Индукциялық тигельді балқыту пештері: сипаттамасы, құрылысы және 10 т сыйымдылықтағы пештің геометриялық есептеулері

Кіріспе
Жұмыстың мақсаты - жалпы өндірістегі индукциялық пештерімен танысу, оның ішінде тигельді балқыту пешін қарастырамыз.
Жұмыс тақырыбының өзектілігі. Индукциялық тигельді балқыту пешінің сипаттамасы (артықшылықтары мен кемшіліктері), құрылысы (индуктор, корпус, көлбеу механизмі, қоректену көздері) және қауіпсіздік ережелері сипатталады.
Осы курстық жобаның зерттеу объектісі сыйымдылығы 10 тн индукциялық тигельді балқыту пеші болып табылады. Жұмыстың үшінші бөлімінде осы пештің геометриялық параметрлерін есептеуін жүргіземіз, сосын қосымша бөліміне осы параметрлерге қарап пештің құрастырма сызбасын сызамыз.
1 Өндірістік индукциялық пештердің жалпы жіктелуі мен тағайындалуы
Индукциялық балқыту құрылғылары (сурет 1. 1. ) бөлінеді:
- индукциялық каналды пештер (ИКП) ;
- индукциялық тигельді пештер (ИТП) ;
- индукциялық вакуум пештері (ИВП) ;
- индукциялық салқындатқыш тигелі бар пештер (ИСТП) ;
- электромагниттік тигелі бар балқыту құрылғысы (ЭМТ) ;
- аймақты балқытуға арналған құрылғылар (ИАБ) ;
- монокристалды өсіруге арналған құрылғылар;
- гарнисажды балқытуға арналған құрылғылар (ИГБ) ;
- сорғалап ағатын балқытуға арналған құрылғылар (ИСАБ) ;
10) үздіксіз әрекеттегі индукциялық пештер (ҮӘИ) .
Ең жиі қолданылатын индукциялық құрылғылардың қысқаша сипаттамасын берейік.
Индукциялық құрылғылардың кең көлемді тобы балқыту пештері болып табылады. Өнеркәсіптегі ең кең таралғаны каналды пештері мен тигельді пештер.
Каналды пеші (сурет 1. 1, а) магнит өткізгіші бар трансформатордың бір түрі. Бастапқы орамасы индуктор болып табылады, ал екінші және трансформатордың жүктемесі, сонымен қатар, отқа төзімді материалмен тұйықталған сақиналық каналдағы балқытылған металл болып табылады.
Индукциялық каналды электр пеші қазіргі уақытта түсті металдар мен қорытпалардың негізгі балқыту агрегаттарының бірі болып табылады. Бұл пештер шойынның дуплекстік үдерісі арқылы балқытуда қолданылады. Атап айтқанда, каналды электр пештері сұйық металды қызып кету және ұстап тұру үшін температураны теңестіруге және химиялық құрамды дәл баптауға арналған араластырғыш құрылғылар ретінде қолданылады.
Тигельді пештер (сурет 1. 1, б) іс-әрекет принципі бойынша ауалық трансформаторға ұқсас. Алғашқы орам - индуктор, ал екінші орам және сонымен қатар жүктемесі - индуктордың ішінде орналасқан, тигельдегі балқытылған металл. Қазіргі уақытта мұндай пештер сыйымдылығы он грамнан он тоннаға дейін қолданылады. Индукциялық тигельді электр пештердің негізгі мақсаты - арнайы тазалықты қажет ететін, химиялық құрамы біртектілігі және дәлдігін талап ететін қара және түсті металлдар, жоғары сапалы болаттар мен арнайы қорытпалар балқыту болып табылады. Соңғы жылдары тигельді пештер көбіне басқа балқыту агрегаттарымен (шойынпеш, доғалық пештер) бірге қолданылады. Мұндай жағдайларда алдын ала осы пештерде ерітілген металл, қажетті химиялық құрамды тазарту және алу үшін индукциялық электр пешіне беріледі.
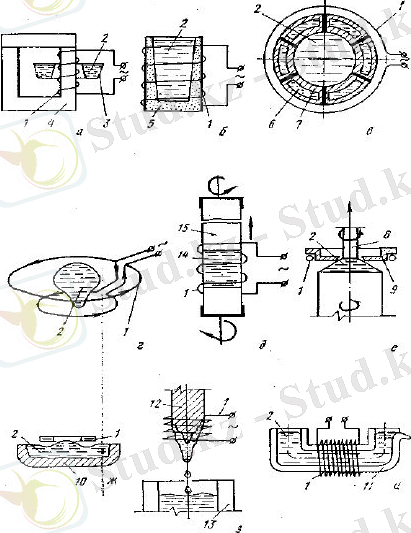
а - каналды пеш; б - тигельді пеш; в - салқындатқыш тигелі бар пештер;
г - өлшемделген балқыту; д - аймақты тигельсіз балқыту; е - монокристалды өсіру;
ж - гарнисажды балқыту; з - сорғалап ағатын балқыту; и - үздіксіз әрекеттегі пеш;
1 - индуктор; 2 - балқытпа; 3 - айналма футеровкалы канал; 4 - магнит өткізгіш;
5 - отқа төзімді тигель; 6 - су; 7 - суық тигель; 8 - монокристалл; 9 - форма тудырушы; 10 - гарнисаж; 11 - қаптама (футеровка) ; 12 - өзек; 13 - кристалдандырғыш;
14 - балқытылған аймақ; 15 - тазаланатын материалдың өзегі
Сурет 1. 1 - Металдарды индукциялық балқыту пештері
Асыл металдар индукциялық пештерде де балқытады (алтын, платина және т. б. ) .
Жеткізу жиілігіне қарай индукциялық пештер мен қондырғылар бөлінеді:
1) 50 Гц желісінен тікелей немесе арнайы төмендетілетін трансформаторлар арқылы жұмыс істейтін өндірістік жиіліктің қондырғылары; бір фазалы жоғары қуатты қондырғылар симметриялаушы құрылғысы бар, қоректендіргіш желісінің фазаларына жүктемені теңестіру үшін;
2) орта немесе жоғары жиіліктегі (150 - 1 Гц) қондырғылар, электр қозғалтқыштары немесе статикалық жиілік түрлендіргіштері;
3) лампа генераторларымен қоректенетін жоғары жиілікті қондырғылар 2 Гц-ден бірнеше мегагерцтарға дейін жиілікте жұмыс істейді.
Қыздырылған объектілердің өлшемдері неғұрлым аз болса және олардың электрөткізгіштігі аз болса; әдетте, қолданылатын жиілік неғұрлым жоғары. Жылытылатын объектілердің көлемінің ұлғаюына байланысты соңғы жылдары жиілігі 50 Гц-ден кем (төменгі жиілікті қондырғылар деп аталатын) жабдық әзірлене бастады [1] .
2 Индукциялық тигельді балқыту пешінің жалпы құрылысы және жұмыс істеу принципі
2. 1 Тигельді балқыту пешінің жалпы сипаттамасы
Пеш балқыту тигелін қамтиды, әдетте цилиндрлік формада, отқа төзімді материалдан жасалған және ауыспалы ток көзіне қосылған индуктордың қуысында орналастырылған. Металл шихтасы (балқытуға жататын материал) тигельге жүктеледі де, электромагниттік энергияны жұтып, балқиды.
Тигельді балқыту пешінің артықшылықтары:
а) аралық қыздыру элементтері болмаса, жүктеуде тікелей энергияны босату;
ә) тигельде балқыманың қарқынды электродинамикалық айналуы, ұсақ шихтаның және қалдықтардың тез еруін қамтамасыз етеді, ваннаның көлемі бойынша температураны жылдам теңестіру және жергілікті қызып кетудің болмауы, сондай-ақ химиялық құрамы бойынша біртекті болып табылатын көпкомпонентті қорытпалардың өндірісін қамтамасыз ету;
б) пеште кез келген қысым кезінде кез-келген атмосфераны (тотық, қалпына келтіру, бейтарап) құрудың принциптік мүмкіндігі;
в) жоғары дәлдіктегі қуаттылыққа (әсіресе орташа жиіліктерде) байланысты жоғары өнімділік;
г) пештің қаптамасынан салыстырмалы түрде аз массасы бар металды тигельден толығымен босату мүмкіндігі, шоғырланған қаптамаға жиналатын жылуды азайту есебінен, пештің термиялық инерциясын азайту үшін жағдай жасайды. Осы типтегі пештер мерзімді жұмыс үшін үзілістермен, үзіліссіз жұмыс істеу үшін өте ыңғайлы және бір қорытпаның екінші қорытпаға жылдам көшу мүмкіндігін береді;
д) пештерге қызмет көрсетудің қарапайымдылығы мен ыңғайлылығы, балқыту үдерісін бақылау және реттеу, процесті механикаландыру және автоматтандырудың кең мүмкіндіктері;
е) жоғары гигиеналық балқыту процесі және ауа бассейні ластануының аз болуы.
Тигельді балқыту пешінің кемшіліктеріне: оны технологиялық өңдеу мақсатында балқытпаның айнасына бағытталатын шлактардың салыстырмалы төмен температурасы (ИТП-де шлак металлдан қызады, сондықтан оның температурасы әрдайым төмен болады), сондай-ақ жоғары балқыту температурасында және жылу өзгерістері болған кезде қаптаманың салыстырмалы төмен қарсылығын көрсетеді (металдың толық құюында қаптама температурасының күрт ауытқуы) .
Алайда, басқа да балқыту агрегаттарының үстіндегі тигельді пештердің артықшылығы соншалықты маңызды, олар соңғы жылдары көптеген салаларда өте кең қолданысқа ие болды.
Балқу процесі ашық ауада немесе вакуумда (қорғаныс атмосферасында) бола отырып, пештерді ажыратады: ашық (ауада балқыту), вакуумды (вакуумде балқыту), компрессорлы (артық қысым астында балқыту) . Процесті уақытында ұйымдастыру туралы, пештерді ажыратады: мерзімді әрекет, жартылай үздіксіз әрекет, үздіксіз әрекет.
Балқыту тигельді пештерінің конструкциясына сәйкес: керамикалық (футерленген) тигельмен, өткізгіш металл тигелімен, өткізгіштік графит немесе графит-шамотты тигелі бар, суық тигельмен (судың салқындатылған металл тигелі бар) [1] .
2. 2 Индукциялық балқыту пештерінің құрылысындағы механикалық жабдықтар
ИТП келесі негізгі конструкциялық элементтерден тұрады (сурет 2. 1. ) : сумен салқындайтын индуктор, шегендеу, оның маңызды бөлігі шегендеу жағдайын бақылаудың сигнал бергіші бар тигель, ферромагнитті (сыртқы магнит өткізгіш) немесе электр магниттік экраны бар корпус, корпус көлбеуінің көмекші механизмдері, күмбезді көтеру және бұру болып табылады.
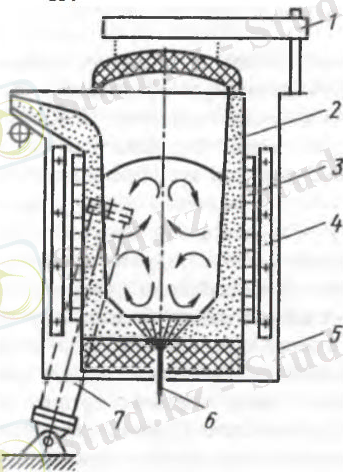
1 - күмбезді көтеру және бұру механизмі; 2 - отқа төзімді тигель; 3 - индуктор;
4 - ферромагнитгі экран; 5 - қаптама; 6 - тигельді шегендеу жағдайының сигнал бергіші;
7 - көлбеу механизмі
Сурет 2. 1 - ВНИИЭТО конструкциясының ИСТ сериялы ИТП сұлбасы
Индуктор. Индуктор берілген кернеудегі айнымалы магниттік өрісті кұруға арналған, сондай-ақ сұйық металды ағызу үшін пештің көлбеуі кезінде оны ығысудан ұстап қалатын тигельді бекітудің маңызды элементі болып табылады. Сондықтан индуктор конструкциясы электр техникалық талаптармен қатар, механикалық қаттылық пен тигельді ығыстыруға ұмтылатын күштердің әрекеті кезіндегі беріктік талаптарымен қанағаттандырылуы тиіс.
Индукторды минимум электр шығындарын қамтамасыз ететін арнайы пішімдегі мыс түтігінен дайындайды (сурет 2. 2. ) [6] .

а - дөңгелек; б - сопақ; в - квадратты; г - тік бұрышты, д - қабырғасы тең емес
(D-тәрізді)
Сурет 2. 2 - Индуктор түтігінің пішіні
Мыстан жасалған түтіктерді пішімдеу индуктор мен балқитын металл арасындағы саңылаудың орташа шамасын азайтады, «индуктор - металл» жүйесінің электрлік ПӘК біршама ұлғайтады.
Индуктор тұрақты көлбеу бұрышы бар мыс түтігінен бұралған (спираль орау) бұранда тәрізді түзілген немесе өзара түтіктің қысқа көлбеу учаскелерімен қосылған жазық орамдармен түзілген (әрекетпен орамдау) цилиндрлік орауышты білдіреді. Бірінші конструкцияның артықшылығы индукторды орау қарапайымдылығы болып табылады. Екінші жағдайда индукторды дайындау күрделірек, индуктордың шет жақтары жазық болып көрінеді, тарта қысылған тақталар арасында оларды құрылымдық түрде бекіту оңай.
Индукторды бекітуді екі тәсіл арқылы жүзеге асыруға болады:
1) Индуктордың әрбір орамы түтікке пісірілген немесе дәнекерленген жезден жасалған бірнеше екі жағы бүрлі шегемен тік электрлі емес өткізгішті тіреулерге (мысалы, асбест цементке) бекітеді, бір уақытта тигельді бекіту тетіктері болып табылады. Мұндай конструкция кезінде индуктор орамын бекіту оқшауланбаған түрде болуы мүмкін (электрлік оқшаулау ролі орамдар арасындағы 1-2 см реттегі ауа аралығын орындайды) .
2) Барлық орамдарды екі тарта қысылған тақта арасында тығыз қып қысады (оқшаулағыш материалдан) және пештің көлбеуі кезінде тигель мен орамдардың ығысуының алдын алатын тік электрлі емес өткізгішті тіреулерді белгілейді. Мұндай конструкция кезінде индуктор орамдарын бекітуді миканиттен, шыны таспадан жасалған төсеммен немесе 10-нан 40 В-қа дейінгі шекте 1 мм оқшаулау саңылауында кернеуді қамтамасыз ете отырып оқшаулаушы құрамды майлау арқылы (минимум қалыңдығы 1, 5 мм) оқшаулайды.
Индукторды сумен салқындату жүйесі индукторда (Р И ) жоғалатын белсенді қуатты және (Ф т. п ) тигельді шегендеу арқылы балқитын металдағы жылу өткізгіштіктен жылу шығынының қуатын қайтаруға арналған. Сенімді жұмыс мына жағдайларды орындау арқылы қамтамасыз етіледі:
1) салқындайтын суда механикалық қоспа 80 г/м 3 артық болмауы тиіс;
2) келетін (қыздырылған) судың температурасы қақтың түзілуін болдырмайтындай болуы тиіс, әдетте оны 310-315 К деп қабылдайды, яғни индуктор қабырғасының 315-325 К температурасына сәйкес келеді;
3) индуктор температурасы қоршаған ауа температурасынан төмен болмауы тиіс, өйткені керісінше жағдайда индуктор ауадан келетін ылғалды сұйылтады, яғни орамдар арасындағы тесікке әкеледі;
4) зауыттық су өткізгіш магистральдің жағдайы бойынша кіру кезінде қажетті су арынын 200 кПа-ға дейін шектеу ұсынылады;
5) салқындайтын су ағысының жылдамдығы анықталған болуы тиіс: индуктор түтігінің қабырғасында шөгудің және судан еріген тұзға келіп түсетін механикалық қоспалардың (суды қыздыру кезінде олардың ерігіштігін азайту салдарынан) 1, 5 м/с артық емес тұрып қалуының алдын алатын судың турбуленттік қозғалысын жасау үшін 0, 5 м/с кем болмауы тиіс, мүмкін мәндерден жоғары қысым шығынын ұлғайтпайды (~200 кПа) .
Центрден тепкіш күштердің әсерінен индуктордың бұранда сызығы бойымен судың қозғалысы кезінде салқындатудың дұрыс жобаланған жүйесінде ағыс турбуленттілігін күшейтетін екінші реттік айналу пайда болады. Индуктордан жоғары ірі пештерде, кейде одан төмен пештерде оны алшақ тұрған сумен салқындатылатын орауыштарға орналастырады, олардың электрлік қоректендіруі болмайды және тек тигель қабырғасының жоғарғы және төменгі бөлігін салқындату үшін ғана қызмет етеді.
Шегендеу. ИТП отқа төзімді шегендеудің келесі құрамдас бөліктері болады:
1) тигель, балқыту кеңістігін түзеді және пеш сыйымдылығын анықтайды. Тигель пішіні металлургиялық процесті жүргізу қолайлығын, минимум жылу шығындарын, жеткілікті жоғары электрлік ПӘК және ферростатикалық қысым жағдайында жеткілікті механикалық беріктікті, сұйық металдың электр динамикалық әсерін қамтамасыз етуі тиіс;
2) қақпақ, отқа төзімді болып шегенделген (ірі пештерде - күмбез) ;
3) табан, негіз ретінде қызмет етеді, онда тигель және индуктор орнатылады. Әдетте табанды пеш каңқасының төменгі жағына немесе бірнеше текстолитті (шыны талшықта) тақталар түріндегі қаптамада төсейді немесе стандартты түзу жэне фасонды шамотты кірпіштен жасайды;
4) ағын өзекті керамика (мұрындық), сұйық металды тигельден ағызу кезінде ағыс жасауға арналған (пештің көлбеуі кезінде) . Мұрындықты стандартты түзу және фасонды шамотты кірпіштен жасайды;
5) «жаға», тигель және ағын өзекті керамиканы қосады.
Тигельді шегендеу жұмысы ауыр жағдаймен сипатталады: жылу, сұйық металдың коррозиялық және эрозиялық әсері, қождың химиялық коррозиясы, сұйық металл бағанының статикалық қысымы, шихтаны тиеу кезінде, әсіресе «көпірлерді» балқыту процесінде түзілетін шөгу кезінде механикалық күшейту. Сондықтан тигель ИТП ең жауапты элементтерінің бірі болып табылады, оның пайдалану сенімділігін маңызды шамада анықтайды.
ИТП келесі әдістермен шегендейді:
1) Пеште тікелей шаблон бойынша қағымдау, қаңылтыр болаттан жасалған тигельдің ішкі бетінің пішіні бойынша пеш осі бойымен тура табанға орнатады, ұнтақ тәрізді отқа төзімді массаны индуктор мен шаблон арасындағы саңылауға төгеді, пневматикалық немесе электрлік таптағыштармен тапталады. Шегендеуді қағымдау максимум мүмкін тығыздыққа дейін қажет (2, 5-3 т/м 3 ) . Тигель қабырғасының байланысатын үстіңгі бетін қуыстарсыз және қаяуларсыз теп - тегіс қылып жасайды. Қақтап жабысқаннан кейін глазурьмен жағылған. Тигель қабырғасының қақтап жабысуы пайдалану процесінде қабат қабатпен өтуі тиіс, тигельдің барлық қызмет ету мерзімі ішінде саңылаулы жарықшақтардың түзілуін жоққа шығаратын буферлік, қақтап жабыспаған, ұнтақ тәрізді қабат болуы тиіс (тигельдің барлық қалыңдығы бойымен) және сумен салқындатылатын индуктор орамына сұйық металдың еніп кетуін болдырмайды [2] ;
2) Пештің сыртында өңдеу әдісі, сол кезде арнайы баспақ пішімдерде тигель тапталады, баспақталады немесе пішімделеді. Пештің сыртында өңдеу әдісімен жасалған тигельдерді пеш индукторына ұнтақ тәрізді материалдармен бүйірлік кеңістікті төгу арқылы орнатады, ал бұл сұйық металдың индукторға саңылаулы жарықшақтар арқылы жарып еніп кетуінің алдын алады, олар алдын ала күйдірілген тигельде түзілуі мүмкін. Мұндай тәсіл кезінде шегендеуді жылдамырақ айырбастауға болады, пештің тұрып қалуын қысқартады;
3) Фасондық отқа төзімді бұйымдардан. Бұйымның қалыңдығы (сақина, блоктар, секциялық шпунтты бұйымдар, сына тәріздес стандартгы кірпіш) оларды қалау кезінде ұнтақ тәрізді материалдардан жасалған буферлік қабатты жасау үшін индуктор орамы мен қалаудың сыртқы қабырғасы арасында өлшемі 25-30 мм болатын кеңістік түзілетіндей (сақиналы саңылау) болуы тиіс;
4) Шегендеудің кез келген әдісімен жасалған байланысу жұмыс қабатын торкреттеу немесе плазмалы тозаңдату кезінде шегенді қабаттап пісіру (әсіресе ыстық шегендеуді жөндеу кезінде пайдалы) . Тозаңдатып қондыру әдісі балқытылатын болат және қорытпаның талаптарына сәйкес шегендеудің химиялық жағынан таза және жоғары отқа төзімді байланысу бетін жасауға мүмкіндік береді (отқа төзімділігі жоғары материалдан) [6] .
ИТП үшін қышқыл, негізгі және бейтарап отқа төзімді шегендеуді қолданады, олардың әрқайсысының құрамы әр түрлі, ал бұл балқытудың аталған технологиялық процесі үшін сәйкес келетін шегендеу материалдарын, отқа төзімді масса рецептурасын және тигельді дайындау технологиясын таңдауға мүмкіндік береді.
Негізгі шегендеу төзімділігі қышқыл шегендеу төзімділігінен төмен, себебі негізгі шегендеудің басты кемшілігі - жарықшақтардың пайда болуы.
Корпус. Корпус барлық құрылымдық элементтерді бірыңғай тұтастыққа механикалық түрде қосатын негізгі пеш болып табылады, қозғалмайтын және көлбеу бөліктен тұрады. ИТП өзіндік ерекшелігі - индуктор маңайында өнеркәсіптік ИТП 10-100 кА/м жететін күшті электрлі магнит өрісінің бар болуы, корпусты құрылымдау кезінде қиыншылықтар тудырады (металл массада электрлі магнит толқынын жұту, пеш қуатын жоғалту, корпусты орынсыз қыздыру) .
Тұғыр немесе тіреу рамасы деп аталатын корпустың қозғалмайтын бөлігіне көлбеу механизмінің мойын тіректерін бекітеді.
Корпустың көлбеу бөлігінде келесі конструкциялар болуы мүмкін:
1) шағын ИТП - тік бұрышты параллелепипед пішіндегі қаңқа, оның қырлары электрлі емес өткізгіштен (ағаш немесе асбест цементті арқалық) немесе магнитті емес материалдан жасалған (алюминийлі қорытпа, қола немесе магнитті емес болат), себебі электрлік шығынды азайту үшін корпустың жекелеген металл тетіктерін өзара электрмен оқшаулаушы төсем арқылы жалғайды. Мұндай қаңқа кезінде индукторды төменгі және жоғары асбест цементті тақтаға бекітеді;
2) орташа және ірі ИТП кезінде корпусты индукторға қатынау үшін кесіндісі (терезесі) бар болаттан жасалған калың қаңылтырдан цилиндрлік ернеуше түрінде жасайды.
ИТП корпусына жақын электрлі магниттік өріс кернеулігін азайту үшін индуктор мен корпус арасына орнатады:
- қалыңдығы 0, 2 мм қаңылтыр электр техникалық болаттан жасалған ішкі магнит өткізғіштер пакеті (ферромагнитті экрандар) ;
- мыс қаңылтыры (алюминийлі) (э лектр магнитті экран) .
Экрандарды қолдану корпус габаритін азайтуға мүмкіндік береді, кәдімгі көміртекті болат илемінен корпус қаңқасын жасауға (магнитті емес болаттың орнына), осылайша ИТП құнын азайтуға мүмкіндік береді.
Көлбеу механизмі. Пештің көлбеу механизмі металды ағызуға арналған және кез келген балқыту пештерінің конструкциясының маңызды тораптарының бірі болып табылады. Металл ағысының ұзындығын азайту үшін, пеш мұрындығын орнын ауыстыруға сәйкес тарата құю шөмішіне орналастырмайды (бұл әсіресе ДСП пайдалану кезінде маңызды), ИТП көлбеу осін мұрындыққа жақын орналастырады.
Көлбеудің гидравликалық механизмінің негізгі бөлігі пештің әрбір жағына бір-бірден орнатылған бір жақты әрекет ететін жұмыс цилиндрлері болып табылады. Цилиндр плунжерлері пеш корпусымен топсалы түрде тығыз байланысқан, жұмыс сұйықтығының қысымымен (әдетте май) жоғарғыға қарай орналасады, пеш көлбеу түрінде болады [2] .
2. 3 Электр жабдықтары
ИТП қоректендіру жеке немесе орталықтандырылған түрде болуы мүмкін. Орталықтанған қоректену кезінде қоректенудің біршама көздері (жиілік түрлендіргіштері) жалпы (жиналған) шығу шиналары бар бір түрлендіру станциясымен біріккен, оған ИТП қосылған. Жеке қоректену кезінде әрбір ИТП жекелеген қоректену көзіне қосылады.
ИТП қоректендіру сұлбасы негізгі электр жабдықтар - ИП қоректену көзі және әртүрлі көмекші электр жабдықтары: қоректену көзінің және индуктор кернеуінің келісуі үшін - келісуші (контурлы) трансформаторлар; өнеркәсіптік жиіліктегі бір фазалы ИТП қоректенуі кезінде үш фазалы желіде жүктемені симметриялау үшін - симметриялаушы құрылғы; индуктордың реактивті индукциялық қуатының орнын толтыру үшін және тербеліс контурын жасау үшін - тұрақты немесе айнымалы сыйымдылықтағы конденсаторлы батареяларды қамтиды. Кейбір жағдайда сұлбада кернеу тұрақтандырғышы, түрлендіргіш трансформатор, тиристорлы қоздырғыш және т. б. болуы мүмкін.
Индукциялық кыздырудың электр пеш қондырғылары жалпы тағайындауы 380 В үш фазалы күштік желіден қоректенеді және 6 немесе 10 кВ кернеумен цехтық таратқыш құрылғылармен қоректенеді.
50 Гц жиіліктегі қондырғы әдетте жалпы электр техникалық тағайындаудағы элементтермен жинақталған. Дайындаушы зауыт орташа және жоғары жиіліктегі ИТП үшін арнайы жабдықтарды жинақ ретінде шығарады.
Қоректену көздері. ИП негізгі элементтері мыналар болып табылады: 380 В-тан 5-8, 4 кВ-қа дейін кернеуді жоғарылататын үш фазалы күштік (анодты) трансформатор; нольдік вентилі бар үш фазалы көпір сұлбасы бойынша орындалған жоғары вольтті түзеткіш, 6-11 кВ тұрақты кернеуі (анодты кернеу) бар түрлендіруші айнымалы ток (анодты кернеу) ; жоғары жиіліктегі электр тербелістерінің энергиясына тұрақты ток энергиясын түрлендіруші.
Индукциялық пештерді екі типке бөледі: 1) жоғары жиіліктегі токпен қоректенетін; 2) өнеркәсіптік жиіліктегі токпен қоректенетін (50 Гц) . Бірінші типтегі пештерде қоректенуші токтың жиілігі әдетге тигель диаметрі мен сыйымдылық өсуі шамасы бойынша азаяды; шағын (бірнеше килограмм және одан кем) пештер жиілігі 50-тен 1000 кГц-ға дейінгі токпен, ал орташа және ірі пештер (сыйымдылығы ондаған тоннаға дейін) жиілігі 0, 5-10 кГц токпен қоректенеді.
Қоректену көзі ретінде (жиілік түрлендіргіштері) лампалы және машиналы генераторлар, тиристорлы түрлендіргіштер пайдаланылады. Шағын пештерді қоректендіру үшін (<30-50 кг) лампалы генераторлар пайдаланылады, жиілігі 30 кГц-тан бірнеше мегагерцке дейінгі жиіліктегі ток өндірушілер; олардың қуаты 0, 3-ден 1000 кВт-қа дейін өзгереді. Сыйымдылығы 60-100 кг тигелі бар өнеркәсіптік пештердің үлкен бір бөлігі машиналы генераторлардан неғұрлым қоректенеді. Оларды 0, 5; 1; 2, 4; 4; 8 және 10 кГц өндірілетін ток жиілікпен 12-ден 2500 кВт-қа дейінгі қуатпен шығарады.
Соңғы жылдары қоректену көзі ретінде жиіліктегі тиристорлы түрлендіргіштер барынша кең қолданылады. Өнеркәсіп 0, 5-10 кГц өндірілетін ток жиілігімен 3200 кВт-қа дейінгі қуатпен тиристорлы түрлендіргіштерді шығарады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz