Дәнекерлеу, қалайылау және желімдеу: әдістер, флюстар, құралдар мен қауіпсіздік

ДӘНЕКЕРЛЕНГЕН ҚОСЫЛЫСТАР ЖӘНЕ ОЛАРДЫ ҚҰРАСТЫРУ
Дәнекерлеу (дәнекерлеуіш) балқытылған металл немесе қорытпадағы арқылы бір тұтас екі немесе одан да көп металл бөліктерін қосылу процесі. Дəнекерлеуіш металл бөліктері қосылды балқу нүктесі төмен балқу температурасы бар. Бұл əдіс біртекті жəне металдарды біртекті екі тұрақты байланысын қамтамасыз етеді. Байланыстырылатын бөліктердің шеттерін балқытусыз орын алады. Дəнекерлеуіш процесі қосылған бөлшектер мен дəнекерленген жік кристалдану материал шашыраңқы (ену) кейіннен дəнекерлеуіш балқу температурасы, оның балқымасының жəне капиллярлық күштердің əсерінен қосылған бөліктері арасындағы алшақтықты (бірлескен) толтырады.
Біріктірілетін бөліктердің беттерін дəнекерлеуден бұрын мұқият тазалап, ерітіңіз. Біріктірілетін беттердің тазалауы сыпырғыш щеткалар, егеулер немесе қырғыштар көмегімен жүзеге асырылады жəне оларды түрлі еріткіштермен (бензин, ацетон, ақ түсті жəне т. б. ) майсыздандырады. Пісіруден бұрын тотықты пленканы алу үшін біріктірілетін бөліктердің беттерін, мысалы, тұз қышқылымен қыстыруға болады. Кесу үдерісі кезінде бір-біріне қатысты бөліктердің салыстырмалы орналасуы бекітілуі керек. Мұны істеу үшін жұмсақ (жалпақ) болат сымды немесе бұрандама қысқышты пайдалаңыз.
Кейде дəнекерлеу процесінде келесі құбылыс байқалуы мүмкін: ұсақтағыш жердің айналасында таралмау жəне өнімнің қосылған бөліктері арасындағы қосынды толтыру орнына допқа айналады. Бұл құбылыс əртүрлі себептермен, көбінесе беткі кернеу күштерімен себептенеді. Кейде ылғалдың жетіспеушілігі себебі жəне негізгі метал құрылымдары арасында үлкен айырмашылық болады, сондай-ақ оқшаулағыш пленкалардың бар болуы жəне мақаланың балқытылған бөліктерінің бетіне ластануы.
Металл бөлшектерінің беті əрдайым микроағзаға ие, ол бұрынғы өңдеудің іздері арқылы қалыптасатын ашық көзге көрінбейді.
Балқытылған күйдегі балшық осы микро тегіс емес жерлердің бəрін толтыруы керек. Жылыту процесінде оксидтік пленканы қалыптастыруға жол бермеу үшін арнайы заттар - ағындар пайдаланылады, бұл сондай-ақ өнімнің бөлшектерін суланған болатындай егуге қабілеттілігін жоғарылатуды қамтамасыз етеді, демек дəнекерленген балқымамен жақсы толтырылады.
Осы міндеттерді орындау үшін флюстер мынадай талаптарды қанағаттандыруы тиіс:
- ұңғыманың жұмыс температурасы жəне ағынның температурасы бір-бірімен сəйкес келуі керек. Ағзаның оксидтерді ерітетін температурасы пештің жұмыс температурасына қарағанда біршама төмен болуы керек;
- оксидтердің еріту жылдамдығы пісіру жылдамдығынан жоғары болуы тиіс;
- жаңа оксидтердің пайда болуын болдырмау үшін дəнекерлеуді тез жеткілікті түрде жүргізу керек;
- флюстердің төмен тұтқырлығы жəне қалыпты беттік кернеуі болуы керек;
- флюстер ластаушы заттарды толығымен қырып тастап, оларды тұздалу аймағынан алып тастауы керек, əйтпесе тұтқыр шлак қабаты тұзды белсенділікті азайтады жəне метал бетіндегі флюсті шашатын заттардың белсенді əрекетіне жол бермейді.
Байланыстың мақсаттарына қарай, дəнекердің екі түрі бөлінеді: жұмсақ (балқу температурасы 80 . . . 300 ° C) жəнемыс-мырыш пен күміс қорытпалар негізіндегі қатты дəнекер (балқу температурасы 700 . . . 1 000
° C) .
Жұмсақ дәнекермен пісіру . Пісіру кезінде қолданылатын жұмсақ дəнекерлер қышқыл, қалайы мен қорғасынмен негізделген төменгі балқыту металдарының қорытпасын білдіреді. Қаңылтыр қорғасын пішіндері ҚҚД (қалайы-қорғасын дəнекерə) əріптерімен жəне пеште қалайыдағы қалайы құрамын көрсететін сандармен белгіленеді. Қалайдың пайыздық үлесі оның қолданылу аймағын анықтайды [8, б. 137, 140] .
Жұмсақ дəнекерлерді қылшықпен, сымдармен немесе толтырылған түтіктер түрінде жасайды, олардың массасы пеш массасының шамамен 5% құрайды.
Пісіруді жалғастырмас бұрын, дайындалатын бөлшектердің беттерін ұқыптап дайындау керек. Бетті дайындау металша жылтырлық
деңгейіне дейінгібеттегі кір мен коррозияны қырғышпен, қылауықпен немесе егеумен тазалаумен жүзеге асырылады. Беттерді тазалауға арналған абразивті терілер пайдаланылмайды, себебі оның ішіндегі желім пісірудің бетін қатты ластайды. Табақшадан жасалған қаңылтырлармен қайнатылған кезде, түйіршік қышқылының 20% ерітіндісімен түйіседі. Бірлескен құрастырылған беттер бір-біріне тығыз орнатылып, икемдеу, түзу жəне аралау сияқты өңдеу операцияларын қолданады. Дəнекерлі жіктердің кейбір нұсқалары 2. 1 суретінде көрсетілген. Қылқаламның көмегімен сұйық флюстың жұқа қабатын дəнекерлеп біріктіру орнына жағады. Қатты флюсты пайдаланған кезде, ілінісу беті дəнекерлеудің бетін алдын ала дəнекерлегəшпен қыздырады.
Жұмсақ дəнекерлерді пайдаланылатын флюстер оксидтердің түйісуін тазартуға, дəнекерлеу кезінде оксидтердің пайда болуына кедергі келтіре алады жəне ерітіндінің беттік керілуін азайтады, оның жақсы ағымдығын қамтамасыз етеді жəне бөртпенің ұсақталған бөліктері арасындағы алшақты толтырады. Сұйық ағындар, мырыш хлориді, аммиак, розин, стеарин, дəнекерлейтін паста жəне кейбір жағдайларда тұз қышқылының ерітіндісі жұмсақ ерітінді ретінде пайдаланылады. Флюстың құрамы біріктірілетін біліктің бөліктерінің материалдарына байланысты таңдалады [8, б. 140] .
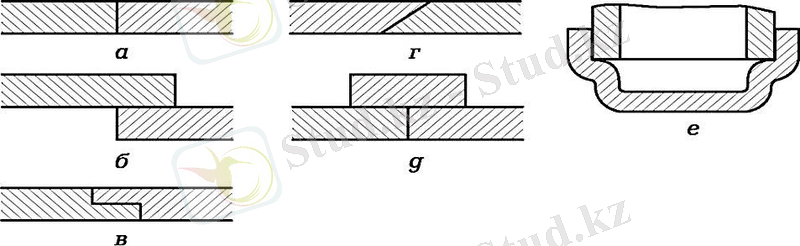
2. 1. сурет. Дəнекерлі жіктердің түрлері: a - түзу сызық; б - қабаттасу; в-сатылы аралық; г - тікелей түпкілікті аяқтау; д- қабықшалы аралық; e - кең
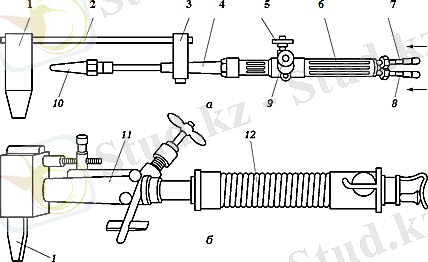
- сурет. Үздіксіз қыздыру дəнекерлегіші:
a - газды; б - бензинді; 1 - жұмыс бөлімі; 2 - білік; 3 - қамытша;
4 - қыздырғыш; 5, 9 - крандар; 6 - тұтқа; 7, 8 - жалғастықтар; 10 - сопло; 11 - бензин қыздырғышы; 12 - резервуар тұтқасы
Дайындаманың қосылатын бөліктері дəнекерлі жіктер жоғарғы жағында болатындай орналасу керек. Дəнекерлеуіш тиген жер қыздырылып, дəнекер еріп балқи бастаған кезде, таралады, дəнекерлеуішті жігінен тартпай-ақ, орын ауыстырады, дайындамадағы біріктірілген бөліктер арасындағы саңылауларды толтыруға мүмкіндік береді. Дəнекерді жұқа тегіс қабатпен əдіпсіз жағу керек. Дəнекерлеу жұмысы аяқталғаннан кейін, жік үстіндегі ағылуын егеумен, ал бетін егеуқұм қағазымен жояды.
Дайындаманың бөліктері жұмсақ дəнекерлердің қосылыстарына қолданылатын талаптарына байланысты дəнекерлі жіктерді үш топқа бөледі:
- берік - міндетті түрде герметикалық емес, бірақ міндетті түрде механикалық беріктігі бар;
- тығыз - түрлі заттардың өтуін болдырмайтын кепілдік герметикалылығы бар тұтас жіктер;
- берік-беріктігі де, төзімділігі бар.
Жұмсақ дәнекермен пісіру құралдары . Буындарды кəдеге жаратудың негізгі құралы дəнекерлеуіш болып табылады. Қыздыру əдісіне қарай дəнекерлеуіштің жұмыс бөлімі бойынша периодтық
қыздыруға арналған дəнекерлеуіш, газды немесе бензинді жылыту қондырғыларын қолданумен тұрақты қыздыруға арналған дəнекерлеуіш жəне жұмыс бөлігін электр тогымен қыздыратын электрлік дəнекерлеуіш деп бөлінеді.
Периодтық қыздыруға арналған дəнекерлеуіштің екі түрі бар: тік жəне бұрыштық (балғамен) . Дəнекерлеуішті қыздыру пісіру шамы немесе ұста ошығы арқылы. Қыздыру алдында, дəнекерлеуіштің басы тазалап жіберіледі де қызғаннан кейін оксидтерден тазартылады, ол флюспен (сұйық немесе қатты) қолданылады жəне қызмет көрсетіледі. Тұрақты жылыту дəнекерлеуіші (газ немесе бензинмен) (2. 2 сурет) дəнекердің жұмыс бөлігінін тұрақты қыздыруы газды немесе бензин
отынымен тиісінше, қамтамасыз етеді.
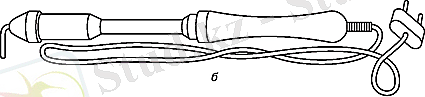
Электрлік дəнекерлеуіш (2. 3 сурет) жоғары сенімділігі мен пайдаланудың қарапайымдылығына байланысты кеңінен қолданылады. Олар екі түрге бөлінеді: тік жəне бұрыштық. Осындай дəнекерлеуіштің басын оксидтерден тазалау керек, ол флюс көмегімен жүзеге асырылады.
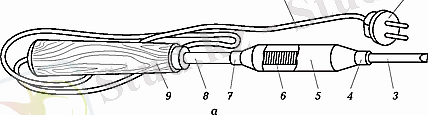
- сурет. Электрлі дəнекерлеуіш:
a - тікелей желі: 1 - электр сым; 2 - электрлік штепсель; 3 - жұмыс бөлімі; 4, 7 - қысқыштар; 5 - корпус; 6 - қыздыру элементі; 8 - білік;
9 - қол сабы; б - бұрыштық
Электр дәнекерлеуішпен жұмсақ дәнекерлеу құралдарын дәнекерлеу кезінде жұмыстарды орындау ережелері. Электр дəнекерлеуішпен жұмсақ шынжырлармен дəнекерленген кезде, келесі ережелер сақталуы керек:
- Ұнтақтау үдерісінен бұрын, дəнекерленген темірдің, сондай-ақ электр сымының жəне электр ашасының жұмысын тексеріңіз.
- Біріктірілген дəнекерлеу бөліктерінің бір-бірімен суланғанына көз жеткізу керек.
- Тазартылған жерді тұз қышқылының ерітіндісімен сорып, ағынның қабатымен жабу керек.
- Ұңғыманы тек қана жақсы қыздырылған жəне жабық дəнекерленген темір арқылы орындауға болады.
- Кесетін үтікті қатты қыздырып жібермеңіз. Кесетін ағаштың қызып кетуі жəне күйіп қалуы жағдайында, оны сорғытқышты тазалап, оны қайтадан пештің шетіне салады.
- Ұзын ұзындығын дəнекерлеу кезінде тұздықты пайдаланып, оны тұздалу алаңына алып, оны дəнекерлеу үтікпен жылжытыңыз.
- Ұңғыманың сапасын тексеру керек:сыртқы бақылау, алдын ала оралған жерлерден аулақ болу, «жасырын» тігіс, дөңгелектегі сазды ерітінді; геметика (тұздалған ыдыстар) ; бүктелген (механикалық беріктігі үшін пісірілген дайындамалар) .
Қатты дәнекермен пісіру. Пішінді материалдармен пісіру бөліктерінің мықтылығын қамтамасыз етеді. Тұтас металға терең еніп кететін тереңдіктің иілімділігі мен икемділігі алынған кесектерді кесу əдістерімен де, пластик деформация əдістерімен (илемдеу, иілу, соғу жəне т. б. ) кейіннен дəнекерленген жерлерде айтарлықтай механикалық кернеулерге төтеп беруге мүмкіндік береді.
Пісіруге орнын дайындау . Балқытушы жəне материалдың балқу нүктесінің айырмашылығы айтарлықтай төмен болғандықтан, бұл əдіс жұмсақ дəнекерлеушіге қарағанда көп дайындық жұмыстарын қажет етеді.
Беттерді тазалау. Жұмсақ дəнекермен пісіру кезінде беттердің тазалануы туралы айтылғандардың бəрі тұтас тұтқыштармен дəнекерлеуге арналған беттердің дайындалуына қатысты болатын. Кесетін орын алатын орынның абсолютті тазалығын қамтамасыз ету қажет. Пісірудің табыстылығына теріс əсерді тек қана оксидтік
пленкаларды ғана емес, сондай-ақ препараттың бетіне майдың ластануын тудырады, сондықтан олар мұқият жойылуы керек.
Сәйкес келтіру. Алдыңғы пісіру нəтижесінде қалдық кернеулерді мүмкін болатын бөлшектердің барлық дəнекерленген бөліктері жандырылған болуы керек, əйтпесе, дайындалатын бөліктердің қисық болуы мүмкін, бұл пісіру нүктесін толығымен толтырылмауына алып келуі мүмкін. Барлық щеткамен жабдықталған тесіктерде ауа шығатын тесіктер болуы керек, себебі қыздыру кезінде бұйымның беткі жағы ширатылып немесе жарылып кетуі мүмкін. Дəнекерлеу кезінде балқытылған балғамен толтырылатын дайындаманың бөліктері арасында белгілі бір алшақтық сақталуы керек. Бұл қашықтық мөлшері 0, 2 мм-ден аспауы тиіс.
Дайындамалардың бекітілуі. Егер жұмсақ ерітінділермен дəнекерлеу, əдетте, біріктірілетін бос орындардың өзара орналасуын бекітпестен таратылады жəне оларды жылтырату процесі жеткілікті ұзақ уақыт интервалына қажет болған кезде, пештермен немесе басқа тұтқыштармен ұстап тұру үшін жеткілікті болып табылады, дайындама өзара қамтамасыз етілуі керек. Мұндай бекітпелер бекітуші құрылғылармен жабдықталған құрылғылармен жұмыс істеуге жəне жылу кезінде бірлескен дайындамалардан жылуды нашар жоюға жұмсалады. Қатты дəнекерлеу кезінде осындай құрылғыларда жиі пайдаланылатын материалдарға көмір жəне асбест жатады.
Байланыстырылған жұмыс бөлшектерін түзудің бір жолы - сымды байлау. Дайындамаларды байлау үшін диаметрі 0, 2 . . . 0, 5 мм болатын болаттан жасалған жалпақ сымды қолданыңыз. Бұрандалы сымды қолданған кезде келесі кемшіліктерді ескеру қажет:
- қыздырылған кезде, болат сым бекітілген преформалардан əлдеқайда азаяды;
- қыздырылған кезде темір масштабын қалпына келтіруге болады, бұл темірдің диаметрі бояуларға (түсті металдар мен қорытпалардың балқымасына) диффузиясына əкеледі, сондықтан біріктірілетін бланктердің физикалық жəне механикалық қасиеттері өзгереді. Бұдан басқа, орамдық сымдарды біріктірілетін беткі қабаттарға дəнекерлеуге болады;
- жергілікті жылу кезінде сым жанып кетеді жəне толығымен өртеніп кетуі мүмкін, содан кейін сымның бекіту əрекеті мерзімінен бұрын тоқтатылады. Жұмыс бөлшектерін сыммен байланыстыру, əдетте, көп уақытты қажет етеді, сондықтан барлық жағдайларда сыммен жұмыс бұйымдарының байланысы жұмысты қысқыштармен бекіту арқылы орынды түрде ауыстырылады.
Флюсты және дәнекерді қолдану. Қатты дəнекерлеу кезінде, флюстер жұмсақ ерітіндімен дəнекерленген кездегідей функцияны орындайды. Флюсты таңдау қосылуға болатын буындардың материалына байланысты [8, б. 141] . Қатты дəнекерлеудің құрамына мыс-мырыш (ММҚ) жəне күміс жалатылған (КД) кіреді. Айқындау маркалардың белгілерінде сандар мыс немесе күмістің пайызы көрсетіледі. Қатты дəнекерлеу біріктірілетін материалға байланысты таңдалады [8, б. 138, 139] .
Дінекерлеу орнын қыздыру құралдары. Қатты дəнекерлеу кезінде жұмыс бөлшектерін жылытуды газ жəне бензин оттығы, муфта пештерінде, тұзды ванналарда, жоғары жиіліктегі токтармен, сондай-ақ электр байланыс машиналарында жүргізеді. Газ жəне бензин алауын жасау үшін арнайы құрылғылар - қыздырғыштар қолданылады. Бензинді жəне керосинді от пайдалану, бұлшық ерітінділермен дəнекерлеу кезінде қолайсыз болып табылады, себебі олар дəнекерлеудің біркелкі жылытуын қамтамасыз етпейді.
Қатты дәнекермен пісірудің негізгі ережелері. Қатты дəнекерлегішпен дəнекерлеу кезінде келесі ережелер сақталуы керек:
- Ұсақ дəнекерлегішпен дəнекерлеу кезінде келесі ережелер сақталуы керек: Ұңғымаға дейінгі кезеңде тораптың қыздыру көзінің жұмысының жəне жұмысының тиімділігін тексеру қажет.
- Қосылу аймағын тазалаудың сапасын, дəнекерленетін беттердің тығыздығын жəне тұтқыш тақталардың орнына бекітілу күшін тексеру қажет.
- Тұз қышқылының ерітіндісімен тұзды ерітінділерді шайып алу керек.
- Ұңғыманың ұтымды технологиясын сақтау қажет:арқандағы бекітілген пластинкамен немесе дəнекерлеуші жанармайдың жалынында немесе муфталық пеште отынның балқу нүктесіне жақын температураға дейін қыздырылуы керек; сұйытқыш тордың қиылысында орналасуы керек, ол толығымен стриптирленеді немесе ағынмен ластанып, жылуды жалғастырады түйісетін жер толығымен балқытылғанға дейін жəне тұзды түйіспелер толтырылғанша орын алады.
- Ұңғыманың сапасы тексерілуі керек:ғылыми тұрғыдан - қорғалмаған жерлер болмаған
жағдайда
- төзімділікпен - қатты заттарға арналған сыпырмалы жерлерді оңай тарту арқылы - сызаттар болмаған кезде.
Қауіпсіздік техникасы ережелері . Дəнекерлеу кезінде келесі қауіпсіздік ережелерін сақтау қажет:
- Қате жұмыс істейтін құралдарды немесе тіркемелерді қолданбаңыз.
- Кесетін құралдың немесе жылтыратқыш құралының қыздырылған бөлшектеріне қол тигізбеңіз.
3. Пісіретін орынға тым жақын жақындауға болмайды.
- Жұмысты созатын қақпақтың астында жасау керек.
- Өнімді саздау үшін ұстап тұру үшін пиллерлер немесе доңғалақ қыстырғыштарын пайдалану керек.
- Отқа төзімді тұғырмен дəнекерленген кезде қолдармен жəне көзілдіріктермен жұмыс істеу керек.
- Жұмысты аяқтағаннан кейін қолыңызды сабынмен мұқият жуу керек.
ҚАЛАЙЫЛАУАрнайы пісіру әдістері. Дайындамаларды дəнекерлеуішпен пісіру бұрынғысынша қосылыстарды монтаждаудың ең қарапайым əдісі болып табылады, бірақ бұл əдіс өнімділігі жақсы емес. Термиялық балқыту кезінде батыру арқылы төменгі температуралық жұмсарту тиімдірек болып табылады. Бұл жолды толтыру арнайы агрегаттарда жүзеге асырылады, оларда флюс жəне балқытылған төмен температуралы (жұмсақ) балқыту пештері орнатылады. Дайындамаларды алдын ала тазартып, майсыздандырады, содан кейін олар алдымен флюсі бар ваннаға батырылады, содан кейін балқытылған тұзды ерітіндімен, содан кейін оларды бөлме температурасына дейін ауамен шығарады жəне салқындатады.
Белгіленген ерітіндінің температурасы ваннаға орналастырылған жылу сезгіш элементі бар арнайы құрылғы арқылы басқарылады жəне жүргізіледі.
Жоғарыда сипатталған дəнекерлеу əдісімен қатар, қорғағыш газдарда, вакуумда жəне белсенді газ ортада дəнекерлеу ұшы буындарының сапасын жақсарту үшін қолданылады. Бұл пісіру əдістерінің негізгі ерекшелігі, олар ағындарды пайдаланбай орындалады, өйткені дəнекерлеу кезінде жұмыс жасайтын орталар тотықты пленкалардың пайда болуына кедергі келтіреді.
Қалайылау - балқытылған қалайы немесе қалайы қорғасын қорытпаларының жұқа қабаты бар жабысқақ заттардың беттерін жабу процесі. Коррозиядан жəне тотығудан бөліктерді қалпына келтіру үшін жүзеге асырылады, беткейлер мен құралдарды жұмсақ дəнекерлеуге арналған құралды дайындайды, сондай-ақ, балбитпен сырғанау мойынтіректерінің шөгінділеріне құю алдында қолданылады. Дайындау алдында, дайындау бөлігінің беті мұқият тазаланып, май жағылады. Ластанудан жəне коррозиядан бетін тазалау механикалық түрде (сыпырғыш щеткалар немесе егеу көмегімен) жəне химиялық жағынан, 25% ерітіндідегі тұз қышқылының ерітіндісінде, бөренелердің беттерін ылғалдандыру жəне олардан тотықты пленкаларды алу үшін жүзеге асырылады. Механикалық тазалаудан кейін, бөшкелер қайнаған 10% каустикалық сода ерітіндісінде, содан кейін суда жуылады.
Тікелей тазалауға кіріспес бұрын, дайындаманың бетінфлюспен жағады. Цинк хлориді флюс ретінде пайдаланылады, оның ерітіндісі щеткамен, киізден немесе паллиден жасалған бұйымға қолданылады. Содан кейін консервіленген бетон аммиак ұнтағына себіліп, қалайы немесе басқа қорытпа балқу температурасына дейін қызады, ол бетіне ұнтақ немесе кішкене бөліктер түрінде қолданылады. Тұтқаны немесе қалайыдан кейін, дайындау бөлігінің қыздырылған бетіне тиіп болғаннан кейін, ол еріп кетеді, ол бұрын пісіргенде немесе аммиак ұнтағына себілген зығыр матамен үгітіледі. Қолданылатын қорытпа өңдеуге арналған дайындаманың бетіне біркелкі бөлінуі керек. Дүңгіршектің бетін жабудың мұндай тəсілі тегістеу əдісі деп аталады. Өңделетін бет қалайы немесе қылшықпен жабылған болуы мүмкін, ал басқа əдіс - сіңіру болып табылады. Бұл жағдайда тазартылған жəне дəнекерленген қаптама мырыш хлориді ерітіндісімен ваннада, содан кейін балқытылған тұзды немесе қалайы бар ваннада шамамен бір минуттай толтырылады, жəне ваннада жатуы 2 . . . 3 минутқа созылады, содан кейін ол ваннадан алынады, жабынның таралуының біртектілігі жəне қабыршақтардың болмауынатексеріледі.
Әдетте, ұнтақтарды дəнекерлейтін шам арқылы қыздырады.
Қалайылау кезіндегі қауіпсіздік ережелері. Қалайылау кезде келесі қауіпсіздік ережелерін сақтау қажет:
- Қалпына келтіру процесіне байланысты барлық жұмыстар брезент қолғаптарында жүргізілуі тиіс.
- Қалпына келтіру кезінде барлық жұмыстар сорзатын қалпақ астында немесе жақсы желдетілетін бөлмеде жасалуы керек.
- Тотығу қышқылы ерітіндісін дайындағанда, бүркемелеуді болдырмау үшін əрдайым қышқылды суға құйып қою керек.
- Кернеу шамымен жұмыс істегенде тыйым салынады:Қорғайтын кірпіш экрансыз дəнекерлейтін шамды оттауға; Шамрезервуарына шамадан тыс ауа беруге; Басқару клапанын жаппас бұрын шамды ашуға. Резервуардағы ауаны лампа сөнгеннен кейін жəне оттық салқындағаннан кейін ғана босатыңыз.
- Жұмысты аяқтағаннан кейін қолыңызды сабынмен мұқият жуыңыз.
Желімдеу - бұл дайындамаларды тікелей бекітуге қабілетті қабаттың жұғу беттерінің арасында арнайы зат (желім) енгізіп, дайындамалардың тұрақты қосылыстарын алудың заманауи тəсілі. Желімдеудің маңызды артықшылығы - əртүрлі материалдардан қосылу мүмкіндігі. Желімдеу кезінде, ішкі кернеулердің пайда болуына жəне дайындамалардың деформациясына жол бермеуге болады. Желім түйіспелерінің кемшіліктері жылу қарсылығының төмендігі (100 ° C- тан төмен), жылжу үрдісі (байланыстырылған біліктің бір бөлігін екінші жаққа ауыстыру), шиеленісті күштердің ұзақ əсерімен, сондай- ақ, желімнің полимерленуі үшін ұзақ уақыт ұстау уақыты болып саналады. Байланыстыру металдан жасалған, металл емес жəне металл емес блоктарға (құбырларды қоса), тығыздағыштар мен қабықшаларды толығымен қосуға, бекітілген қондырғыларды қалпына келтіруге жəне бекітілген тұрақты буындардың құрылуымен байланысты бірқатар басқа жұмыстарға қолданылады.
Қосылатын материалдардың барлық түрлері мен желімдердің барлық түрлерінің желімдеу процесі, əдетте, келесі сатылардан тұрады:
- беттерді байланыстыру үшін дайындау;
- желімді дайындау;
- жабысатын беттерге желім қолдану;
- қолданылатын желімнің əсер етуі;
- біріктірілген (желімделген) жұмыс бұйымдарын жинау;
- белгілі бір температурада жəне қысымда байланыс орнату;
- жабынды желімнен тазалау;
- желімделген буындардың сапасын бақылау.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz