Айналмалы бөлшектердің статикалық және динамикалық теңгеруі: әдістері мен құралдары

МАЗМҰНЫ
КІРІСПЕ
Бұл жұмыстың мақсаты статикалық және динамикалық теңдестіру процестерін зерттеу болып табылады. Ғылыми-техникалық прогресті дамыту кезінде машина бөлшектерінің айналу жылдамдығы бірнеше ондағанға, ал кейбір жағдайларда минутына жүздеген мың айналым минутына дейін өскен жатады. Осындай жылдамдықтағы үлкен айналымдар механизмнің, аппараттың сәтсіздігіне немесе үлкен апаттарға алып келуі мүмкін. Себебі, бұндай айналмалы механизм немесе аппараттардың теңгеруші массасы бірдей болмайды. Бұндай жұмыстар жалпы динамикалық теңдестірумен сипатталады. Ал аралық кезеңдерде динамикалық теңдестіру статикалық болып табылайлы. Бұндай қадағалаусыз жұмыстар ротордың немесе айналмалы механизмдердің ақаулығын тудырады. Сол себепті бұндай сәтсіздіктер болмас үшін теңдестіру оперциясы жүргізіледі. Қазіргі кезеңде теңгеру бойынша статикалық теңгеру дәлдігі жоғары болып саналады. Бұл үлкен патенттік зерттеулердің арқасында мүмкін болды.
Теңгерімдеу - бұл айналмалы қозғалыс жасайтын механизмдерде, аппараттарда, сонымен қатар ротор денесінің қимасында немесе бірнеше біліктерден жасалған білік өткізгіш материалдың біртектілігіне, роторды (бөлшектер, бұйымдар) дайындау мен құрастырудың қателіктеріне, тозуына, коррозиясына, жұмыс ортасының бөлшектерінің осы ротор мен т. б. жабысуына байланысты пайда болатын ротор теңгерімсіздігін өлшеу және жою процесі. Айналмалы механизмдердің негізгі 3 түрі бар:
1. Статистикалық теңгерімдеу
2. Жылдам теңгеру
3. Динамикалық теңгеру
Теңгерімдеу бірнеше кезеңнен тұрады:
1. Құрал-саймандар мен теңгерілетін бұйымды дайындау
2. Бастапқы дірілдің параметрлерін анықтау мақсатында өлшеу жүргізу
3. Түзетуші жүктерді орнату массалары мен бұрыштарын есептеу.
4. Түзету жүктерін орнату, теңгеру сапасын тексеру мақсатында қалдық дірілге өлшеу жүргізу.
5. Теңгеруді аяқтау (хаттаманы ресімдеу)
Айналмалы бөлшекті статикалық теңестіру үшін оның ауырлық орталығын геометриялық айналу осіне ауыстыру керек. Теңдеудің мұндай түрі статикалық теңдестіру деп аталады. Статикалық теңгеру кезінде технологиялық болып табылмайтын түзетудің бір жазықтығын таңдау, радиусты таңдау және осы радиуста қосу (Алып тастау) қажет массаның шамасын есептеу қажет. Массалар орталығын табу үшін қарапайым стендтер қолданылады.
Ротор теңгерімсіздігінің негізгі сәті анықталады және азаяды, ол оның дереу тепе-теңсіздігін сипаттайтын. Жылдам баланстауды кем дегенде екі түзету жазықтығында жүргізеді.
Динамикалық тепе-теңдікті сипаттайтын, статикалық және жедел теңсіздікті қамтитын ротордың теңгерімсіздіктері анықталады және азаяды. Ұзын роторлар үшін қолданылады. Динамикалық теңгеру кезінде технологиялық болып табылмайтын түзетудің екі жазықтығын табу, радиусты таңдау және екі жазықтықта да осы радиуста қосу (Алып тастау) қажет массалардың шамасын есептеу қажет.
- Тепе-теңсіздік және теңгерімсіздік
Машиналардың айналмалы бөліктерінің теңдестіруі машиналар мен жабдықтарды құрастыру процесінде маңызды қадам болып табылады. Теңдестірудің мақсаты - оның айналу осіне қатысты бөлігін (жинақтау қондырғысының) теңгерімсіздігін жою. Айналатын бөліктің тепе-теңдігі орталықтан тепкіш күштерге әкеліп соғады, бұл құрылғының және бүкіл машинаның дірілдеуіне, мойынтіректердің және басқа бөліктердің мезгілсіз істен шығуына әкелуі мүмкін. Бөлшектер мен жинақтардың теңгерімсіздігінің негізгі себептері келесідей операциялар болуы мүмкін: бөліктер түріндегі қателік (мысалы, сопылық) ; дәнекерлеу, дәнекерлеу немесе дәнекерлеу арқылы дайындама кезінде қалыптасқан айналу осіне қатысты бөліктің материалын бөлудің біртектілігі және біркелкілігі; жұмыс кезінде бөліктің біркелкі тозуы мен деформациясы; рельстің осіне қатысты бөлігін жинау қателігіне байланысты ауыстыру және т. б.
Тепе-теңдік теңгерімсіздікпен сипатталады - бұл бөліктің немесе жинақтау блогының теңгерімсіз массасының өнімді айналу осі бойынша масс орталығының қашықтығымен, сондай-ақ масс-орталықтың бұрыштық орналасуын анықтайтын теңгерімсіздік бұрышымен сипатталады. Айналмалы бөлшектер мен жинақтардың үш түрі бар: статикалық, динамикалық және аралас, аралас деген алғашқы екеуінің қосындысымен орындалады. Статикалық теңгерімсіздік дененің массасын айналу осінен бірнеше қашықтықта орналасқан бір нүктеге (масс орталығына) дейін азайтылған жағдайда пайда болады (1-сурет) . Мұндай тепе-теңдік диаметрі (таспалар, тісті доңғалақтар, мылтықтар, мотоциклдер, сорап күштері және т. б. ) қарағанда диаметрі аз дискілер секілді бөліктерге тән. Іс жүзінде көрсетілген центрифуга күші бөліктің салмағының 4-5% -нан аспауы керек деп болжанады. Қарастырылып отырған түрінің теңгерімсіздігі объектінің айналуына жол бермей анықталуы мүмкін, сондықтан ол статикалық деп аталады.
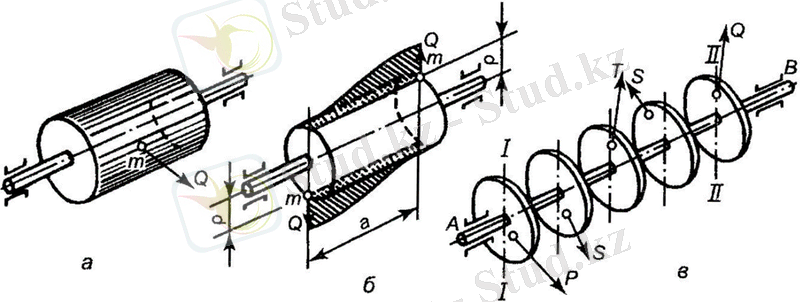
1-сурет. Айналатын дененің теңгерімсіздік түрлері: а - статикалық; b - динамикалық; c - жалпы теңгерімсіздік жағдайы
Динамикалық теңгерімсіздік, бөліктің айналуы барысында айналу осінен өтетін жазықтыққа жататын екі орталыққа қарсы бағытталған Q күштері қалыптасқан кезде пайда болады (1-сурет, б) .
Динамикалық тепе-теңдік салыстырмалы түрде ұзын денелердің айналуы кезінде пайда болады, мысалы, электр машиналарының роторлары, бірнеше тісті дөңгелектер бар біліктер және т. б. Ол тіпті статикалық тепе-теңдіктің жоқтығынан да пайда болуы мүмкін.
Ұзақ объектілерге тән теңгерімсіздіктің жалпы жағдайы (1-сурет, с), S - S орталықтан тепкіш күштерінің азаюы және орталықтан тепкіш күші T бір мезгілде айналмалы объектіде жұмыс істейтіндігімен ерекшеленеді. Бұл күштер әртүрлі жазықтықта әрекет ететін екі күшке, P және Q-ге жеткізілуі мүмкін, мысалы, оның тіректерінде өлшеу ыңғайлылығы үшін. Бөлік айналғанда, оған әсер ететін сыртқы күштердің реакцияларынан басқа Р және Q-ның теңгерілмеген күштерінен келетін реакциялар пайда болады, бұл мойынтіректерге жүктемені арттырады және олардың қызмет мерзімін қысқартады.
Рұқсат етілген мәндердегі теңгерімсіздікті азайту үшін айнымалы бөліктер мен жинақтардың теңгерімдеуіді пайдаланылады, ол баланстың шамасын және бұрышын анықтауды және белгілі бір жерлерде оны азайту немесе қосу арқылы теңдестірілген өнім массасын түзетуді қамтиды. Тепе-теңдік түріне байланысты олар статикалық немесе динамикалық теңдестіруді ажыратады.
- Статикалық және динамикалық теңгеру
Статикалық теңгеру
Статикалық теңдестіруге масса орталығын (объектінің ауырлық орталығы) айналу осымен біріктіру арқылы қол жеткізіледі. Тепе-теңсіздіктің болуы (тепе-теңсіздік) және оның орналасқан жері екі түрдегі арнайы құрылғылардың көмегімен анықталады. Бірінші типтегі құрылғыларда оның теңгерімсіздігін теңгерімдеу арқылы бөлшектердің айналуын есепке алмай анықталады және теңгерімсіз массалар арқылы қалыптастырылған центрифугалық күшті өлшеу арқылы екінші типтегі құрылғыларда (теңдестіру диірмендерінде) анықталады, сондықтан бөліктің айналуы қажет.
Машина жасауда қарапайым бірінші типтегі құрылғыларды қолданады, ол: көлденеңінен екі параллель призмасы бар (2-сурет, а) немесе роликті подшипниктерге орнатылатын екі жұп диск (2-сурет, 6), сондай-ақ теңдестіруге арналған таразылар (2-сурет) . Алғашқы екі жағдайда (6. 53-суретті қараңыз), теңдестірілген бөлік 2 майлауға 2 тығыз бекітілген болады немесе онымен бірге концентрлі түрде жасалады, әдетте жылжымалы конустың көмегімен орналасқан. Омыртқаға көлденең призмалар 3 немесе дискілер 4 орнатылады.
Дисбалансты анықтау әдісі теңгерімсіздік шамасына байланысты. Егер тірек осіне қатысты тепе-теңсіз массамен түзілетін айналмалы сәт призмалар бойынша (анық білінбеген жағдай) оправаның үйкеліс күші қарсыласу сәтінен асып кетсе, онда бөлшектің ауырлық орталығы төменгі жағдайға ие болмайынша оправамен бірге призмалар бойынша аударылатын болады. М массасымен жүкті бөлшектің диаметральды қарама-қарсы жағына бекітіп, оны теңестіруге болады. Ол үшін бөлшекті қорғасынмен тығыз толтыру үшін бұрғылайды. Әдетте металдың бір бөлігін өлшенген бөліктен (белгілі бір тереңдікке бұрғылау арқылы, фрезерлеу, аралау арқылы және т. б. ) алып тастау арқылы теңдестіруге қол жеткізіледі.
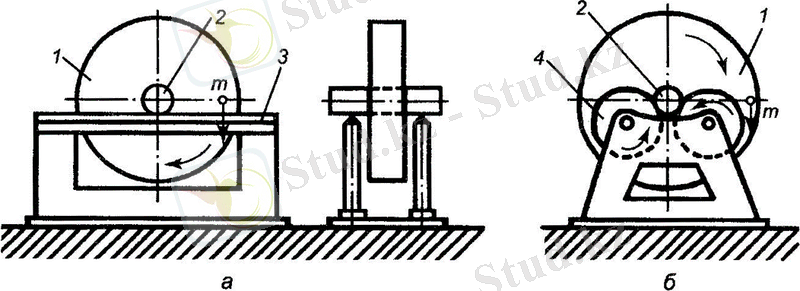
2-сурет. Призмалармен (а) және дискілермен (b) статикалық теңдестіруге арналған құрылғылар диаграммалары; 1 - балансталған объект; 2 - мандат; 3 - призма; 4 - диск
Екі жағдайда да бөлшектерді теңгеруді орындау үшін алынатын немесе оған қосылатын металл массасын білу қажет. Ол үшін өзекшесі бар бөлік призмаларға орнатылады, осылайша олардың гравитация орталығы орналасқан және осьтің осінен өтетін жазықтыққа тәуелді болады. Бөлшектің диаметральды қарама-қарсы нүктесінде мұндай Q жүгі бекітіледі, бұл кезде m теңсіз массасы дискіні шағын (шамамен 10°) бұрышқа айналдыра алады. Содан кейін бөлшекті түзеткішті сол бағытта 180° бұрад, Q жүгін және m массасын қосу орталықтары қайтадан бір көлденең жазықтықта болатындай жасалады. Егер дискіні осы жағдайда босатса, онда ол α бұрышына кері бағытта бұрылады. Q жүгінің жанында 2-ші жақтаудың көрсетілген бұрылысына кедергі келтіретін және оны қарама-қарсы бағытта сол кіші бұрышқа бұруды қамтамасыз ете алатын q (магнитті немесе жабысқақ) қосымша жүгін бекітеді. Теңдестіруді қамтамасыз ету үшін, мұндай массасы металдың қалыңдығын Қ нүктесін қолдану нүктесіне қосылуы керек немесе диаметральді қарама-қарсы нүктеден бөліктен шығарылуы керек. Сондай-ақ, призмалар мен дискілерге орнатылған кездегі бөлігімен стационарлы болып қалатын жасырын статикалық тепе-теңдік жағдайлары, бөліктің теңгерімсіз массасы жасалған сәтте маятник пен призмалар арасындағы үйкелу сәтін еңсеру үшін жеткіліксіз болған кезде орындалады. Бұл жағдайда теңдесі жоқ бөлшекті анықтау үшін 8-12 тең бөлікке айналдырады, олар суретте көрсетілгендей тиісті нүктелермен белгіленеді (3-сурет) . Теңдестіру бөлігін белгілеу қиын немесе мүмкін болмаған кезде, маятниктің соңында бекітілген, бітіруге арналған арнайы диск пайдаланылады. Содан кейін түзеткішті призмалар бойынша бағыттамамен көрсетілген бағытта айналдырады және белгіленген нүктелерді оправаның айналу осі арқылы өтетін көлденең жазықтықпен кезекпен біріктіреді. Осы позициялардың әрқайсысы үшін бөліктер mandrel осінен қашықтықта r жүктелетін жүктемені таңдайды. Осы жүктеменің әсер етуі бойынша, бөлшек бөлігімен призмалар бойымен жылжу бағытында шамамен сол бұрышта (шамамен 10 °) айналуы керек. Бұл жүктеменің мәні минималды, мысалы, 4, теңдестірілген массаның орталығының орталығының орналасу орнын анықтайды.
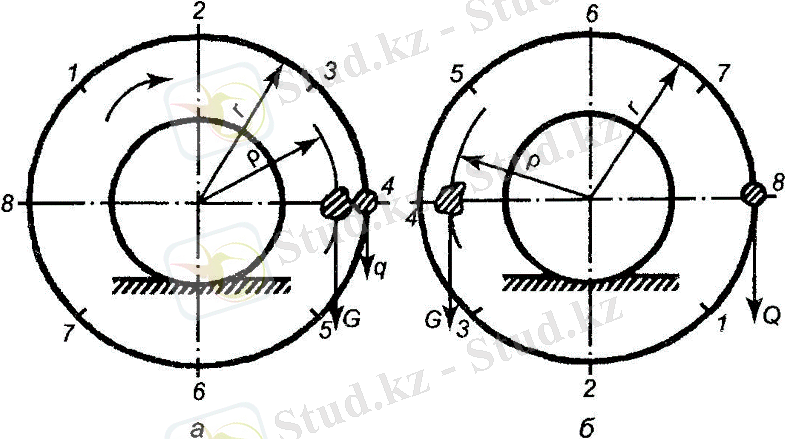
3-сурет. Бастапқы (а) және соңғы (б) кезеңдерде жасырын теңгерімсіздікті анықтау схемасы
Содан кейін q жүгін алып, түзеткішті суретте көрсетілген бағытта 180° бұрады (3-сурет) . 8-шi нүктеде бұрылыс осьтерiмен бiрдей қашықтықта сол бағытта және сол бұрышта айналуды қамтамасыз ететiн Q (3-сурет, b) жүктемесi белгiленедi. Құрылғы түрін таңдағанда, оның сезгіштігін, оправа мен тіректердің арасындағы үйкеліс күші аз болған сайын ескеру керек, сондықтан теңгергіш дискілері бар құрылғылар дәлірек болып табылады (3-суретті, б қараңыз) . Бұл құрылғылардың артықшылығы призмалармен салыстырғанда, оларды орнатудың дәлдігі мен талаптары жайлы және қауіпсіз жұмыс жағдайына қарағанда қатаң талаптар болып табылады, өйткені екі жұп диск арасындағы мандатты орналастыру теңестіру бөлігінен құлау мүмкіндігін жояды. Дискілі тіректерде үйкелуді азайту үшін оларға діріл салу қолданылады. Оправалар мен призмалардың немесе дискілердің жанасатын беттері дәл жасалуы және мінсіз күйде болуы тиіс. Оларға құрылғының сезімталдығын төмендететін забойлар, коррекция іздері және басқа да ақаулар жол берілмейді. Оны арттыру үшін аэростатикалық тіректері бар теңгеру құрылғылары да қолданылады (4-сурет) . Бұл жағдайда 2 және 4 каналдар бойынша 1-тіректе белгілі бір қысымда сығылған ауаның берілуі есебінен бұйыммен түзету өлшенген күйде болады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz