Сыйымдылығы 1 т индукциялық вакуумды болат тигельді балқыту пешінің құрылысы мен геометриялық параметрлерін есептеу

Кіріспе
Жұмыстың мақсаты - жалпы өндірістегі индукциялық пештерімен танысу, оның ішінде тигельді балқыту пешін қарастырамыз.
Жұмыс тақырыбының өзектілігі. Индукциялық вакуумды балқыту пешінің сипаттамасы (артықшылықтары мен кемшіліктері), құрылысы (индуктор) және қауіпсіздік ережелері сипатталады.
Осы курстық жобаның зерттеу объектісі сыйымдылығы 1 тн индукциялық вакуумды болат балқыту пеші болып табылады. Жұмыстың үшінші бөлімінде осы пештің геометриялық параметрлерін есептеуін жүргіземіз, сосын қосымша бөліміне осы параметрлерге қарап пештің құрастырма сызбасын сызамыз.
1 Өндірістік индукциялық пештердің жалпы жіктелуі мен тағайындалуы
Индукциялық балқыту құрылғылары (сурет 1. 1. ) бөлінеді:
- индукциялық каналды пештер (ИКП) ;
- индукциялық тигельді пештер (ИТП) ;
- индукциялық вакуум пештері (ИВП) ;
- индукциялық салқындатқыш тигелі бар пештер (ИСТП) ;
- электромагниттік тигелі бар балқыту құрылғысы (ЭМТ) ;
- аймақты балқытуға арналған құрылғылар (ИАБ) ;
- монокристалды өсіруге арналған құрылғылар;
- гарнисажды балқытуға арналған құрылғылар (ИГБ) ;
- сорғалап ағатын балқытуға арналған құрылғылар (ИСАБ) ;
10) үздіксіз әрекеттегі индукциялық пештер (ҮӘИ) .
Ең жиі қолданылатын индукциялық құрылғылардың қысқаша сипаттамасын берейік.
Индукциялық құрылғылардың кең көлемді тобы балқыту пештері болып табылады. Өнеркәсіптегі ең кең таралғаны каналды пештері мен тигельді пештер.
Каналды пеші (сурет 1. 1, а) магнит өткізгіші бар трансформатордың бір түрі. Бастапқы орамасы индуктор болып табылады, ал екінші және трансформатордың жүктемесі, сонымен қатар, отқа төзімді материалмен тұйықталған сақиналық каналдағы балқытылған металл болып табылады.
Индукциялық каналды электр пеші қазіргі уақытта түсті металдар мен қорытпалардың негізгі балқыту агрегаттарының бірі болып табылады. Бұл пештер шойынның дуплекстік үдерісі арқылы балқытуда қолданылады. Атап айтқанда, каналды электр пештері сұйық металды қызып кету және ұстап тұру үшін температураны теңестіруге және химиялық құрамды дәл баптауға арналған араластырғыш құрылғылар ретінде қолданылады.
Тигельді пештер (сурет 1. 1, б) іс-әрекет принципі бойынша ауалық трансформаторға ұқсас. Алғашқы орам - индуктор, ал екінші орам және сонымен қатар жүктемесі - индуктордың ішінде орналасқан, тигельдегі балқытылған металл. Қазіргі уақытта мұндай пештер сыйымдылығы он грамнан он тоннаға дейін қолданылады. Индукциялық тигельді электр пештердің негізгі мақсаты - арнайы тазалықты қажет ететін, химиялық құрамы біртектілігі және дәлдігін талап ететін қара және түсті металлдар, жоғары сапалы болаттар мен арнайы қорытпалар балқыту болып табылады. Соңғы жылдары тигельді пештер көбіне басқа балқыту агрегаттарымен (шойынпеш, доғалық пештер) бірге қолданылады. Мұндай жағдайларда алдын ала осы пештерде ерітілген металл, қажетті химиялық құрамды тазарту және алу үшін индукциялық электр пешіне беріледі.
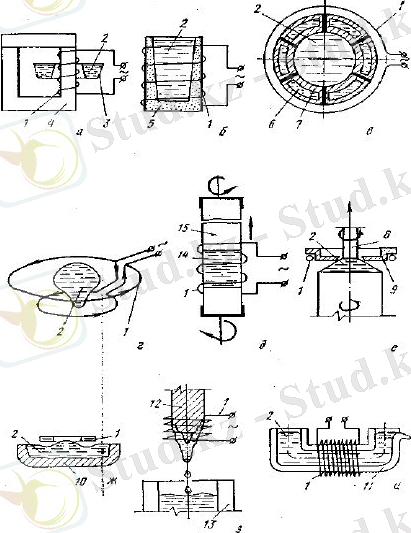
а - каналды пеш; б - тигельді пеш; в - салқындатқыш тигелі бар пештер;
г - өлшемделген балқыту; д - аймақты тигельсіз балқыту; е - монокристалды өсіру;
ж - гарнисажды балқыту; з - сорғалап ағатын балқыту; и - үздіксіз әрекеттегі пеш;
1 - индуктор; 2 - балқытпа; 3 - айналма футеровкалы канал; 4 - магнит өткізгіш;
5 - отқа төзімді тигель; 6 - су; 7 - суық тигель; 8 - монокристалл; 9 - форма тудырушы; 10 - гарнисаж; 11 - қаптама (футеровка) ; 12 - өзек; 13 - кристалдандырғыш;
14 - балқытылған аймақ; 15 - тазаланатын материалдың өзегі
Сурет 1. 1 - Металдарды индукциялық балқыту пештері
Асыл металдар индукциялық пештерде де балқытады (алтын, платина және т. б. ) .
Жеткізу жиілігіне қарай индукциялық пештер мен қондырғылар бөлінеді:
1) 50 Гц желісінен тікелей немесе арнайы төмендетілетін трансформаторлар арқылы жұмыс істейтін өндірістік жиіліктің қондырғылары; бір фазалы жоғары қуатты қондырғылар симметриялаушы құрылғысы бар, қоректендіргіш желісінің фазаларына жүктемені теңестіру үшін;
2) орта немесе жоғары жиіліктегі (150 - 1 Гц) қондырғылар, электр қозғалтқыштары немесе статикалық жиілік түрлендіргіштері;
3) лампа генераторларымен қоректенетін жоғары жиілікті қондырғылар 2 Гц-ден бірнеше мегагерцтарға дейін жиілікте жұмыс істейді.
Қыздырылған объектілердің өлшемдері неғұрлым аз болса және олардың электрөткізгіштігі аз болса; әдетте, қолданылатын жиілік неғұрлым жоғары. Жылытылатын объектілердің көлемінің ұлғаюына байланысты соңғы жылдары жиілігі 50 Гц-ден кем (төменгі жиілікті қондырғылар деп аталатын) жабдық әзірлене бастады [1] .
2 Индукциялық вакуумды болат балқыту пешінің жалпы құрылысы және жұмыс істеу принципі
2. 1 Вакуумды болат балқыту пешінің жалпы сипаттамасы
Индукциялық тигель пештері адсорбталған газдың аз саны бар шегендеудің салыстырмалы шағын массасы мен шағын габаритінің арқасында балқыту вакуум пештерін құрылымдау үшін барынша қолайлы. Индукциялық вакуум пештерінің (ИВП) жұмыс режимі бойынша пештерді былай бөледі:
1) мерзімдік әрекетті, онда тигельге шихталарды тиеу, сауыт қалыпты, қалыптар мен кокильді орнату, кезекті балқытуға тигельді дайындау, тазалау, толтыру бойынша операцияларды қымталмаған ИВП жүргізеді;
2) жартылай үздіксіз әрекетті, онда барлық жоғарыда аталған операцияларды ИВП вакуумының бұзылуынсыз өткізеді. Мұндай пештерде көп камералы конструкция болады, онда негізгі камерамен қатар (балқыту) камерасы, балқыту камерасындагы вакуумды бұзбай шихталық материалдарды тигельге тиеу мүмкіндігін беретін, бос сауыт қалыптарды беретін және толтырылған сауыт қалыптарды шығаратын мүмкіндіктері бар вакуумды технологиялық бекітпелермен жабдықталған сауыт қалыптар мен қосымша шлюзді тиеу камераларын беруге болады.
ИВП конструкциялық орындауы бойынша мыналарды жіктейді:
1) Индуктор мен қаптаманың өзара орналасуы бойынша:
а) пештер (сурет 2. 1, а), онда индуктор вакуум кеңістігінен тыс орналасқан, ал тигель электрлі емес өткізгіш қаптамасының ішінде (әдетте кварц құбыры) орналасқан. Мұндай орындау кезінде қалдық қысымы 10 -2 Па-ға дейінгі, сыйымдылығы 5 кг-ға дейінгі шағын зертханалық ИВП дайындайды;
б) вакуум кеңістігінде орналасқан индукторы бар пештер (сурет 2. 1, б-г ) . Бұл пештер барынша кең таралған. Вакуумға орналасқан индукторды тигельдегі металға барынша жақындатуга болады, осылайша сурет 2. 1, а-г берілген нұсқамен салыстырғанда электрлік ПӘК-ті елеулі арттыруға болады.
- Пеш пен тигельдің салыстырмалы орнын ауыстыру бойынша:
а) пештер (сурет 2. 1, б ), онда металды құю үшін пеш қаптамасын тигельмен, қаптамаға бекітіліп тұрған шайқалмалы сауыт қалыппен бірге еңкейтеді;
б) пештер (сурет 2. 1, в), онда құю үшін тек тигельді ғана еңкейтеді, ал қаптама қозғалмалы күйде қалады, ал бұл бірнеше сауыт қалыпта құюды ұйымдастыруға мүмкіндік береді. Бүп пештер жартылай үздіксіз әрекеттегі ИВП ретінде кеңінен қолданылады.
3) Тигельден металды ағызу тәсілі бойынша:
а) тигельдің түптік тесігі арқылы құюы бар пештер, ішкі тоқтатқышпен (болатты тарата құю шөмішіне ұқсас), ішкі тоқтатқышпен (тигельдің астына орналасқан және құю кезінде жан жаққа аударылатын) немесе қайта балқытылған металдан жасалған металл тығынмен жабылады, қосымша индуктордың көмегімен балқытады;
б) тигельдің көлбеуі кезінде ағызу мұрындығы арқылы құюы бар пештер (сурет 2. 1, б-г қараймыз) ;
в) сифондық ағызуы бар пештер.
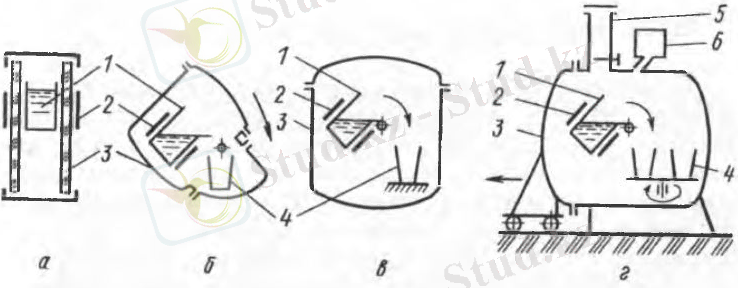
1 - тигель; 2 - индуктор; 3 - қаптама (футеровка) ;
4 - сауьгг қалып (құю қапыбы) ; 5 - тиеу камерасы; 6 - дозатор
Сурет 2. 1-Индукторы вакуум кеңістігінің ішінде (б - г) және одан тыс (а) орналасқан мерзімдік (а - в) және жартылай үздіксіз (г) ; корпус (б) және тигель (в) көлбеуімен әрекеттегі ИВП сұлбасы
Бұрылатын (еңкейетін) қаптамасы бар сауыт қалыптарды бекіту тәсілі бойынша:
а) сауыт қалыпты цапфаға іледі (сурет 2. 1, б қараймыз ), пештің көлбеуі кезінде ол тигельден металды ағызудың оңтайлы жағдайымен қамтамасыз ете отырып вертикаль жағдайды сақтайды;
б) сауыт қалып балқыту камерасына 90° бұрышпен тигельге салыстырмалы түрде қатаң бекітілген;
в) сауыт қалып құю камерасындағы 90° бұрышпен тигельге салыстырмалы түрде қатаң бекітілген, балқыту камерасының қақпағын алмай-ақ сауыт қалыпты айырбастауға мүмкіндік береді.
Фасондық құюға арналған ИВП металды қалыпқа немесе центрден тепкіш машинаға құю тәсілі бойынша ажыратады [2] .
2. 2 Индукциялық балқыту пештерінің құрылысындағы механикалық жабдықтардың ерекшеліктері
Зертханалық ИВП қаптамасы ( корпус ) мөлдір кварцтан жасалған диаметрі 200 мм-ге дейінгі құбырды білдіреді, ал бұл балқыту тигелінен оның қыздыруын сәулеленумен азайтады. Кварц құбыры суды салқындатуы мүмкін. Кварц құмының үлкен морттығы оларға ұқыптап қарауды талап етеді. Мұндай ИВП механикалық жабдықтардың конструкциясы жоғары механикалық күштерден құбырды тиеуді қамтамасыз етуі тиіс. Кварц құбырын құбырдың шет жақтарында бекітілген, айдау жүйесін қосуға, тигельді тиеуге, жұмыс кеңістігіне әртүрлі технологиялық жабдықтарды енгізу, манометрлер үшін өлшеу түрлендіргіштерін орнатуға арналған тесігі болатын болат қақпақтармен тығыздап жабады.
ИВП металл қаптамасы индуктор үшін ішкі экран ерекше роль алады. Онда пештің қосымша электр шығындарын шақыратын токтар келтіріледі. Бұдан басқа қаптамадағы ток индуктор ағынының бағыты бойынша кері магнитті ағынды жасай отырып, оның шамасын азайта отырып, қайта балқитын металда бөлінетін қуатты азайтады. Қаптама D қап диаметрінің D и индуктор диаметріне қатынасы аз болған сайын, пештің КПД соншалықты аз болады.
ИВП қаптаманың үлкен өлшемдері кезінде атмосфералық қысымнан маңызды механикалық жүктемені өткереді (0, 1 МПа) . Сондықтан ИВП үшін цилиндрлік пішіндегі металл қаптамаларды қаптайды, яғни тоғысқан жіктердің аз санымен дайындау технологиясын оңайлатады және үлкен беріктікті қамтамасыз етеді. Қаптамада салқындату үшін сыртқы қоршаманы пісіріп орналастырады, ені 30-40 мм болатын жолақты түзуші, судың келуі мен қайтуын дұрыс сақтау керек: вертикаль жолақ үшін қайта асынан, ал келу үстінен; горизонталь жолақ үшін судың келуі мен қайтуы барлық сумен сапқындатылатын үстіңгі бетті бірізділікті шаюды қамтамасыз ететін терең ара жабынның екі жағынан өтеді (0, 4 МПа) .
ИВП қаптамасын төмен адсорбцияланған қабілеттілігі бар қалыңдығы 4-12 мм 10Х14Г14Н4Т (МЕСТ 5632-72) немесе 12Х18Н10Т маркалы магнитгі емес қаңылтыр болаттан дайындайды. Қаптаманың ішкі беті ВИП кезінде буланатын компоненттердің (әсіресе марганецтің) қағын жоюды оңайлату үшін жылтыратады (шаңсорғыштардың немесе ірі ИВП гидро шайғыштар көмегімен) . Мерзімдік әрекеттегі шағын ИВП үшін үстінен сфералық алмалы - салмалы қақпақ (тельфер көмегімен) жабылатын немесе аударылатын (көмекші көтергіш және бұрылатын рычагтық немесе гидравликалық механизмдер көмегімен) вертикаль осі бар қаптама қолданылады.
Жартылай үздіксіз әрекеттегі ИВП (сурет 2. 1. және 2. 2. қараймыз ) электр механикалық жетегі бар өзі жүретін арбашаға орнатылған жылжымалы сфералық қақпақпен жабылатын горизонталь осі бар қаптаманы қолданады. Қақпақты қозғалту жылдамдығы ~ 2 м/мин.
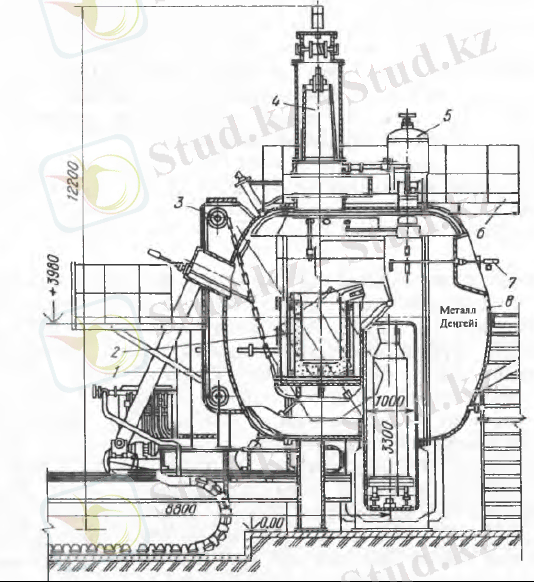
1 - балқыту камерасының қозғалмапы бөлігі; 2 - тигель; 3 -тигельдің көлбеу механизмі; 4 - тиеу камерасы; 5 - дозатор; 6 - жұмыс алаңы; 7 - тигельді тазалауға арналған құрылғы; 8 - балқыту камерасының қозғалмалы бөлігі
Сурет 2. 2 - ВНИИЭТО конструкциясының ИСВ типті жартылай үздіксіз әрекеттегі ИВП сұлбасы (сурет 2. 1, г)
Қақпақтың ішкі жағында индуктор және ферромагнитті экранның магнит өткізгіш пакеті бар балқыту тигелі кронштейнде орнатылған, ал сыртқы жағынан (ішкі) - электр қозғалтқыштан, редуктор және горизонталь бұрылатын білікке қозғалысты беретін арқаны бар барабаннан тұратын тигельдің көлбеу механизмі, оның тізбегіне көлбеу тұрған тигель ілінген. Металды ағызу уақыты 15 секундтан 2, 5 минутқа дейін. Жылжымалы қақпақ коксиалды ток өткізгіш үшін және индукторды салқындату жүйесіне суды келтіру үшін екі келте құбыры болады. Балқыту камерасы қаптамасының қозғалмайтын бөлігі жабатын вакуумды шиберлік бекітпесін, сауыт қорап камераларын, тиеу камераларын орнатуға арналған технологиялық ойықтарды, айдау жүйесін қосу үшін бір-екі келте құбыр болады. Қаптаманың төменгі ішкі бөлігінде сауыт қалыптары арбашаларды қозғалту механизмі мен рельстерді құрастырады.
Сауыт қалып камерасының қаптамасы әдетте сауыт қалыптары бар арбашалардың габаритіне сәйкес келетін тік бұрышты қималары болады, жеке айдау жүйесімен жабдықталған және қарама қарсы шет жақтарды жабатын екінші вакуум бекітпесі болады. ИВП қызмет көрсету қолайлығы үшін сауыт қалып камерасымен қатар арнайы стенд болады, оны балқыту камерасына тасымалдау алдында құю арбашаларын жинау үшін және ИВП-дан оларды бергеннен кейін сауыт қалыптарды бөлшектеуге арналған. Арбашаларды қозғалтудың барлық үш механизмі (балқыту камерасында, сауыт қалып камерасында және ашық стендте) арбашаның 2-2, 5 м/мин қозғалу жылдамдығын қамтамасыз ететін мотор-редуктордан жалпы жетегі болады. Тиеу құрылғысы жартылай үздіксіз әрекеттегі ИВП балқыту камерасы қаптамасының жоғарғы бөлігінде тиеу камерасында орналасады (мерзімдік әрекеттегі ИВП қаптама қақпағын алған кезде тиейді) . Шихтаны беру үшін тиеу себеттері қолданылады: балқытылатын металдан алынатын түбімен; ДБП қолданылатын себеттерге ұқсас ашылатын жапырақпен; грейфер типтес, арнайы арқанмен немесе басқа тәсілмен ашылады. Тиеу камерасын 800 . . . 1200 К дейін алдын ала қыздыру үшін нихромды электр қыздыргыштармен, жеке айдау жүйесімен жабдықтайды.
Дозаторлар ИВП жүрісі бойынша сұйық металға қоспалаушы және қышқылсыздандырғыштар (қатты қоспалар) отырғызу үшін қажет. Дозаторлар бір немесе көп позициялы (көп секциялы ), ИВП қаптамасының сырты мен ішінде, жартылай үздіксіз әрекеттегі ИВП үшін шиберлік вакуум бекітпесімен және мерзімдік ИВП үшін бекітпесіз болуы мүмкін. Тигельге дозатордың қоректендіруші құбырынан материалдарды беру үшін бұрылатын (айналатын) арнашықтар немесе үдемелі қозғалатын күрекшелер (соташық көмегімен) түрінде беруші құрылғыны қолданады. Мысалы, ИСВ-1, 0-НИ типтес ИВП да балқыту камерасының жұмыс кеңістігінен вакуум бекітпесі арқылы қиылысатын әрбір секцияның 12 дм 3 көлемі бар сегіз секциялы дозатор орнатылған.
Технологиялық құрылғылар сұйық металл сынамасын, температура өлшеу, балқыту процесінде шихталардың шөгуі, қождың сорылуы және металды ағызғаннан кейін тигельді тазалау үшін қажет.
Металл сынамасын алу және сұйық металдың температурасын өлшеуге арналған құрылғы әдетте конструкциясы бойынша ұқсас және термопараны ыстық дәнекерлеуден қорғау қақпағын немесе кварц пробиркасы үшін ұшында қысатын құрылғысы бар құбырлы соташықты білдіреді. Ірі ИВП шток электр өткізгіші бар фрикциялық механизммен жылжытады.
Сипатталған құрылғылардың термопарасы металл температурасын тұрақты тіркейтін радиациялық пирометр жұмысын бақылау мақсатында тигельде металл температурасын мерзімдік өлшеу үшін қолданылады. Радиациялық пирометр телескопын ИВП тигелі үстінде арнайы ұзартылған сумен салқындайтын келте құбырда орнатады.
Металл сынығы (шихтаның шөгуі және тигельді тазалау үшін) оның үдемелі қозғалысын қамтамасыз ететін топсалы вакуумды тығыздауды және тигельді шегендеудің ішкі бетіндегі кез келген нүктеде қатынау үшін 15-20° осінен ауытқуды білдіреді. Шағын ИВП металл сынығын өзекше түрінде тұтас жасайды, ал неғұрлым ірі ИВП - құбырлы сумен салқындайтын етіп жасайды.
Көмекші технологиялық құрылғыны әдетте қақпаққа немесе келте құбырға орнатады, соның қасында құрал сайман әрекетін көзбен бақылауды қамтамасыз ететін бақылау терезелерін кұрастырады.
Бақылап отыруға арналған бақылау терезесін қалыңдығы 10-15 мм оптикалық молибденген ыстыққа төзімді шыныдан жасайды. Терезе металл ваннасын, тигельді шегендеуді, ИВП балқыту камерасында әртүрлі құрылғылардың орналасуын көру үшін шолудың үлкен бұрышын қамтамасыз етілуі тиіс. Негізгі немесе қосымша терезе арқылы металдың құюын көзбен бақылау қамтамасыз етілуі тиіс.
Бақылау терезесін орнатуда және пайдалануда негізгі проблема - балқыту уақытынан олардың тозаңдануынан қорғау, әсіресе жартылай үздіксіз әрекеттегі ИВП. Мұндай жағдайда ауыспалы шынысы бар немесе вакуумды шиберлік бекітпесі бар бақылау терезесін (бұрылатын дискіде) қолданады, ал бұл балқыту барысында шыныны айырбастауға мүмкіндік береді.
ИВП тартып шығару жүйесі 1, 0-0, 1 Па қысымы кезінде балқытуды жүргізуді қамтамасыз етуі тиіс. Ірі жартылай үздіксіз әрекеттегі ИВП балқыту камерасындағы негізгі айдау жүйесімен қатар сауыт қалып жүйесінің камералары мен тиеу камераларының айдау жүйесі болуы қажет, сондай-ақ, әртүрлі технологиялық құрылғылар үшін (дозатор, термопара, сынама алғыш және т. б. ) қосымша вакуум өткізгіштер болуы қажет.
Шағын (зертханалық) ИВП тартып шығару жүйесіне кіретіндер форвакуумды механикалық сорғы және бу ағысты бустерлік сорғы; неғұрлым ірі ИВП - механикалық форвакуумды және екі роторлы сорғы және бу ағысты майлы диффузиялық сорғы; ең ірі ИВП (сыйымдылығы 10 т артық) - төрт сатылы бу өткізетін эжекторлық сорғылар. Мысалы, ИСВ-2, 5-НИ типтес отандық ИВП төрт форвакуумды сорғы өнімділігі 0, 5 м 3 /с бойынша, төрт екі роторлы сорғы 5 м 3 /с. бойынша және үш бу ағысты сорғы 15 м 3 /с. бойынша.
ИВП индукторы сенімді электрлік оқшаулауы болуы тиіс, себебі индуктор орамдары арасында газ кеңістігінің электрлік беріктігі қарқынды иондау салдарынан минимум 10-100 Па реттегі қысым кезінде қысымның төмендеуімен құлдырайды.
Индукторды электрлік оқшаулаудың бірнеше тәсілдері болады:
а) қалыңдығы 0, 1-0, 15 мм болатын жабысқақ оқшаулағыш шыны таспаны және РСК-1 резина шыны таспаны (немесе РСК-2) 1- 2 қабатпен жағу;
б) индукторға электр оқшаулағыш термиялық төзімді шайыр ерітіндісін тиеу (ЭД-5 немесе ЭД-6 эпоксидті шайыр) . Мұндай монолитті оқшаулағышты жағу оқшаулаудың еңбек сыйымдылығын азайтады және сенімділігін ұлғайтады;
в) индукторда электр оқшаулағыш отқа төзімді қабатты тозаңдату;
г) индукторға қатып қалған отқа төзімді массаны кұю.
Индуктордың барлық шықпаларын тығыздамалар немесе басқа тығыздағыштар көмегімен шыны текстолиттен жасалған арнайы тақтада бекітеді.
Шегендеу төзімділігіне қатты әсер ететін қаттылықты қамтамасыз ету үшін балқыту ИВП индукторлары, негізінен, тартақысушы конструкциялы болады, бұл үшін индуктордың үстінен және астынан ФГ-9 кремний органикалық ыстыққа төзімді лакпен немесе шыны текстолитпен сіңдірілген, гетинаксті немесе текстолитті тіреулермен бекітілген асбестоцементтен жасалған тақталарды орнатады.
Көлбеу тигелі бар ИВП-да тарта қысушы тақталары бар индукторды көтергіш тірек конструкциясы болып табылатын металл қаңқада орнатады. Магнитті емес болаттан жасалған қаңқа индуктор диаметрі реттегі ара қашықтықта индуктордан жойылған. Индукторды қаңқаға жезден жасалған тарта қысушылармен немесе кернегіштермен бекітеді. Қаңқаның габаритті өлшемдерін азайту үшін индуктордың ішкі периметрі немесе қаңқаның ішкі жағы бойымен орналасқан қаңылтыр электр техникалық болаттан (ферромагнитті экран) жасалған пакеттер түріндегі магнит өткізгіштерді қолдана отырып, оны экрандайды. Кейде қаңқаны қаңылтыр мыспен экрандайды (электр магниттік экран) .
ИВП шегендеу . Материал ретінде тигельді қағымдау (өнеркәсіптік ИВП) алюминий, магний, кальций, цирконий және т. б. электр балқытылған оксидтерден алынған ұнтақтарда қолданады. Қолданылатын шегендеу массасының құрамы және тигельді қағымдау мен жабыстыру тәсілі бұл ретте балқытылатын қорытпаның сыйымдылығы мен маркасына байланысты.
ИВП ірі тигельдерді шегендеу (~27 т) корундты отқа төзімді кірпіштен дайындайды. Төзімділігі 25-45 балқыма. Дана бұйымдардан шегендеуді дайындау кезінде жіктердің тығыздығына үлкен көңіл бөлінеді. Бұл ретте индуктор мен қалаудың сыртқы қабырғасы арасында 25-50 мм саңылау қалдыру керек, мысалы, тигельдің отқа төзімді қабырғасы арқылы сұйық металдың бұзып жару жағдайында буферлік қорғаныш қабаты ретінде қызмет етеді және периклаз ұнтағымен толтырылған.
Қиын балқитын ИВП, химиялық жағынан белсенді және әсіресе таза металдар мен қорытпалар үшін солардың негізінде сумен салқындайтын металл секциялық (бір бірінен электрлік жағынан оқшауланған бірнеше секциядан тұрады) тигельден тұрады. Мұндай ИВП «суық» тигелі бар (ИПХТ) индукциялық пештер деп атайды. ИПХТ үздіксіз немесе жартылай үздіксіз тәсілмен ірі балқытылған блоктарды алу үшін жоғары химиялық тазалықтағы қиын балқитын оксидті материалдарды алу үшін, сондай-ақ, тигель көлемінде кристалдануға бағытталған әдіспен немесе балқыманың үстіңгі бетінен монокристалды тарту әдісімен қолданылады («Кристалл» типтегі қондырғыда индукторға салыстырмалы тигельді түсіру шамасы бойынша) .
Секция арасындағы саңылауларда электрлік бос тұрып қалуларды жоққа шығару үшін тигельдің бүйірлік бетіндегі секциялардың саны 6-дан 30-ға дейін қабылдайды, тигель түбінде тигельдің диаметріне байланысты 3-тен 10-ға дейін болады. Әрбір секцияны «суық» тигельдің жөндеуін жеңілдету үшін жеке болтты қосу арқылы асбест цементті сақинаға бекітеді. Мыстан жасалған сумен салқындайтын секциялардың электрлік оқшаулауыш қалыңдығы 0, 5-1 мм. алюминий немесе цирконий оксидінің тотыққан қабаты қызмет етеді. Бұл қабатты балқытылатын металл шихтадан «суық» тигельді оқшаулайды [2] .
2. 3 Вакуумды индукциялық пештегі балқыту процесі
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz