Құрастыру жұмыстарын автоматтандыру: тұжырымдама, технологиялық процестер мен даму перспективалары

АВТОМАТТЫ ҚҰРАСТЫРУДЫҢ ТЕХНОЛОГИЯЛЫҚ ПРОЦЕСТЕРІҚҰРАСТЫРУ ЖҰМЫСТАРЫН АВТОМАТТАНДЫРУ ТУРАЛЫ ЖАЛПЫ МӘЛІМЕТТЕР
12. 1.
Құрастыру жұмыстарын автоматтандыру, технологиялық процестерді механикаландыруда орын алатын, машиналарға, механизмдер мен аспаптарға тек атқарушы функцияларды ғана емес, сонымен қатар осы процестерді басқару функцияларын берумен байланысты. Технологиялық процесті автоматтандыру толық жəне толық емес болуы мүмкін. Өнеркəсіпте жеке тармақтарды жартылай автоматты жəне автоматты құрастыруды білдіретін, ал жалпы құрастырылуы қолмен жасалатын құрастырудың технологиялық процесінің толық емес автоматтандырылуы жиірек кездеседі. Жартылай автоматты жəне автоматты құрастыру автокөлік жəне құрал құрастыру, радиотехникалық өнеркəсіп секілді салаларда кең таралым тапты.
Құрастырудың технологиялық процестерін автоматтандырудың күрделілігі, оны ддайындау мен енгізуге айтарлықай қиындықтар əкеле отырып, алуан түрлі құрастырмалы жабдықтың үлкен номенклатурасын құру қажеттілігін туғызатын оның көп түрлілігімен байланысты.
Құрастырудың əр түрлі технологиялық процестеріне арналған құрастырушы жабдықтың номенклатурасын қысқарту мақсатында құрастырылушы тармақта пайдаланылатын деталь құрылымдары мен құастыру бірліктерінің технологиялылығымен тікелей байланысты осы процестерді типтеу қажет. Детальдар, құрастыру бірліктері мен механизмдерді жалпы олардың автоматтық құрастыру мүмкіндіктерін ескере отырып бағалау үшін əр түрлі критерийлерді қолданады. Бұл критерийлердің негізгілері құрастырылатын тармақтағы детальдар саны болып табылады (минималды болуы тиіс) . Детальдар саны көп күрделі бұйымдарды бір-біріне тəуелсіз жиналатындай 4-12 детальдан тұратын жеке функционалдық блоктарға бөлу қажет. Автоматты
құрастыруды енгізуді құрастыру бірліктеріне кіретін детальдарда жүйеленген құрылымдық элементтерді пайдалану жеңілдетеді. Сонымен қатар, ең қарапайым жұмыс қозғалыстарын қолданғанда қоззғалмайтын базалық детальға құрастыру бірлігіне кіретін барлық детальдарды орнату, сонымен қатар толық өзара ауыстырымдылық əдісі бойынша құрастыруды қамтамасыздандыратын құрастырылушы детальдардың өлшемдеріне шек орнату мүмкіндігі қарастырылуы қажет.
12. 2.
Автоматты құрастыруда басты түрде құрастырылушы бұйымдардың тұрақты номенклатурасымен сериялық, ірі сериялық жəне жаппай өндірісі жағдайында қолданылатын типтік технологиялық процестерді пайдаланған жөн болып табылады.
Автоматты құрастырудың типтік технологиялық процестерін дайындаудың негізі əр түрлі құрылымдық пішіндері мен өлшемдері бп детальдар мен құрастыру бірліктерін топтастыру болып табылады. Детальдар мен құрастыру бірліктерін құрылымдық жəне технологиялық сипаттары бойынша бөледі жəне соның негізінде оларды топтарға біріктіреді. Бұйымдардың əр тобы үшін құрастырудың технологиялық процесігің сызбасы мен автоматтандырудың типтік құралдарын таңдайды.
Автоматты құрастырудың технологиялық процестері мазмұны, құрастыру операцияларының орындалу жүйелілігі, қолданылатын автоматтандырылған жабдық пен технологиялық жабдықталу құрамы бойынша əр түрлі болуы мүмкін.
Автоматты құрастырудың технологиялық процесінде екі операция түрлерін бөледі: негізгі жəне қосымша. Негізгілерге ажырайтын (бұрандалық, кілтектік, оймакілтектік жəне т. б. ) жəне ажырамайтын (тойтарылатын, дəнекерленген, желімделген, жаншылғанжəне т. б. ) байланыстарды құрастыруға байланысты операциялар жатады. Автоматты құрастырудың қосымша операцияларына детальдарды құрастырғыш жабдыққа беру, олардың байланысты орындауға қажетті қалыпта бейімделуі, жұмыс аумағына беруді жатқызу қажет.
Автоматты құрастырудың типтік технологиялық процесіне мыналар кіреді:
- Құрастыруға келетін детальдарды жүктеу құрылғысына жүктеу;
- Детальдардың жүктеу құрылғысында алдын ала кеңістіктік бейімделуі;
- Құрастыру аумағына жиналатын детальдарды құрастырылушы детальдардың базалануы мен олардың бір-біріне қатысты бейімделуін қажетті дəлдікпен қамтамасыздандыратын құрылғыға беру;
- Құрастырылушы детальдардың қажетті қалыпта байланысуы мен бекітілуі;
- Құрастыру сапасын бақылау;
- Құрастыру бірлігін келесі операцияға тасымалдау немесе оны шешу.
ҚҰРАСТЫРУ ЖҰМЫСТАРЫН АВТОМАТТАНДЫРУҒА АРНАЛҒАН ТЕХНОЛОГИЯЛЫҚ ЖАБДЫҚАвтоматты құрастыруға келетін детальдарды бейімдеу үш кезеңнен тұрады: алдын ала (жүктеу құрылғысында), аралық (жүктеу құрылғысынан құрастыру аумағына детальдарды беретін қуаттандырғышпен жүзеге асырылады) жəне соңғы (автоматты құрастыру процесінің басында құрастыру позициясында) .
Автоматты құрастыру процесінде жүктелетіндер ретінде екі құрылғы типтерін пайдаланады: оқжатарлық жəне бункерлік. Оқжатарлық құрылғыларда детальда араларында аралықтарымен немесе аралықсыз қатармен орналасады, ал бункерлікте- басқылай.
12. 3.
Бұйымдардың құрылымдық ерекшеліктері мен оларды құрастырудың технологиялық процесінің ерекшеліктері құрастырымдылық автоматты жабдықтың құрылымдық шешімдерінің саны көп болуына əкеледі. Мұндай жабдық бір жəне көппозициялыққа бөлінеді.
Бірпозициялық құрастыру жабдығы. Егер автоматтандырылған жабдықтағы құрастыру операциялары базалық детальдың жылжуынсыз жүргізілсе, онда мұндай жабдықты бірпозициялық деп атайды. Бірпозициялық жабдықта, əдетте екі-үш жетальдан тұратын бұйымдарды құрастыруға болады. Жабдықтың бұл типіне механикаландырылған қондырғылар, жартылай автоматтар жəне
автоматтар жатады. Бірпозициялық жабдық құрылымы бойынша қарапайым жəне жұмыс істеуде сенімді, бұл оның құрастыру процесінде кеңінен қолданылуын түсіндіреді.
Механикаландырылған қондырғыларды шағын сериялық жəне бірліктік өндіріс жағдайларындағы құрастыру процестерін механикаландыру үшін пайдаланады. Жабдықтың бұл түрлеріне баспақтар, стационарлық сомын жəне шпилька-бұрағыштар, гидравликалық қапсырмалар жəне басқа да құрылғылардың қатары жатады.
Бірпозициялық құрастыру жартылай автоматтарын қолданғанда негізгі жұмыс əрекеттері (құрастыру) автоматты орындалады, ал базалық жəне оларға қосылатын детальдарды орнату қолмен жүзеге асырылады.
Көппозициялық құрастыру жабдығы. Көппозициялық жабдықты төрт типке бөліге болады:
- Дискреттік əрекеттегі, мұнда құрастыру операциялары базалық детальды жылжытатын тасымалдаушы құрылғыны тоқтату кезінде орындалады;
- Шектеулі- үзілістік əрекеттегі, мұнда құрастырылушы детальдар қозғалыста болады, ал жұмыс органдары қозғамайды немесе қозғалмайтын базаға қатысты шектеулі жылжиды;
- Үздіксіз əрекеттегі, ұнда барлық жұмыс операциялары базалық деталь мен автоматтық жабдықтың жұмыс органлары үздіксіз қозғалғанда орындалады;
- Үздіксіз- дискреттік əрекеттегі, мұнда жұмыс операциларының бір бөлігі тасымалдаушы органның тоқтауы кезінде жүзеге асады, ал бір бөлігі- оның қозғалысы кезінде. Көппозициялық құрастыру жабдығына механикаландырылған,
автоматтандырылған жəне автоматты құрастыру жолақтары кіреді.
Механикаландырылған құрастыру жолақтары - бұл құрастыру операцияларының негізгі бөлігі механикаландырылғн құралдар мен жабдықтарды пайдалану арқылы орындалатын жолақтар. Құрастырылушы құрастыру бірлігі бір жұмыс позициясынан екіншісіне конвейер көмегімен ауысады. Құрастырылған бұйымды шешу қолмен орындалады.
Автоматтандырылған құрастыру жолақтары - бұл құрастыру операцияларының негізгі бқлігі жартылай автоматты жəне автоматты жабдықты қолдану арқылы жүзеге асатын, ал қалған құрастыру операциялары, əдетте механикаландырылған құрал мен
жабдықты пайдалану арқылы орындалады. Құрастырылуы бойынша автоматтандырылған көппозициялық жабдық конвейерлік немесе роторлық типті болады.
Роторлық типті жабдықты онға дейінгі деталі бар бұйымдарды құрастырғанда пайдаланады. Егер құрастыру бірлігіндегі детальдар саны бұл мөлшерден артық болса, онда конвейерлік типті жабдықты қолданған жөн.
Автоматты құрастыру жолағы - бұл адамның қатысуынсыз құрастыру процесін жүзеге асыруға мүмкіндік беретін негізгі, қосымша жəне көтергіщ-транспорттық жабдықтың кешені.
Көппозициялық құрастыру жабдығы базалық детальдің бір құрастыру позициясынан басқасына ауысуын қамтамасыздандыратын транспорттық құрылғылармен жабдықталған.
Құрастыру операцияларының синхрондалу дəрежесі бойынша автоматты жолақтарды синхронды, синхронды емес жəне аралас деп бөлуге болады.
Синхронды құрастыру жолақтарын ірі көлемді бұйымдарды құрастыруда жаппай өндіріс жағдайларында пайдаланады. Мұндай жолақтарда құрастыру бірлігі бір құрастыру позициясынан екіншісіне белгілі бір уақыт интервалымен біртіндеп жылжиды. Синхронды автоматты жолақтарда операцияаралық бітемелер жоқ, бұл тіпті бір механизм іштен шыққанда жолақ жұмысын тоқтатуғ əкеледі.
Синхронды емес автоматты жолақтар құрастырылушы бұйымдары бар құрал-серіктер орналасатын тұйық транспортерден тұрады. Құрал-серіктер транспортермен қатаң байланыспаған. Бұл, қажет болған жағдайда операцияаралық бітемелер жасауға мүмкіндік береді. Синхронды емес жолақтарды синхрондыға қарағанда бірнеше артықшылықтары бар:
- Жұмыс позициялары арасында бірнеше құрал-серіктердің болуы құрастыру жабдығының жеке бірліктерінің мəжбүрлі тоқтап қаллуларының орнын өтеуге мүмкіндік береді;
- Қолдық жəне автоматты құрастыру опеерацияларын біріктіру мүмкіндігі;
- Автоматты жолаққа жұмыс циклы жолақтың жұмыс циклынан ерекшеленетін жабдық енгізу мүмкіндігі;
- Әр түрлі құрылымдағы бұйымдарды құрастыруға айтарлықтай жеңіл жүзеге асырылатын жолақ сынауы.
Аралас құрастыру жолақтарына қандай да бір дəрежеде синхронды жəне синхронды емес жолақтардың аудандары кіреді.
Икемді өндіріс жүйелері жəне құрастыру орталықтары. Икемді өндіріс жүйелерін (ИӨЖ) құруға қажетті шарттар мыналар болып табылады:
- Сандық бағдарламалық басқаруы (СББ) бар автоматтандырылған құрастыру жабдығының болуы;
- Микропроцессорлық техника көмегімен басқарылатын автоматтандырылған транспорттық құрылғылар мен материалдар, детальдар жəне құрастыру бірліктерінің автоматты қоймаларының болуы.
ҚҰРАСТЫРУ ПРОЦЕСТЕРІН ӨНЕРКӘСІПТІК РОБОТТАРДЫ ҚОЛДАНУ АРҚЫЛЫ АВТОМАТТАНДЫРУИӨЖ құрастыру жəне көмекші жабдық құрылымының модульдік принципі тəн. Мұндай жүйелердің ерекшелігі технологиялық икемділік болып табылады, бұл ларды кез келген өндіріс типінің жағдайларында пайдалануға мүмкіндік береді.
Жаппай өндіріс жағдайларында ИӨЖ синхронды құрастыру жолақтарымен салыстырғанда еңбек өнімділігінің 50 . . . 60% өсуін қамтамасыздандырады.
Шағын сериялық өндіріс жағдайларында ИӨЖ пайдалану құрастыру өндірісінің механикаландыру мен автоматтандыру құралдарымен жабдықталуын тиімді жүзеге асыруға, құрастырушылардың кешенді-механиклаанырылған жұмыс орындарын жасауға, барлық қойма-құрастыру-сынау-орнау циклы бойынша технологиялық кешендерімен құрастыру аудандары мен цехтар жасауға мүмкіндік береді.
Құрастыру орталықтары құрастыру құралын ауыстыруға, құрастырылушы детальдарды беруге жəне құрастыру жұмыстарын жүзеге асыруға арналған манипулятормен жабдықталған кең əмбебап тағайындауы бар қондырғыны білдіреді. Құрастыру орталықтаы көп детальдан тұратын əр түрлі типтегі бұйымдарды құрастыруды қамтамасыздандырады, икемділігі мен əмбебаптылығы жоғары.
12. 4.
Роботтардың топтастырылуы. Тағайындауына байланысты роботтарды екі топқа бөледі: өндірістік жəне транспорттық.
Негізгі технологиялық процестерді жүзеге асыратын өндірістік роботтарды , əдетте сəйкес құралдармен немесе құрылғылармен жабдықтайды.
Транспорттық роботтар дайындамалар мен детальдардың операцияаралық жылжуын жүзеге асырады, дайын бұйымдарды береді жəне қаттайды, мысалы құрастыру жолағының соңында дайын бұйымдарды контейнерлерге немесе түқоймаларға салады. Кейбір жағдайларда транспорттау бойынша көмекші операциялармен қатар транспорттық роботтар негізгі технологиялық операцияларды да орындй алады, осыған ұқсас өндірістік роботтарды жиі белгілі бір транспорттық операцияларды орындауға бейімделген етіп дайындайды.
Бұл роботтар кластарының əрқайсысы арнайы немесе əмбебап болуы мүмкін.
Әмбебап роботтар негізгі де, көмекші де операцияларды орындайды.
Арнайы роботтар жеке операцияларды, мысалы сомындарды бұрауды орындауға арналған.
Өнеркəсіптік роботтардың негізгі параметрлері. Өнеркəсіптік роботтардың технологиялық мүмкіндіктерін анықтайтын негізгі параметрлерге мобильділік, жүк көтергіштік, жұмыс органларының еркіндік дəрежелерінің саны, позициялау дəлдігі, жұмыс аумағы, басқару жүйесінің типі жатады.
Мобильділік - роботтың кеңістікте қозғалу қабілеті.
Технологиялық жабдық тобына қызмет көрсете алатын стационарлық жəне қозғалмалы роботтарды бөледі, мысалы конвейермен біріктірілген.
Жүк көтергіштік - робот жасай алатын жүктің максималды массасы. Бұл параметр роботтың кез келген қалыпта жұмыс органдарымен дамитын ең үлкен күшпен сипатталады.
Жұмыс органдарының еркіндік дәрежелерінің саны - роботтың қозғалысын сипаттайтын параметр.
Позициялау дәлдігі - берілген массадағы бұйымдардың қарастырылған қалыпқа көп рет ауысуында жұмыс органларының дəлдік дəрежесін анықтайтын параметр.
Позициялау дəлдігіне жұмыс органдарының жүк көтергіштігі, құрылымы мен кинематикасы, жетек типі мен басқару жүйесі əсер етеді. Позицилау дəлдəгəне қатысты жоғары талаптарды қысу, жоғары
дəлдікті байланыстарды құрастыру секілді құрастыру операцияларына қызмет көрсетуге арналған құрастыру роботтарына қояды.
Жұмыс аумағы - роботтың қарастырылған қозғалыстардың барлық түрлерін жасағанда жұмыс органының алатын кеңістігін сипаттайтын параметр.
Өнеркәсіптік роботтарды бсқару жүйесі олардың жұмыс органдарының берілген параметрлер бойынша операцияларды орындауының логикалық жүйелілігін қалыптастыруды жүзеге асырады.
Өнеркəсіптік роботтардың құрылғылары. Типі мен ьағайындауына қарамастан өнеркəсіптік робот механикалық бөлік пен басқару жүйесінен тұрады, онда жад жəне логика блоктары мен басқару пульты кіреді.
Өнеркәсіптік роботтың механикалық бөлігі . Механикалық бөліктің құрылымы роботтың тағайындауына, еркіндік дірежесінің санына, жетектік құрылғылар типіне, басқару жүйесіне байланысты. Роботтың механикалық бөлігі (12. 1сур. ) негізге 1 орнатылатын тұғырдан 3 жəне бір немесе бірнеше иінтіректі-қарпығыш құрылғылардан 2 тұрады. Иінтіректі-қарпығыш құрылғы- қайтпалы- ілгерілемелі жəне айналмалы қозғалыстар жасай алатын роботтың негізгі органы. Иінтіректі-қарпығыш құрылғыларды шартты түрде құрылымы, жетек типі, орналасуы жəне т. б. бойынша топтастыруға болады. Мысалы, құрылымына байланысты иінтіректі-қарпығыш құрылғылар стационарлы, суырмалы, телескопиялық, топсалы жəне порталды болуы мүмкін.
- сурет. Өнеркəсіптік роботтың
мехаикалық қозалыстар:
бөлігі жəне негізгі
1 - негіз; 2 - иінтіректі-қарпығыш құрылғы; 3 - тұғыр
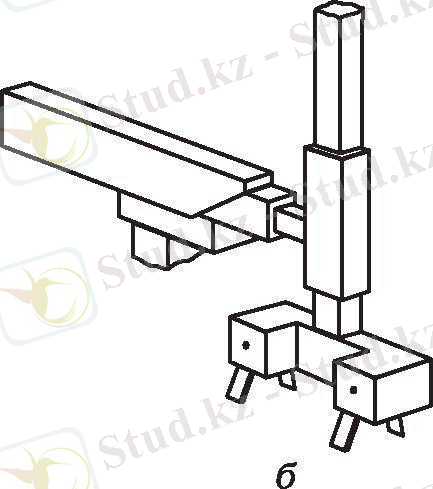
Иінтіректі-қарпығыш құрыдғының еркіндік дəредесінің бірдей санына əр түрлі қайтымды-ілгерілемелі жəне айналмалы қозғалыстардың есебінен қол жеткізуге болтындығын ескергеніміз жөн. Мысалы, иінтіректі-қарпығыш құрылғының еркіндігінің үш дəрежесі келесі қозғалыс жиынтықтарында қамтамасыздандырылады:
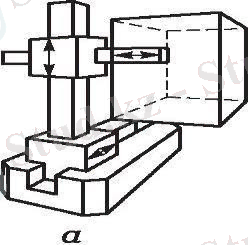
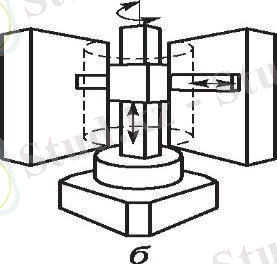

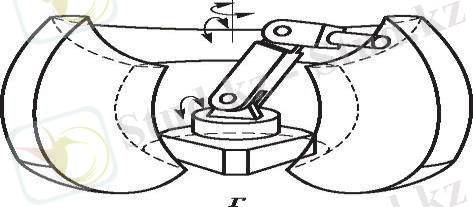
- сурет. Роботтың иінтіректі-қарпығыш құрылғысының еркіндік дірежесінің бірдей саннда жəне жылжуды есептеу координаталарының түрлі жүйелеріндегі мұмкін қозғалыстары:
а-г - сəйкесінше тікбұрышты, цилиндрлік, полярлық жəне сфералық координаталар жүйесі
үш қайтымды-ілгерілемелі (12. 2, а сур. ) ; екі қайтымды ілгерілемелі жəне бір айналмалы (12. 2, бсур. ), бірқайтымды- ілгерілемелі жəне екі айналмалы (12. 2, в сур. ), үш айналмалы (12. 2, г сур. ) .
Өнеркəсіпік роботтардың көптеген бөлігі 3-5 еркіндік дəрежесі бар иінтіректі-қарпығыш құрылғылармен жабдықталған.
Жұмыс органы қозғалатын координаталар жүйесінің типі еркіндік дəрежесінің санымен қатар қызмет көрсетілетін кеңістіктің аумағына айтарлықтай əсер етеді. Егер бір еркіндік дəрежесі бар қарпығыш құрылғысы бар роботтың қызмет көрсету аумағын бірге тең деп қабылдаса, онда роботтың сол жағдайлардағы қызмет көрсету аумағы мынаны құрйды: цилиндрлік жүйеде-9, 6; полярлы жүйеде-29, 7; сфералық жүйеде-87, 2.
Өнеркәсіптік роботтың қарпығыш құрылғылары . Өнеркəсіптік роботтардың қарпығыш құрылғыларының өлшемдері мен пішіні, тасымалданатын детальдарының массасымен, пішінімен, көлемдік өлшемдерімен жəне материалымен анықталады.
Қарпығыш құрылғылар механикалық, вакуумдық, электрмагниттік, иілгіш камералары бар болады.
Механикалық қарпығыш құрылғылар екі, үш жəне төрт нүктеде қысуды жүзеге асырады. Механикалық қарпығыш құрылғының негізгі элементі құрылымы көбінесе ұстағыш детальдардың құрылымына байланысты тұрақты немесе ауыстырмалы қысқыш еріншелер болып табылады (12. 3сур) .
Бір жетекте көбінесе екі бірорындық (12. 4, а сур. ), немесе бір қосорындық (12. 4, б сур. ) қарпығыш құрылғыны монтаждайды. екі қосорындық қарпығыш бір немесе екі жетекте құрастырылуы жəне тəуелсіз қозғалыста болуы мүмкін (12. 4, в сур. ) .
Вакуумдық қарпығыш құралдардың құрылымы қарапайым, массасы үлкен емес, жүктеу байланыстың барлық қабаты бойынша біркелкі таралады. Кей жағдайларда мұндай қарпығыш құрылғылар бір уақытта детальдарды орталықтандыруды қамтамасыздандырады. Вакуумдық қарпығыш құралдарды кез келген материалдан жасалған күрделі емес пішіндегі детальдарды ұстап тұру үшін пайдалануға болады, бірақ олардың қызмет ету мерзімі салыстырмалы түрде ұзақ емес. Вакуумдық қарпығыш құрылғылардың негізгі элементтері- резина немесе пластмассалық сорғыштар жəне вакуум түзуге арналған механизм. Вакуум түзудің ең қарапайым жəне жиі қолданылатын əдісі эжекторларды қолдану болып табылады.

- сурет. Цилиндрлік (а), шарлық (б), ішкі (в) жəне жазық (г) қабаттарға арналған қарпығыш еріншелер


- сур. Көпорындық қарпығыш құрылғылар:
а - бір жетекте жасалған екі бірорындық; б - қосорындық; в - екі жетекте жасалған екі қосорындық
оның үстіне бұл жағдайда кесу зауыттық орталықтандырылған желіден келетін қысылған ауаның есебінен алынуы мүмкін. Эжектордың негізгі деталі кіші диаметрлі түтікшелер дəнекерленген үшайыр болып табылады.
Электрмагниттік қарпығыш құрылғыларды магнитттік қасиеттері бар түрлі металдар мен балқытпалардан жасалған кез келген құрылымдағы детальдарды ұстап тұру үшін қолданады. Тағайындауы бойынша электрмагниттік қарпығыш құрылғылар вакуумдыққа ұқсас, бірақ құрастырылымы бойынша қарапайымдау жəне қызмет ету мерзімі ұзақ.
Электрмагниттік қарпығыш құрылғылар вакуумдық қарпығыш құрылғылардың көмегімен қарпу жəне үста тұру мүмкін емес немесе қиын, фасондық, дөңгелек, қабырғалы, жəне торлық қабаттары бар детальдарды ұстап тұруға қызмет ететін жəне жалпы рамада орнатылған қарапайым материалдардан тұрады.
Иілгіш камералары бар қарпығыш құрылғылар күрделі пішінді жəне массасы үлкен емес детальдарды қарпу, ұстап тұру жəне тасуға арналған. Мұндай құрылғыларды əсіресе нəзік материалдарды тасығанда пайдаланған тиімді. Иілетін жəне созылатын иілгіш камералары бар қарпығыш құралдар болады. Иілетін иілгіш камерасы бар қарпығыш құрылғы (12. 5, а сур. ) күрделі пішінді детальдарды сыртқы қабатынан қарпуға арналған. Құрылғының корпусында
пневматикалық приводымен патрубкамен 3 жалғанған базалайтын призмалар 1 жəне екі иілгіш камералар бекітілген.

- сур. Иілетін (а) жəне созылатын (б, в) камералары бар қарпығыш құрылғылар:
1 - базалаушы призма; 2 - иілгіш камера; 3 - жалғама құбыр; 4, 5 - корпустар; 6 - сомын; 7 - сақина; 8 - тығын
Камераларды профилі бойынша ауыспалы қатаңдығы болатындай етіп жасайды. Иілген кезде камералар ұсталып тұрған детальдарды оның бекітілуін жүзеге асыра отырып базалық призмаға қыстырады. Призмалардың орналасу биіктігі реттелуі мүмкін.
Созылатын иілгіш камералары бар қарпығыш құралды детальдарды сыртқы немесе ішкі диаметрі бойынша қарпуға пайдаланады. Құрылғы келесі түрде жұмыс істейді: қысылған ауа корпустағы 5 тесік арқылы кіреді, сонымен қатар иілгіш камераның рөлін орындайтын втулка 8 үрленеді де детальды ішкі (12. 5, б сур. ) немесе (12. 5, в сур. ) диаметрі бойынша ұстап қалады.
Автоматты құрастыруға арналған детальдарға қойылатын талаптар. Өнеркəсіптік роботтарды пайдалана отырып құрастыру процесін автоматтандыру мақсатында, автоматты құрастыруға арналған детальдар, бірнеше жалпы талаптарды қанағаттандыруы тиіс:
- Детальдарды жасау сапасы сызба талаптарына немесе техникалық шарттарға сай болуы қажет;
- Детальдардың құрастырылымы беріліс магазинінен шығарда бір-біріне ілінісу мүмкіндігін болдырмауы қажет;
- Детальдардың құрастырылымдарына жүздер, конустар, бунақтар жəне басқа да орталықтандырғыш элементтер қарастырылуы тиіс;
- Жалғануларда нəзік жəне басқа да жеңіл деформацияланатын материалдар қолданылмауы қажет.
Бұйымдар мен құрастыру бірліктеріне қойылатын талаптар. Өнеркəсіптік роботтардың көмегімен құрастыруға келетін бұйымдар немесе құрастыру бірліктері келесі талаптарды қанағаттандыруы тиіс:
- бұйымдар бір біріне тəуелсіз құрастырылу мүмкіндігін қамтамасыздандыратын өзара ауыстырылатын аяқталған құрастыру бірліктерінен тұруы қажет;
- толық өзара ауыстырылу əдісі бойынша құрастыру мүмкіндігі қамтамасыздандырылуы қажет;
- ұштасатын қабаттар мен жалғау түрлері минималды болуы қажет;
- құрастыру бірліктерінің жалғану орындары байланыс сапасын бақылауға мүмкіндік беруі қажет;
- құрастыру процесінің қосымша келтіру немесе реттеу операциялары болмауы қажет;
- жүйелі құрастыру мүмкіндігі қамтамасыздандырылуы қажет, яғни тармақтың басқа детальдары жүйелі жалғанатын базалық детальдың болуы.
Өнеркəсіптік роботтарға қойылатын талаптар. Құрастыру процесінде позициялау, детальдарды қарпу жəне орнатуда кеткен қателіктердің орнын толтыру қажет болғандықтан, құрастыру өндірісінде пайдаланылатын өнеркəсіптік роботтарға да белгілі бір талаптар қояды:
- Құрастыру роботтары өз əрекеттерін координаталардың цилиндрлік жүйесінде жүзеге асыруы тиіс;
- Роботтардың жұмыс аумағының өлшемдері құрастырудың технологиядлық процесін жүргізу үшін қолданылатын қосымша құрылғылар, құралдар мен жабдықтарды, сонымен қатар қарпығыш құрылғылары бар, беру құрарылғылары, құрастыруды бақылау құралдарын орналастыруды қамтамасыз етуі тиіс;
- Роботтың еркіндік дəрежесі үштен кем емес, сонымен қатар өзінің орын ауыстыруы жəне, сонымен қатарр құрастыру құралдарын ауыстыу есебінен қосымша еркіндік дəрежелерін алу мүмкіндігі болуы тиіс;
- Робот қарпығыш құрылғыларды жəне құрастыру құралдарын ауыстыру механизмімен жабдықталған болуы тиіс.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz