Ілгерілемелі қозғалыс механизмдерінің бағыттауыштары: түрлері, конструкциясы, әрлеу және бақылау әдістері

БАҒЫТТАУЫШТАРДЫҢ ТАҒАЙЫНДАУЫ МЕН ҚҰРЫЛЫМЫ
7. 1.
Ілгерілемелі қозғалыс кезіндегі механизмнің қозғалмалы бөлшектері жылжитын қабаттарды бағыттауыштар деп атайды. Бағыттауыштар көбінесе корпустық детальдарда орналасады, мысалы токарлық білдектің суппорты тұғырдағы бағыттауыштарда жатады.
Машинаның тағайындауына байланысты бағыттауыштардың формалары мен құрылымдары əр түрлі болады. Бағыттауыштар қозғалмалы бөлшектердің көлденең, тік жəне еңіс бағыттарда жылжуы үшін қызмет етеді. Әдетте машиналарда əр түрлі профильдегі саны екіден кем емес бағыттауыш болуы тиіс. Мұндай тəсіл атқарушы тармақтың жабдықтың бастапқы деталіне қатысты қозғалысын сенімді қамтамасыздандырады. Бағыттауыштар базалық детальмен бірыңғай тұтас немесе механизмді құрастыру процесінде бастапқы детальға орнатылатын жапсырма бағыттауыштар түрінде жеке де жасалуы мүмкін. Жапсырма бағыттауыштарды, атқарушы тармақтың бағыттауыштарымен жұптасқанда үйкелудің төменгі коэффициентін көрсететін жəне тозуға төзімділігі айтарлықтай жоғары материалдардан дайындайды (болат, гетинакс, капрон, винипласт, текстолит) . Болаттан жасалған бағыттауыштарды базалық детальға жасырын бастиегі бар бұрандалармен, ал пластикалық массадан жасалған бағыттауыштарды желіммен немесе пластмассалық сұққыштармен бекітеді.
Бағыттауыштардың əдеттегі жұмысы оларың туралығына, ұштастырылатын беттердің жағдайына жəне майлау құрылғыларының болуына байланысты.
Бағыттауыштардың дайындау дəлдігі мен олардың тозуға төзімділігі жабдықтың жұмыс істеу сапасына айтарлықтай əсер етеді. Қозғалмалы тармақтың қозғалмайтын тармаққа қатысты жылжығандағы үйкелу сипатына байланысты бағыттауыштарды сырғу, томалау, гидростатикалық жəне аэродинамикалық деп бөледі.
Сырғу бағыттауыштары. Сырғу бағыттауыштары (7. 1, а сур. ) құрастырымдылық шешімдерінің алуан түрлілігімен ерекшеленеді. Егер бағыттауыштардың қабаты дөңес болса, онда майлағыш нашар ұсталынады, сондықтан мұндай бағыттауыштарды атқарушы тармақтардың жылжу жылдамдықтары аз жағдайларда қолданады. Алайда, дөңес бағыттауыштардың дайындалуы қарапайым, оның үстіне олардың қабаттарында жаңқа қалмайды, бұл бағыттауыштардың уақытынан бұрын тозу мүмкіндігі бар екендігін екертеді.
Көлденең қимасы ойыс пішін түзетін бағыттауыштар, атқарушы тармақтарының жылжу жылдамдығы жоғары механизмдерде қолдануға көбірек жарамды, себебі майлағышты жақсы ұстайды, бірақ оларды жаңқа мен басқа да ластағыш материалдардың түсуінен мұқият қорғау қажет.
Қамтылушы

Қамтитын

Жазық Призмалық «Қарлығаштың құйрығы» Дөңгелек V-тəріздес
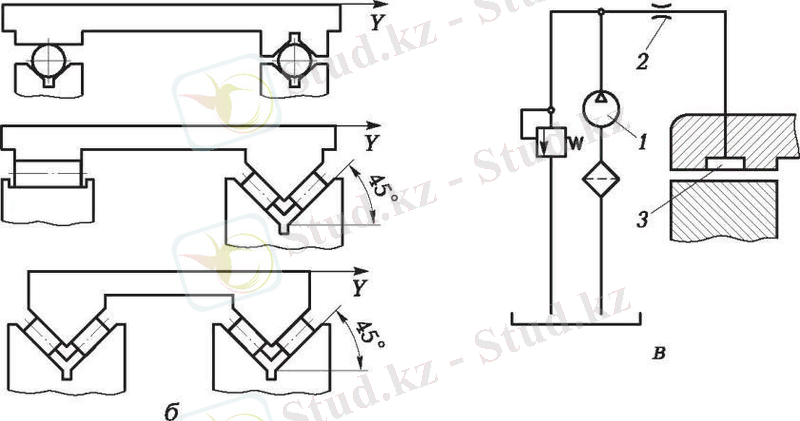
- . сур. Сырғу (а), томалау (б) бағыттауыштары жəне гидростатикалық тұйық бағыттауыштардың сызбасы (в) :1 - сорғыш; 2, 3 - каналдар
БАҒЫТТАУЫШТАРЫ БАР ТАРМАҚТАРДЫ ҚҰРАСТЫРУЖазық бағыттауыштардың дайындалуы ең қарапайым болғанымен, олар майлағышты нашар ұстайды жəне оңай ластанады, бұл олардың қолданысын айтарлықтай шектейді.
Ілгерілемелі қозғалыс тармақтарының құрылымын жеңілдету мақсатында жазық жəне призмалық бағыттауыштардың қосындысы түріндегі құрама бағыттауыштарды пайдаланады. Кейбір жағдайларда салыстырмалы түрде дайындалуы мен пайдаланылуы қарапайым дөңгелек бағыттауыштарды қолданады.
Бағыттауыштардың көлденең қимасының пішіні тармақтың тағайындауына байланысты.
Жазық бағыттауыштарды (7. 1, а сурет. ) жылжу дəлдігіне қалыпты талаптар қойылғанда пайдаланады. Олар қарапайым дайындалады, майлағышты жақсы ұстайды, алайда призмалық бағыттауыштармен салыстырғанда саңылаудың орнын толтыру үшін аса күрделі құрылғыларды талап етеді.
Призмалық бағыттауыштарды жоғары емес жылдамдықтарда атқарушы тармақтардың көлденең жылжуы үшін қолданады. Мұндай бағыттауыштардың қимасы теңжақты немесе тең емес жақты трапеция болады. Призмалық бағыттауыштар атқарушы тармақтың дəл жылжуы мен жаңқаны жақсы кетіруді қамтамасыз етеді, өздігінен реттеледі. Тозу шамасына қарай саңылау жылжымалы тармақты түсіру есебінен толтырылады.
«Қарлығаштың құйрығы» түріндегі бағыттауыштар жылжу жылдамдықтары мен қашықтықтары жоғары емес жағдайларда көлденең, тік жəне еңіс жылжулар үшін пайдаланылады. Сыналар мен деңгейлерді пайдалану есебінен қол жеткізілетін реттеу қарапайымдылығымен ерекшеленеді, дайындалуы жеңіл. Майлау жағдайлары аса жағымды емес, сондықтан қажалу шығыны үлкен.
Дөңгелек бағыттауыштарды негізінен жоғары емес жылдамдықтарда тік жылжу үшін қолданады. Дайындалуы аса қарапайым. Жаңқа мен ластанулар жақсы жойылады.
V-тәріздес бағыттауыштарды жоғары жылдамдық пен жылжу дəлдігі қажет болғанда атқарушы механизмнің көлденең жылжуын қамтамасыздандыру үшін қолданады. Мұндай бағыттауыштар сырғу бағыттауыштарының барлығының ішінде майлаудың ең жақсы жағдайын қамтамасыздандырады.
Томалау бағыттауыштары . Томалау бағыттауыштарының ерекшелігі (7. 1, б сурет) , жылжымалы атқарушы тармақ пен базалық деталь арасында томалау денелері- айырғышқа салынған кішкене шарлар мен шығыршықтардың орналасуында болып табылады. Томалау бағыттауыштары жоғары дəлдікпен атқарушы тармақтың тез
жылжуы мен оның бекітілген жылжуларын жүзеге асыруға мүмкіндік береді.
Мұндай бағыттауыштар метал кесуші білдектерде (əсіресе жоғары дəлдікті) кеңінен қолданыс табады.
Кішкене шарлар немесе шығыршықтарды тұйық бғыттауыштар бойынша томалағанда, күші сырғу үйкелісінің күшінен айтарлықай аз томалау үйкелісі байқалады. Томалау бағыттауыштарын пайдалану үйкеліс коэффициентін төмендетуге мүмкіндік береді, осыған байланысты олардың тозуы сырғу бағыттауыштарын қолданғандағыға қарағанда біршама аз. Сонымен қатар, томалау бағыттауыштары айтарлықтай бірқалыпты қозғалысы қамтамасыздандырады, себебі оларды қолднғанда, сырғу бағыттауыштарына тəн жабысу əсері болмайды.
Гидростатикалық бағыттауыштар. Механизмнің атқарушы тармағының жоғары жылжу дəлдігі қажет болған жағдайда гидростатикалық бағыттауыштарды пайдаланады (7. 1, в сурет) . Бұл бағыттауыштарды дəлдікті білдектер мен атқарушы тармақтардың жоғары жылжу дəлдігі қажет бағдарламалық басқаруы бар білдектерді жиі қолданады. Ұштастырылатын бөлшектер арасында бірнеше микрометр қалыңдықтағы майлы қабаттың болуы арқасында түгелдей дерлік үйкеліссіз жұмыс жасайды, осыған байланысты гидростатикалық бағыттауыштардың ПӘК-і бірге тең десек болады (0, 99) .
Гидростатикалық бағыттауыштарды қолданғанда қозғалмалы тармақ, сорғыштан 1 арнайы 2 жəне 3 каналдар бойынша қозғалмалы жəне қозғалмайтын тармақтар арасындағы саңылауға қысыммен май беру есебінен пайда болатын майлы тығырық жастығында жылжиды.
Аэродинамикалық бағыттауыштар. Аэродинамикалық бағыттауыштарда ұштасатын қабаттар ұштасу аймағына қысылған ауа беру есебінен пайда болатын ауалық тығырық жастықпен бөлінген. Аэродинамикалық бағыттауыштар қысылған ауа беруді доғарғанда атқарушы тармақтың жылдам тоқтауын қамтамасыз етеді.
7. 2.
Бағыттауыштары бар тармақтар келесі техниклық талаптарды қанағаттандыруы тиіс:
- Бағыттауыш қабаттарында қажамалар байқалмауы тиіс.
- Бағыттауыштардағы майлау жырашықтары техникалық шарттарла көрсетілген белгілі бір жерлерде орналасуы тиіс.
- Бағыттауыштардың турашылдықтан ауытқуы 1000 мм ұзындыққа шаққанда 0, 01 . . . 0, 05мм арасында болуы тиіс.
- Бағыттауыштардың механизм тағайындауына байланысты параллельдіктен ауытқуы 1000 мм ұзындыққа шаққанда 0, 01 . . . 0, 05мм құрауы тиіс.
- Бағыттауыштардың перпендикулярлықтан ауытқуы 1000мм ұзындыққа шаққанда 0, 01 . . . 0, 02 мм аспауы тиіс.
- Бағыттауыштардың қабаттарының кедір-бұдырлылығының Ra параметрлері олардың соңғы өңдеуінен кейін келлесідей болуы тиіс:
- жалпы тағайындаудағы бағыттауыштар үшін - 1, 25 . . . 0, 63мкм;
- дəлдікті жабдық үшін- 0, 04 мкм.
- «Сырлануын» бақылағанда ұштасқан детальдардың жанасу тығыздығы 25х25 мм ауданға шаққанда 25 жанасқан дақтан аз болмауы тиіс.
- 0, 04 мм қалыңдықтағы қуыс бұрғының көмегімен жанасу тығыздығын анықтағанда ол бағыттауыштардың ұштасатын қабаттарының арасына кіруі тиіс.
Бағыттауыштары бар детальдар мен, олармен ұштасатын детальдар, əдетте өңделген түрде құрастыруға түседі жəне соңғы əрлеуді ғана (барлық жағдайларда емес) қажет етеді.
Слесарь-құрастырушының негізгі міндеті бағыттауыштарды қажетті дəлдікке жеткізу болып табылады. Оның үстіне, слесарь бағыттауыштары ба механизмді қатаң белгіленген қалыпта орнатуы тиіс.
Осылайша, ілгерілемелі қозғалатын бөлшектері бар құрастыру бірліктерінің монтаждау бағыттауыштардың қабаттарын əрлеу, ол бойынша ұштасатын детальдарды келтіру жəне байланыстағы саңылауларды реттеуді білдіреді.
Базалық детальдан жеке дайындалатын жапсырма бағыттауыштар ғана ерекшеленеді. Мұндай бағыттауыштарды қолданғанда олардың алдын ала тұғырға орнату талап етіледі, жəне содан кейін ғана əрлеу жəне келтіру жұмыстарын орындауға кіріседі.
Жапсырма бағыттауыштарды орнату. Жапсырма бағыттауыштарды орнатпас бұрын, бағыттаушы жəнекорпустық детальдардың жалғау өлшемдерінің сызба талаптарына немесе құрастырудың техникалық шарттарына сəйкестігін тексеріп алу қажет. Жалғау өлшемдерін бақылаудан кейін жапсырма бағыттауыштарда
алдын ала орталықтарын белгілеп ала отырып, бекіту бұрамаларына арналған тесіктер теседі.
Тесіктердің жоғары бөліктеріне бекіту бұрамаларының жасырын бастиектеріне арналған ойдымдауыш жасайды. Содан кейін жапсырма бағыттауыштарды қалыбын бұрандама қысқыш көмегімен тіркей отырып, корпустық детальға орнатады да, корпустық детальда бұрандаға арналған тесіктер теседі (бұл жағдайда алдын ала тесілген тесіктері бар бағыттауыштарды кондуктор ретінде қолданады) . Корпустық детальда тесіктерді тесіп, онда бұранда кеседі. Жапсырма бағыттауыштарды корпустық детальға орнатып, бұрамалармен бекітеді. Жапсырма бағыттауыштарды орнатқаннан кейін олардың турашылдықтан, параллельдіктен жəне жазықтықтан ауытқуын тексереді.
Бағыттауыштарды әрлеу. Слесарлық- құрастырушылық жұмыстарда бағыттауыштарды қыру əдісімен əлеу кеңінен қолданылады, себебі бұл əдіс бағыттауыш қабаттарының олардың ұзындығы мен пішіндеріне қарамастанең жоғары дəлдігін қамтамасыз етеді. Қысқа бағыттауыштары қыру əдетте қиындық туғызбайды, себебі дəстүрлі əдістерді қолдану арқылы жүзеге асады.
Ұзын бағыттауыштарды қырғанда тақтайлар мен сызғыштар қолданады, ал қыруды маяктар бойынша жүргізеді (7. 2 сур. ) . Маяктар бойынша қырудың мəні, бағыттауыштардың жұмыс қабаттарында тақтай 2 бойынша қадағалай отырып, бақылау тқтайларының өлшемінен бірнеше артық шағын аудан қырады. Қыру бақылауын
«сырлау» əдісімен жасайды. Қыруды орындағаннан кейін тақтай 2 бетіне бойлық, көлденең бағыттарда да көлбеуліктен ауытқуды көрсетпейтін деңгей 3 орнатады. Маяктарды 1 жəне 4 бағыттауыштардың екі ұшында да қырады.
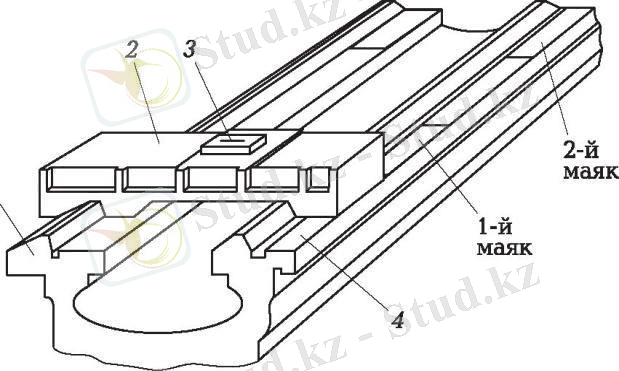
- . сурет. Бағыттауыштарда маяктар тесу сызбасы
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz