың мықтылығын жоғарлайды, ұзақтылығы артады, кайта өндеу жеңілдетіледі, жылулық қасиеттері артады.
Кептіру кезінде термиялық және масса алмасу үстінгі және астыңғы қабатта жүреді де оны ылғалдан айырады. Кептіру және ылғалдан айыру кезінде материалдың сапасы артады, сақтау мерзімі ұзарады. Мысалы: ағашты кептіргенде оның жылу беру қасиеттері артады. Сондықтан да кептіру кезінде материалдың механикалық кұрылымы, химиялық және биохимиялық касиеттері өзгереді.
Бұл процесстердің жүру жылдамдығы, олардың біту уақыты оған жылу жақындатумен шектелмейді, ол кептіру режіміне тікелей катысты.
Кептіру үнемділігін бағалау үшін оларды алты маңызды топқа бөледі олар: шынайы және коллоитты, эмульсия және суспензия; паста тәріздес материалдар, насоспен сорылмайтын шаң тәрізді, бөлшектелген материалдар, ылғалды кезінде сусымалы, жұқа және майысқақ, дараланған материалдар.
Кептіруді екіге бөледі табиғи (ашық ауада) және жасанды (кептіру камераларында) . Табиғи кептіруде материалдың ылғалдылығын қалыптыға жақын етіп қоя кептіреді . Оның жақсы көрсеткіштері: ұзақтығының аздығы және соңғы ылғалдылық деңгейін қадағалап отырады. Кептіру аппараттарын кептіргіштер деп атайды. Жылу жеткізу қабілетіне байланысты конвекциялық, нақтылы, терморадиациялық, сублимациялық, жоғары жиілікті болып бөлінеді. Дисперстік материалдарды яғни: ұнтақтәрізді, түйіршіктелген, ұнтақталған қатты, пастатәріздес материалдарды әдіспен кептіреді. Конвекциялық әдістерде жылуды газтәріздес кептіргіш агенттер (қыздырылған ауа, газ) тасмалдайды, кептіру бетімен жанаса отырып. Бөлінген бу аталған кептіргіш агенттің ағынымен тасмалданады.
Егер кептірілетін зат пен ауа жанасуы қауіпті болса кептіру агенті ретінде келесі материалдар қолданылыды: азот, диоксид, көмір қышқыл газы, гелий және инерттік газдар немесе асқын қыздырылған су буы.
Процесс жылдамдығы материалдың сыртқы және ішкі жылу-масса алмасу интенсивтілігіне байланысты. Осы процесстерден булану мөлшері анықталады.
Кептірудің ең қарапайым түрі келесідегідей жүзеге асырылады: кептіруге керекті температураға дейін қыздырылып ол біртекті және үздіксіз қолданылады. Бұл процесс маңыздылығы жоғары деп аталады. Кептіру процессінде ылғал материалда ылғал ауысуы болады, ол сұйықтықта да буда да байқалады.
Ылғыл тасымалы екі түрде жүре алады:
1) молекульярлық-кинетикалық тәсіл негізінде яғни микроскопиялық бейнесін қарастыру және күрделі құбылыстардан физикалық қасиеттерін жеке карастыру керек.
2) термодинамика процессі негізінде. Бұл оның макроскопиялық касиеттерін зерттейді.
Ленталық кептіргіштер . Ленталық кептіргіштерде тікбұрышты корпус ішінде орналасқан бір немесе көп ярусты ленталық транспортерлер бар. Кептіргіштер қайталанатын газбен немесе газсыз үздіксіз жұмыс істейді, кейбір құрылымдарда оттық газ, ауа ал кейбіреулерде - аса қызған бу ретінде қолданылатын шығаратын заттық көп ретті жылытылуы ескерілген. Материалдың жүктелуі арнайы қоректіндіргіштермен жүзеге асырылады. Ленталы кептіргіштерде кептірумен қатар материалдарды қыздыру немесе салқындатуда да өткізуге болады, және де мұндай қондырғылар кәдімгіге қарағанда тек қана транспортерлердің ярустарының санымен ерекшелінеді. Ленталы транспортердің құрылымы кептірілетін материалдың қасиеттеріне шартталған (негізделген) . Транспортерлер металдық тоқыма тор, тесілген, штампталған немесе пластинкалы лента, жеке тіктөртбұрышты науалы тормен нығыздалған түрінде орындалуы мүмкін бір немесе екі жұмыс беттерін иемдене алады.
Нашар сұйытылған қабатты кептіргіштер. Ойлап - пішілген қабатты кептіргіштер (шапшитын, нашар сұйылтылған) кептіру процесінде кең қолданысқа ие. Құрылымына байланысты оларды бір және көп секциялыға бөлуге болады. Бір секциялы аппараттар конструктивті тұрғыдан да, қолдану кезінде де жоғары эканомикалық көрсеткіштерге ие болады автоматтандырылуға оңай еріксіз көнеді. Олардың негізгі кемшілігі полидисперсті материалдарды өңдеу кезінде кептірудің бірқалыпты еместігі. Ол жеке бөлшектердің аппараттың жұмыс аймағында уақыттың мерзімді кең спектрінде болуына негізделген.
Нашар сұйытылған қабатты кептіргіштер кеңейтілген немесе тұрақты биіктік бойынша қиманы иемдене алады. Тіктөртбұрышты қимасы бар камералар және квадрат камералар дөңгелекке қарағанда артықшылығы бардан кем. Себебі оларда күрт аймақтардың пайда болу ықтималдылығы көбірек.
Пневматикалық кептіргіштер. Пневматикалық кептіргіштердің материалдардың кептірілуі олардың газ тәрізді жылу шығаратын затпен тасымалдануы процесінде жүзеге асады. Пневаматикалық кептіргіштерді дисперстік материалдарды кептіру үшін қолданады. Кептіргіш жиірек тік орналасқан тұрба сияқты болады, нақты ығыстыру тәртібіне жақын, газ өлшеуіш әдетте төменнен жоғарыға қарай орналасады. Материалдың кептіру аймағында бөлу уақыты бірнеше секундты құрайды. Кептіргіш - тұрбадағы газ жылдамдығын кептірілетін материалдың анағұрлым ірі фракцияларының бөлшектерінің қиялдану жылдамдығынан бірнеше есе көп таңдайды.
Газды өлшеу ағынындағы кептіргіш. Газды өлшеу ағынындағы жылу - масса алмасу процестерінің интенсификациясының қарапайым әрі тиімді әдісі газды өлшеудің бұрандалы немесе спираль траектория бойынша қозғалысы кезінде пайда болатын, ортадан тепкіш күштің қамтамасыз етілуімен болатын фазалардың қатысты жылдамдығының үлкеюі болып табылады. Кептіру процесінің интенсификациясының мұндай әдісі бұрандалы орнатулары және жазық спиральды аппараттарда жүзеге асады.
1. 2 Барабанның түрлері. Барабанды құм кептіргіштер
Қарапайым айналмалы барабандардың үздіксіз жұмыс істейтін және белгілі уақыт аралығында, мезгіл мезгілмен жұмыс істейтін түрлері қолданылады. Мезгіл мезгілмен жұмыс барабандарда құймаларды салу және шығару тек қана құймалар тобы өңделгеннен кейін іске асырылады, ал үздіксіз жұмыс істейтін барабандарда құймалар барабанның бір шетінен беріліп, барабанның ішімен өтіп, үздіксіз екінші шетінен шығарылады.
Мезгіл иезгілмен жұмыс істейтін барабандарда жеке жетек болады, бірақ ұзын білікке орнатылған бір топ жетектер қатарында да бола алады. Бұл білік үздіксіз айналып отырады, ал әрбір барабан білікке шынжырлы фрикционды муфталар арқылы қосылады.
Барабан корпусы көбінесе цапфаларда айналып тұрады. Цапфалардың ішін қуыс етіп істейді: бір жағынан барабан ішіндегі шаң сорылады, ал екінші жағынан сыртқы ауа барабанға беріледі. Барабанның айналуы цилиндрлік тісті беріліс арқылы іске асырылады.
Жетегі бар тісті беріліс арқылы цапфаларда айналатын барабаннан басқа, төрт тірек роликте айналатын домалақ барабандар айналады. Роликтің бір жұбы жетекші болып табылады. Ол барабанның айналуын қамтамасыз етеді. Бұл барабандар цапфаларда айналатын барабандарға қарағанда арзан, бірақ жұмыс кезінде ыңғайсыздау.
Жетекші роликтегі білік жылдам тоқтатылғанда үлкен инерциясы бар және тоқтап тұрған ролик жұбымен ілінісуі жеткілікті болуымен барабан шығып кетіп өзінің айналу бағытымен ғимараттың ішінде еден бойымен айналып кетуі мүмкін.
Сондықтан қауіпсіздік мақсатында осындай барабандар үшін жетекші жұптын роликтерінің қажетті, дұрыс айналу бағытын таңдау керек.
Тазаланатын құймалар еңкею лотокпен пластиналы конвейер арқылы барабанға үздіксіз салынады, ал тазаланған құймалар барабанның екінші шетінен үздіксіз шығып отырады. Тазаланған құйманың қоспасы жұлдызшалармен бірге барабаннын шығар жерінде тесік арқылы ішкі қабырғасына құлап, барабанның ішкі және сыртқы қабырғасы арасындағы кеңістікте қалады. Мұнда жұлдызшаларды айналып тұрған барабанның басына тасымалдайтын винтті лопасть бар. Қоспа барабанның сыртқы қабырғасындағы тесіктер арқылы өтіп шанақта жиналады. Жұлдызшалар барабанның басына жеткенде қалақшалар көтеріліп лотокқа беріледі, сосын барабанның жұмыс қуысына салынатын құймалармен бірге салынады.
Барабанды кептіргіш құралдарды ауылшаруашылық өндірісіндегі сусымалы материалдарды кептіруге қолданады. Кептіргіш аспапта көлденең орнатылған немесе колденеңге сәл жәй айналмалы барабан орналасқан. Барабанда екі жұпты тіреуіш доңғалақ арқылы және оған кигізілген тегершік қозғалысқа түседі. Кептіргіш аспап барабаннан материалға келтірілген тура немесе қарама-қарсы тоқ арқылы іске асады. Кептіргіш құралдарды тиімді ұйымдастыру үшін барабанның ішіне өзара қозғалмалы материал қондыруды қарастырған. Ол кептірілетін материалдарды барабанның барлық кесіктеріне бөліп жеткізуді қамтамасыз етеді.
Ауалы барабанды кептіргіш құралдар өзіне барабанның әр түрлі түрлерін жинақтай алған құрал ұсақталған шөптерді қабылдайды және шөпті ұнға айналдыра алады. Бұл құралда айналмалы барабан қондырғымен көлденең орнатылған. Кептірілетін материал барабан бойымен ауалытранспортқа ауысады. Ауалы барабанды кептіргіш құралдар бір және көп жүрісті болады. Көпжүрісті ауалы барабанды кептіргіш құралдардың кесік көлемін өзгерту арқылы сапалы шикізат алуға болады. Ауалы барабанды кептіргіш құралдар көмегімен дәруменді ұн АВМ-0, 65 және АВМ-1, 5 түрлерін сағатын 650 және 1500 кг дейін өндіреді.
Барабанды атмосфералық кептіргіштер материалдарды газбен немесе жылы ауамен кептіруге арналған. Барабанды атмосфералық кептіргіштердің бір түрі арнайы түтік тәрізді қондырма арқылы жылу жеткізуі бар аппараттар болып табылады. Барабанды кептіргіштердің цилиндрлік корпусының аяқ жағында кептіірлетін материал және газ тәрізді жылу шығаратын барабанға беру жіне тарату үшін таратушы камералар орналасқан.
2. Барабанды құм кептіргіштің жалпы құрылысы және жұмыс істеу принципі
2. 1. Құрылғысы мен жұмысын жалпы баяндау
Қазіргі құю цехтарындағы құм мен балшыққа деген мәнді қажеттіліктер кезінде көлденең және тік механикалықкептіргіш пештер пайдаланылады. Көлденең кептіргіш өзімен көкжиекке 5˚С - қа тән еңісті осі бар барабанды білдіреді. Барабан 2-10 айн/мин жиілік айналымымен айналады және редуктор арқылы электродвигательден тісті передача көмегімен іске қосылады.
Кептірілудегі материалды (құм немесе балшықты) бұрандалы күрекшесі бар барабанның реттеушісі бөлігіне жүктейді. Бұл күрекшелер қалқаны бойлау жүйесімен пайда болған барабанның жеке бойлық каналдары бойынша құмды реттейді. Барабанның ұяшықтық саптамасы жеке жіңішке ағыс қатарына құмды бөледі. Бұл кептіру үрдісін жылдамдатады.
Мұндай пештерде барабанның ұяшықтық саптамасының нұсқалары сөреден сөреге құмды аударып салады. Ол сурет - 1де көрсетілген. Барабанның барлық ұзындығын өткеннен кейін құм немесе балшық кептіріледі де сыртқа шығады.
Көлденең барабанды кептіргіштерді 2-2, 5 м диаметрмен және 10 метрге дейінгі ұзындықпен жасайды; оларды құм сияқты балшықты да кептіру үшін пайдаланады. Мұндай кептіргіштердің өнімділігі құм бойынша 10 т/сағ және балшық бойынша 3, 5 т/сағ болып табылады. Шартты отынның шығыны 1 т құм үшін 50-100 кг немесе 1 т балшық үшін 100-150 деп есептеледі.
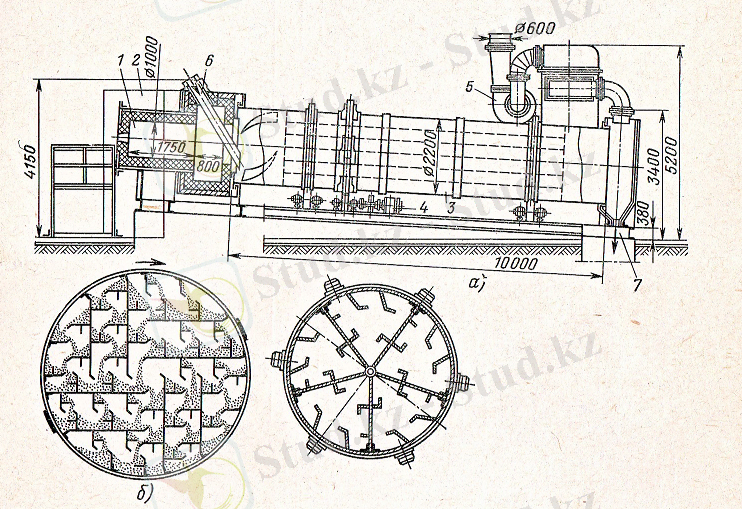
Сурет - 1. 1. -. Көлденең барабандық кептіргіш (а) пен барабанның саптамасының нұсқалары (б) ;
1 - газ немесе қара майдағы оттығы; 2 - көмірдегі оттық габариті; 3 - барабан; 4 - привод; 5 - түтінді сорғыш; 6 - құмды жүктеуші; 7 - құмның шығуы.
Көлденең барабандық кептіргіштерді көбіне топочты газдардың бағыттас ағымымен және кептіргіш материалдардан жасайды, алайда жылутехникалық жағынан жылуберуші және жылусіңіруші ортадағы токқа қарсылық тиімді болып табылады. Бірақ газдардың ты жоғарғы температурасының жағдайындағы токқа қарсылық кезіндегі кептірілудегі қалыпты материал қызып, балшық құраушысының дегидрациясы туындауы мүмкін. Газдар мен құмның бағыттас ағымы кезінде ең ыстық газдар дымқыл құммен жанасады, сөйтіп балшық құраушысы құмның ылғалының жасырын жылулықтың қызып кетіп булануынан қорғайды.
Көлденең барабандық кептіргіштердің кемшілігі - олардың ұзындығының үлкендігі. Алайда, оларды бір барабанды басқасына қоя отырып және кептірілетін өнімді осы барабандар арқылы кезекпен-кезек өткізу көмегімен екі және үшбарабанды етіп істеуге болады.
Сусымалы және ұсақ кесек құрылыс материалдарын кептіру үшін барабан кептіргші қондырғыларын барынша үнемді әрі сенімді пайдалануда қолданылады (1. 1-сурет) . 2 оттыққа - отын, ал үрлеу желдеткішімен жануға қажетті ауа беріледі. Араластыру камерасындағы оттық газдарды 3 есептік параметрлерге дейін сыртқы ауамен қоспалайды және кептіргіш қондырғысына береді. Барабан кептіргіш диаметрі 1 . . . 3, 5 м және ұзындығы 5 . . . 27 м, роликті тіректерге 5 қарай 4. . 6 0 бұрышпен орналасқан және, айналу жиілігі минутына 0, 5 . . . 8 айналым электр жетегімен 6 айналатын, болат барабан болып табылады. Барабаннның бойлық орналасуы барабанды бекітілген және сонымен бірге роликті тіректе айналатын бандажға кедергі жасайды. Барабанды айнладыру кезінде 1 тиеу шанабынан алынған материал 7 ақырғы камераға айналады, одан 8 конвейерге жөнелтіледі.
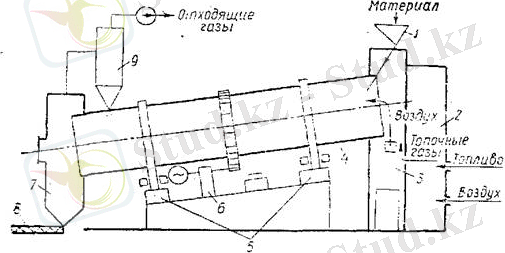
1. 2 - Сурет - Барабанды кептіргіш
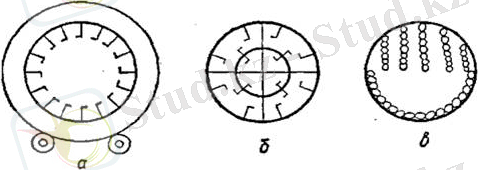
Қондырғы тиімділігін арттыру, материалды жақсы араластыру, жылу және масса алмасу жылдамдығын арттыру, кептіру мерзімін қысқарту үшін ішкі саптамалар орнатылады (1. 2-сурет), олардың конструкциясы бөлшектердің түрі мен өлшемдеріне, материалдың ылғалдығына байланысты.
Конфигурациясы әртүрлі көтергіш-қалақ саптамалар (51, а-сурет) морт сынғыш кесек материалдардың жабысуына қарай кептіру кезінде қолданылады. Материал барабанды айналдыру кезінде қалақтарды қармап алады, барабанның диаметріне тең биіктікке көтеріледі, төменге қарай құлдырайды. Мұндай саптамалардың кемшіліктері материалдың шаңдануы мен тозуы болып табылады.
Секторлық немесе ұяшықты саптамалар (1. 1б-сурет) шаңдпануғы бейім өте ұсақ материалдарды кептіру кезінде орнатады. Материал бункерден ұяшықтарға келіп түседі, барабан айналған кезде тек онда аударылады, сосын шағын биіктіктен төмен құлдырайды.
Тізбекті саптамалар кептіргіш агрегатта ұнтақты өңдеу және кептіруді үйлестіруге мүмкіндік береді (1. 2в-сурет) . Демек, ылғалданған сазды қалақпен (немесе шөмішпен) кептіру барабанына тиейді, оның басы отқа төзімді саптамалармен шегенделген. Барабанда шахмат тәртібімен ұзындығы 350 . . . 600 мм, шеңбер бойымен қадамы 500 мм болатын шынжыр тізбектер ілінген, қабырғаға немесе ұяшықтарға жабысып қалмайтындай саз кесектерін араластырады және ұсақтайды.
Барабан кептіргіштерде кептіру үрдісі, негізінен, конвекциялық жылу алмасу есебінен болады: жылудың кейбір бөлігі сәуле шығарумен жәнебарабан қабырғасында жылу өткізгіштігімен беріледі. Осыған байланысты негізгі көрсеткіштердің бірі барабанған материалдарды тиеу дәрежесі болып табылады. Материал үлкен тиеу кезінде бөліктерге бөлу көлемін тудырады, газ ауа қоспасымен үрленген материалдың бетіне асыра төгуді азайтады және масса алмасу процесін баяулатады. Сондықтан барабанды тиеуде ұсынылған дәреже 0, 15 . . . 0, 2 құрайды.
5. 10 - Сурет - Барабанды кептіргіш қондырмалары
Барабан кептіргіште негізгі конструкциялық сұлба бойынша тура ағанды принцип қарастырылған, яғни материал және кептіру агенті бір бағытта қозғалады. Алайда басқа нұсқа - қарсы ағын үдерісі де бар, онда материал қозғалыс бағытын сақтайды, ал соңғы камералардың функциясы өзара өзгереді, соның нәтижесінде агент материалға қарсы қозғалады. Тура ағынды болған кезде барабанның кіруіндегі ылғалды материалдың жоғары температуралы болады. (600 . . . 900 С) кептіру агентімен кездеседі, бірақ материал кептіру процесінде 80 . . . 100 0 С артық қыздырылмайды. Бұл кептіру үдірісі қолданылады, мысалы, саз үшін, өйткені кептіру соңында қарсы ағын кезінде оны қыздыру, дегидратация және созылымдылықтың жоғалуы мүмкін. Қарсы ағын неғұрлым төмен температурада кептіру агентімен материалдың бастапқы байланысын және кептрудің соңына қарай материалдың неғұрлым жоғары температурасын қамтамасыз етеді. Қарсы ағын кезінде қондырғыдан шығатын кезде газдың температурасы тура ағынға қарағанда төмен, сондықтан жану қондырғыларында алынған жылу энергиясы неғұрлым толық пайдаланылады.
Барабан қоршаған ортада жылу шығынын азайту үшін сым қаңқалаы әртүрлі тығыздағыштармен жылуды оқшаулайды және металл қаптамамен қорғайды.
Барабандағы кептіру материалының ұзақтығы материалдың түріне, барабаннның ұзындығына, диаметріне, көлдеу бұрышына, оның айналу жиілігіне байланысты және 10 . . . 40 минутты құрайды. Барабаннның өлшемдері ылғал бойынша мүмкін көлемді кернеуден таңдап алады, ол 30 бастап 120 кг/(м 3 ∙ сағ) дейін құбылады. 1 кг буланған жылуға кететін шығын 3700 . . . 5800 кДж/кг құрайды.
2. 2. Кептіру қондырғылырының классификациясы мен кептіру тәсілдері
Тамақ өндірісінде әр түрлі кептіргіштер қолданылады. Кептіргіш конструкциясы ең алдымен біркелкі қыздыруды және оның температурасы мен ылғалдылығына сенімді бақылау жасау кезінде өнімді кептіруді қамтамасыз етуі қажет.
Кептіргіштер жоғары өнімділік беруі қажет, алайда онымен қатар жылуды және электроэнергияның меншікті шығымына үнемді және аз мөлшерде металл қажеттілігі болуы.
Қазіргі заманғы кептіргіштер әр түрлі материалдарды кептіруде әмбебап болуы қажет.
Кептіру қондырғыларның классификациясы.
Кептіру қондырғылары келесі белгілері бойынша бөлінеді:
1. Ылғал материалға жылудың ену әдісі бойынша конвекциялы, кондуктивті (контактты), инфрақызыл сәулелер көмегімен радиационды, жоғары және өте жоғары жиеліктегі ток көмегімен;
2. Кептіру камерасындағы ауа қысымы бойынша атмосфералық, ваккумдық және сублимациялық;
3. Жұмыс мінездемесі бойынша - қайталамалы және үздікссіз жұмыс істейтін аппараттар ;
4. Кептіру агентінің түрі бойынша - жылы ауа қолданылатын аппраттар, түтіндік газдар, ауаның түтінді газдармен қоспасы немесе өте ыстық бу;
5. Кептіру агентінің айналымы бойынша - центрден тепкіш және осьтік желдеткішткер көмегімен табиғи және мәжбүрлі айналымды қондырғылар;
6. Материалға қатысты кептіру агентінің қозғалу мінездемесі бойынша - Кептіру агенті мен материалдың бірдей қозғалысында бірқалыпты ағатын, материалдың және кептіру агентінің қарама - қарсы бағытында қарсы ағатын;
7. Кептіру агентінің қызу әдісі бойынша - парды, жалынды калориферлі кептіру қондырғылары;
8. Кептіру агентінің қайталануы бойынша - бір ретті және көп ретті, жылы ауаны әр түрлі нұсқада пайдалану;
9. Кептіру объектісінің түріне байланысты - қатты (ірі, ұсақ, шар тәрізді), сұйық және паста тәріздес материалдар;
10. Конструктивті белгілері бойынша - тоннельді, камералық, шахталық, кордорлық, барабанды, вальсты және т. б.
2. 3 Кептіргіштерге қойылатын негізгі талаптар
Кептіру камералары мөрленуі керек. Камераның есігі тұтқаны, қысқышты, бұранданы немесе тығыз жабылатын басқа құрылғыларды болуға тиіс.
Егер конвейерлі кептіргіштерде жұмыс жағдайлары үшін есіктер орнатылмаса немесе кептіргіштердің конструкциясы нөлдік қысым аймағын қамтамасыз етпесе, кептіргіштегі кіре және шығу кезінде жылу перделері орнатылуы керек.
Кептіру қондырғыларында жылуды оқшаулау керек, бұл жылудың минималды технологиялық шығындарын қамтамасыз етеді.
Ашық ауада кептіргіштерді орнатқан кезде жылу оқшаулағышы су өткізбейтін жабындымен суға төзімді болуы керек.
Материалдар немесе бұйымдар буға түсетін қондырғыларда кептіру құрылыстары су өткізбейтін қабатпен жабылуы керек.
Ұнтақталған немесе ұнтақталған материалдарды кептіру кезінде кептіргіштен алынған ауаны шаң жинау камералары, құрғақ немесе дымқыл циклондар, шүберек сүзгілері арқылы тазалау керек. Бұл кептіргіштерде ауа рециркуляциясын пайдалану керек.
Еселігі рециркуляция әуе назарға кептіру кезінде шығарды жарылғыш буларының және шаң режимін ескере отырып, есептеу арқылы анықталуы тиіс, және операциялық нұсқаулар берілген.
Кептіру қондырғысы жұмыс істейтін қызметкердің жұмыс орнында режимнің картасы болуы керек. Кептіргішті пайдалану кезінде салқындатқыш параметрлерін бақылау қажет! аймақ бойынша реттелетін температураны, кептірілген материалдың жұмыс журналында индикаторларды тіркей отырып, сапасы.
Кептіру қондырғыларының жұмыс режимі және негізгі және қосалқы жабдықтың жұмыс сипаттамасы энергетикалық сынақтармен анықталады:
кептіргіштерді күрделі жөндеуден өткізгеннен кейін;
ұтымды өзгерістер енгізген немесе рационализаторлық ұсыныстар енгізілгеннен кейін;
ақаулы өнімді шығарумен байланысты біркелкі емес кептіруді болдырмау
Жылы кептіргіш мәжбүрлі желдеткішпен бірге кептіру Сағаттық тұтынуды және жылу орта параметрлерін, камерасында түрлі нүктелерінде кептіру ауаның температурасы мен ылғалдылығын, қыздыру беттерінің жылу коэффициенті, желдеткіш өнімділігі және автомобиль айналу жиілігін анықталуы тиіс.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz