Құрастыру технологиясы: бөлшектерді дайындау, тазалау, технологиялық процестер, сапа бақылауы және қауіпсіздік

Құрастыру бөлшектерін дайындау, əдетте, сəйкес жұмыстардан, тазалаудан жəне жуудан тұрады.
Сәйкес жұмыс. Өндірістің дəлдігі бойынша құрастыруға келген бөлшектер əрқашан олардың буындарының дəлдігі мен сипатына негізделген талаптарға сəйкес келмейді. Сондықтан қосылудың дұрыстығын жəне қосылатын бөліктердің тиісті түйісуін қамтамасыз ету үшін қолмен немесе механикаландырылған құрал-сайман, арматура немесе тіркелген жабдықты пайдалану арқылы əртүрлі жұмыстарды орындау қажет.
Сəйкестік процесі екі кезеңге бөлінеді:
- əмбебап немесе арнайы өлшеу құралдарын пайдалана отырып, жинаққа жеткізілген бөліктердің геометриялық өлшемдері мен формаларының қателігін анықтау;
- материалдың қосымша қабатын алып тастау, қателік мəніне жəне түйісетін беттердің жарамдылық дəлдігіне мен кемшіліктеріне қойылатын талаптарға байланысты өңдеу əдісін таңдау.
Қайта өңдеу əдісін анықтау үшін 1. 1-кестедегі деректерді пайдалануға ұсынылады.
1. 1-кесте. Араластыру жұмыстарының əртүрлі түрлерімен қамтамасыз етілетін түйісетін беттердің кемшіліктері мен дəлдігі
Сəйкес жұмыс түрі
Rz, мкм
Ra, мкм
Дəлдік біліктілігі
Бұрғылау
25 . . . 10
-
10-13
Ұңғылау
25
6, 3
9 - 12
Таза ұңғылау
-
6, 3 . . . 0, 4
8 - 9
Сəйкес жұмыс түрі
Rz, мкм
Ra, мкм
Дəлдік біліктілігі
Өрістету
6, 3 . . . 0, 4
8 - 9
Жіңішке өрістету
3, 2 . . . 0, 1
6 - 7
Металдан тегістеу
1, 25
6 - 7
Жіңішке тегістеу
0, 63 . . . 0, 32
5 - 6
Тегістеу
3,
8 - 9
Металдан тегістей
6 - 7
Ысқылау
5 - 6
Егер сəйкес жұмыстардың орындалуы талап етілмесе, жинау бөлшектерін алғаннан кейін бірден май жəне кірден тазалаңыз. Монтаждау алдында бөлшектерді тазалау оның жоғары сапасы мен жинақталған механизмнің ұзақ уақыт жұмыс істемеуін қамтамасыз ететін жағдайлардың бірі болып табылады. Тазалау тек қана экструдталу үшін ғана емес, болашақта боялған немесе мырышталған болатындай бос беттерге де маңызды.
Тазалау. Тазалау, əдетте, механикалық түрде жүргізіледі жəне ластаушы заттарды, коррозияға қарсы майларды, тотығу өнімдерді, қабыршақтарды жəне т. б. кетіруді білдіреді. Тазалау құралы ретінде қырғыштар немесе қол жəне механикалық щеткаларды пайдаланылады. Бөлшектерді тазалау үшін шамалы ластанған болса, сығылған ауаны үрлеуді қолдануға болады. Сығымдалған ауа сығу немесе қылшақпен ластанғаннан кейін əрбір құрастыру жұмысына дейін шығаруға кеңес беріледі. Тесіктерді, ойықтар мен қуыстарды шаң, кір жəне алдыңғы механикалық өңдеуден жиі қалатын жоңқалардан тазалауға ерекше назар аудару керек. Сығымдалған ауаны иілгіш шланг арқылы сығылған ауаны орталық тарату жүйесіне арнайы ұшымен қосады (1. 1сурет, а) . Сығымдалған ауа сопло 3 көмегімен ашық клапан 2 арқылы жеткізіледі. Клапанның ашылуышүріппеге 1 басылған кезде жүзеге асырылады. Жарақаттардың алдын алу үшін сорғы ұшына арнайы шағылдырғыш орнатылады (1. 1 сурет, б) . Тазалап болғаннан кейін жинау алдында бөлшектерді шайып алу ұсынылады.
1. 1 сурет. Сығылған ауамен бөлшектерді үрлеуге арналған ұш:
a - ұш құрылғысы: 1 - шүріппе; 2 - клапан; 3 - сопло; б - ұшы бар шағылыстырғыш
Жуу. Бөлшектерді жуу бөлшектердің бетінен кішкене ластану мен майдың алынуын қамтамасыз етеді. Жуу кезінде арнайы жуғыш заттар қолданылады [8, б. 263-268] .
Бөлшектерді жуу бірнеше жолмен жүргізілуі мүмкін: химиялық, электрохимиялық, ультрадыбыстық, электрогидравликалық əсерді пайдалану арқылы.
Химиялық жуу арнайы жуу машиналарында жүзеге асырылады жəне келесі сатылардан тұрады (шартты түрде) :
- қозғалатын сұйықтық бөлшектерінің есебінен механикалық тазалау;
- дайындау бетін өңдеу;
- ластануды абсорбциялау;
- шаю.
Дайындаудың барлық бұйымдарға əсерлері бір мезгілде жүзеге асырылады. Тазалау сапасы тазалау ерітіндісінің құрамына қатты əсер етеді.
Мұндай еріткіштер органикалық еріткіштерді қолданылады: керосин, бензин, спирт, уайт-спирит, ацетон. Сондай-ақ, сілтілер мен синтетикалық беттік-белсенді заттардың су ерітінділерін пайдалануға болады.
Электрохимиялық жуу сұйық ағым бөлігінде механикалық жəне химиялық əрекеттермен, сондай-ақ катодты поляризациямен жүзеге асырылады. Электролит ваннаға арнайы орнатылған құбыр желісі арқылы жаңа электролит беру арқылы тазартуды күшейту үшін жылжытылады.
Ультрадыбыстық жуудың мəні жуу барысында ультрадыбыстық тербелістің қозғалуы болып табылады, нəтижесінде соққы толқындары ластаушы қабаттың қарқынды бұзылуын қамтамасыз етеді. Ультрадыбыстық тазалаудан кейін бөлшектер ыстық жəне суық сумен жуылады, содан кейін кептіріледі.
Импульстік ұшқын шығарындылар кезінде пайда болатын электр- гидравликалық әсерді қолданумен жуу қазіргі уақытта эксперименттік даму сатысында.
Жинауға келетін бөлшектерді тазалау жəне тазалау əдістерін таңдау ластанудың түрі мен қарқындылығына байланысты.
Ластанудың ең көп таралған түрлері:
- жол топырақты ластау. Бұл ластаушылар ұзақ мерзімді сақтау жəне тасымалдау бөлігінде пайда болуы мүмкін, оларда жолдың ластануы, өсімдік қалдықтары жəне мұнай-балшық шөгінділері болады. Мұндай ластануларды алдымен сым щеткалары мен шүберектермен алып тастайды, содан кейін аталған əдістердің бірімен жуады;
- майлау материалдарының қалдықтары. Бөлшектер бетінде пайда болатын майлағыштардың қалдықтары шүберекпен мұқият тазалауды талап етеді, жəне мұқият шаюды кажет етеді;
- лакты қабықшалар. Бұл ең жақсы мұнай қабаттарының жылу тотығуынан туындайтын көміртекті кендердің ерекше түрі. Бөлшектің қыздырылған бетіне жіңішке пленка түрінде түсетін мұнай, лак пленка үшін бастапқы материал ретінде қызмет ететін өте ұсақ көміртекті бөлшектерді (шамамен 1 мкм) шығара алады. Мұндай пленкалар бөлшектерді кейіннен механикалық тазалаумен еритін-эмульгирлеуші құралдарда жуу арқылы жойылады;
- түрпі жəне механикалық бөлшектер. Мұндай бөлшектер оларды өндіру процесінде пайда болады. Бұл қоспалар механикалық тазарту арқылы жойылады, содан кейін сығылған ауамен жəне жуу арқылы жойылады.
МАШИНАЛАРҒА ҚҰРАСТЫРУ БІРЛІКТЕРІНЕ ЖӘНЕ БӨЛШЕКТЕРІНЕ ҚОЙЫЛАТЫН ТАЛАПТАРЛастанудан басқа, бөлшектердің беттерінде металлдың химиялық жəне электрохимиялық бұзылуының нəтижесінде ұзартылған сақтау кезінде пайда болатын коррозия өнімдері болуы мүмкін.
Заманауи машиналық конструкциялардың алуан түрлілігіне қарамастан, машиналар мен қондырғылардан басқа бөлшектерге де жалпы талаптар қойылады. Машинаға қойылатын негізгі талаптарға келесілер жатады:
- өнімділіктің белгілі бір көлемдерге жəне жұмыс жылдамдығына сəйкестігі;
- белгіленген жұмыс жағдайында тиісті кепілдік мерзімін қамтамасыз ету, жоғары беріктігі мен сенімділігі;
- жұмыс кезінде ең аз еңбек жəне материалдық шығындарды қамтамасыз ету;
- тұтынушыға жеткізу ыңғайлылығы.
ҚҰРАСТЫРУДЫҢ ТЕНИКАЛЫҚ ҚҰЖАТТАМАСЫ ЖӘНЕ ТЕХНОЛОГИЯЛЫҚ ПРОЦЕСТІ ҚҰРУ НЕГІЗДЕРІҚұрастыру қондырғыларының конструкциясы жинауды, бөлшектеуді жəне салыстырмалы тозу бөліктерін ауыстыруды қажет етеді. Құрастыру қондырғысына енгізілген бөлшектер конструкциясында, өндірісте үнемді болуы керек, ең төменгі массасы жеткілікті беріктікке ие жəне пайдалану кезінде сенімді болуы керек. Бөліктің беріктігі материалды дұрыс таңдау арқылы қамтамасыз етіледі. Сонымен қатар, бөлшектерде арнайы материалдарды пайдалану арқылы беткі қабаттағы қатаю (қатайту, тығыздау, тойтару жəне т. б. ) арқылы жетуге жеткілікті тозуға төзімді болуы керек.
Конструкцияны бағалаудың маңызды критерийлерінің бірі оның ең жаңа конфигурациясының ең аз өңдеуі (мөртаңбалау, дəл құю, пішіндеу, дəнекерлеу, кесу), əртүрлі жинақтау қондырғыларындағы бөлшектерді біріктіру, бөлшектердің құрылымдық элементтерін стандарттау арқылы жаңа машинада қолдану арқылы қамтамасыз етіледі (ойықтар, пахтерлер), бұрын өндірісте игерілген бөлшектер мен жинақтардың жаңа машинада қолданылуы.
Құрастырудың технологиялық схемасы жинақтау операцияларын жүзеге асырудың кезектілігін жəне ерекшеліктерін
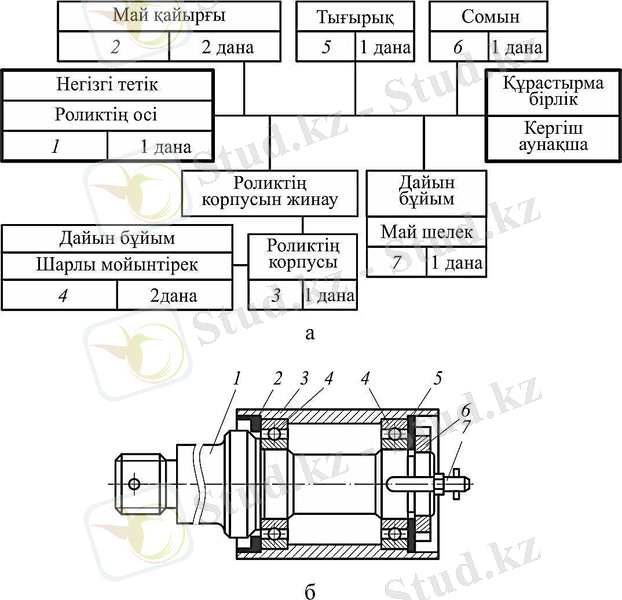
- сурет Сызба құрастыру құрастырма бірліктер
айқын көрсетеді. Бұл схеманы құрастырған кезде (1. 2 сурет, а) өнім бөліктерге бөлінеді (1. 2 сурет, б) . Әр элемент үш бөлікке бөлінген тіктөртбұрыш ретінде ұсынылады (1. 2 суретін қараңыз, а) . Тіктөртбұрыштың жоғарғы бөлігінде төменгі сол жақ бөлігінде - оның индексі (нобайдағы позицияның нөмірі) жəне төменгі оң жақ бөлігінде құрастыру бөлігіне кіретін бөліктердің атауы көрсетіледі.
Диаграммада негізгі бөлігі, құрастыру қондырғылары жəне дайын бұйымдар көрсетілуі тиіс.
Құрастырудың технологиялық сызбасы:
- диаграмманың сол жақ бөлігінде негізгі бөлікті (роликтің осі) барлық өнім жиналатын тіктөртбұрыш түрінде ұсынылады;
- сызбаның оң жағында, сондай-ақ тіктөртбұрыш түрінде жиналған өнім (кернеу роликі) көрсетілген;
- негізгі бөлікті жəне құрастырылған өнімді ұсынатын тіктөртбұрыштар тік сызық арқылы қосылады;
- бұл сызықтың үстіңгі жəне астыңғы жағында негізгі бөлікке жиналатын мəліметтер мен жинақтарды көрсетеді; бөліктерге жəне түйіндерге сəйкес келетін, негізгі бөлігінде орнатылған орнатылған.
Кез-келген түйін базалық бөлікте құрастырылған пішінде орнатылса (біздің мысалда - роликті корпус жинағы), онда диаграммада оны жинаудың кезектілігін көрсету керек. Алдын ала құрастырылған жинақтардың (мысалы, мойынтірек жəне майлаушы) өнімді пайдалану құрастыру диаграммасында да көрінуі керек.
Жоғарыдағы схемаға сүйене отырып, технологиялық, маршруттық жəне операциялық диаграммаларды құрастырудың технологиялық процесі жасалды.
Монтаждаудың технологиялық картасы - бұл өнімді дайындаудың бүкіл процесі, операциялары жəне олардың құрамдас бөліктері, материалдар, өндіріс жабдықтары жəне өндірісті дайындау үшін қажетті технологиялық режимдер, қызметкерлердің біліктілігі, уақыты жəне т. б. көрсетілетін технологиялық құжаттың нысаны.
Жинау маршрутының картасы - бұл операцияларды құрастыру жұмыс процесінің сипаттамасын қамтитын құжат. Әдетте, маршруттық карталарды шағын жəне бір өндірісте қолданылады.
Монтаж жұмыстарының парағы (1. 3-сурет) - бұл олардың өтуі туралы бөлімдерімен операциялардың егжей-тегжейлі сипаттамасын қамтитын құжат. Сериялық жəне жаппай өндірісте монтаждық операциялық диаграммалар əрбір құрастыру операциясы үшін бөлек əзірленеді.
Машина жасауда құрастыру процесі алдын ала жиналған тораптардан тораптық құрастыру жəне жалпы құрастыру бұйымдардан тұрады.
Кез-келген технологиялық процес келесі шарттарды қамтамасыз етуі тиіс:
- алдын ала белгіленген өнім сапасын алу;
- жоғары еңбек өнімділігі;
- аз жұмыс жəне материалдық шығындар;
- қоршаған ортаға минималды зиянды əсер.
ҰЙЫМДАСТЫРУШЫЛЫҚ ТҮРЛЕРІ МЕН ҚҰРАСТЫРУ ӘДІСТЕРІТехнологиялық процесс қол жетімді стандартты технологиялық процестер негізінде əзірленуі керек, олар жалпы жобалау жəне технологиялық ерекшеліктерге ие өнімдер тобын өндіру үшін қолданылатын технологиялық үрдістер болып табылады.
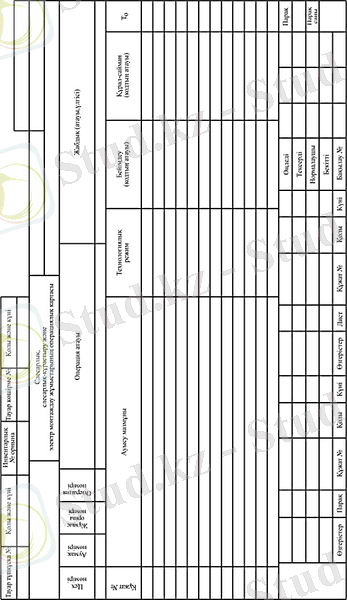
1. 3. сурет. Құрастырудың операциялық картасы
Технологиялық процесс өндірістік қауіпсіздік пен өндірістік санитария талаптарына толығымен сəйкес келуі керек.
Технологиялық процестің құрылысы өнімнің құрастыру сызбасын зерттеуден басталады. Суретті оқып жатқанда негізгі қондырғыларды (түйіндерді) бөледі. Негізгі назар оларды жинаудың өндірілуіне байланысты. Технологиялық конструкция болып өндірісті технологиялық дайындау жəне құрастыру үшін қажетті ең төменгі шығындары бар жоғары сапалы қондырғы мен бұйымды құрастыруға мүмкіндік беретін конструкцияны атайды. Орындалған талдаулардың негізінде əрбір монтаждау мен механизм тұтастай құрастыру диаграммасын құрайды. Монтаждау схемасына сəйкес қажетті технологиялық жабдық, құрал-саймандар мен құрал-жабдықтар таңдалып, технологиялық процестің бөлінуіне байланысты тетік құрастырудың технологиялық картасын жəне оның құрамдас бөліктерін құрайды. Жоғарыдағы технологиялық картаға сүйене отырып, құрастырудың жұмыс сызбалары əзірленеді.
Жинаудың ұйымдық формалары шығарылатын өнім көлемі, оның номенклатурасы жəне өндірістің кезеңділігі анықталған өндіріс түріне байланысты болады. Осы критерийлер бойынша өндірістің үш түрі бөлінеді: бірыңғай, сериялық жəне жаппай.
Бірыңғай өндірісте өндірілген өнімнің кең ауқымы жəне олардың шығарылымының төмен көлемі сипатталады. Өндірілетін өнімнің өлшеміне жəне дəлдігіне байланысты бір өндірістің жағдайында монтаждау немесе бөлшектеу немесе жинау жұмыстарын бөлшектеместен жүргізуге болады. Бірінші жағдайда құрастырушы құрастырылған машиналар мен қондырғылардың түрлеріне маманданады. Мамандандырудың маңызды шарты - жинақтау қондырғыларын, бөлшектерін, олардың құрылымдық элементтерін стандарттау, қалыпқа келтіру жəне біріктіру, сондай-ақ технологиялық жинау процестерін типтендіру. Бөлшектер мен қондырғылардың құрылымдары геометриялық өлшемдері, пішіндері жəне технологиялық сипаттамалары бойынша ұқсас болуы керек.
Әдетте, жеке өндіріс жағдайында құрастырушылардың жұмыс орындары бір-бірімен тікелей байланысты емес. Көптеген жағдайларда жеке қондырғыларын құрастыру машиналарды жалпы жинағаннан
əлдеқайда жылдам болады. Мұндай жағдайда жұмыс ұйымдастырудың негізгі түрі - бригадалық. Сонымен қатар, бригада ішінде жұмыс оның мүшелерінің біліктілігіне сəйкес бөлінеді.
Сериялық өндіріс мезгілді түрде қайталанатын партиялар (сериялар) арқылы шығарылатын өнімдердің шектеулі номенклатурасымен жəне өнімнің салыстырмалы түрде үлкен көлемімен сипатталады. Жиынтық өндіріс жағдайында құрастырудың тəн ерекшелігі - құрастыру процесін торап жинағына (бөлек монтаждық қондырғылар, агрегаттар, механизмдер) жəне жалпыға бірдей бөлу. Үлкен серияларды шығарған кездеқозғалмалы деп аталатын . Бұл жағдайда мамандандырылған жұмыс орындары монтаждау сызығының бойымен орналасқан, ал жиналған машина бір құрастырудан екіншісіне дейін жинау конвейерімен қозғалады. Жылжымалы құралыс кезіндежұмыс орындарының орналасуы əртүрлі болуы мүмкін.
Жаппай өндіріс тар шеңберлі номенклатурамен жəне ұзақ уақыт бойы үздіксіз өндірілетін өнімнің үлкен көлемімен сипатталады. Жаппай өндіріс жағдайында монтаждау процесі бір модельдік өнімді əрбір жұмыс орнына бір монтаждау операциясына бекіту арқылы сипатталады. Өндірістің бұл түрі үшін үздіксіз ағын деп аталатын жоғары ұйымдастыру формасы қолданылады. Монтаждау желісінде құрастыру өндірісінің ритмикалық сипаты жұмыс орындарын бөлшектер мен материалдармен бірдей ритмикалық түрде қамтамасыз етуді талап етеді, бұл механикаландырылған көлік негізінен транспортерлерді кеңінен пайдалану арқылы жүзеге асырылады. Монтаждау процесін ұйымдастырудың екі түрлі əдісі бар - жинау жұмыстарын бөлшектеу жəне бөлшектемеу.
Монтаждау жұмыстарын бөлшектемей ұйымдастыру басынан аяғына дейін жоғары біліктілікке ие бір жұмысшымен атқарылады. Жоғары еңбек сыйымдылығы бар бұл əдіс бір ғана жəне пилоттық өндірісте ғана пайдаланылады. Іс жүзінде жинау əдісімен бөлісу əдісі əлдеқайда жиі қолданылады.
Монтаждау жұмыстарын бөлшектеу ұйымдастыру бірнеше жұмысшыларымен жүзеге асырылуы мүмкін, алайда жұмыстың түпкілікті нəтижесі монтаждауға қатысқан əр жұмысшыға байланысты болады. Осындай ұйымдық жинау жұмыстарымен жұмысшылар əдетте бригадаларға біріктіріледі. Бригада мүшелері белгілі бір құрастыру жұмыстарын жасауға мамандандырылған, осындай өнімдерді төмен білікті қызметкерлеріне де жинау мүмкіндігі беріледі. Бұл басқаша бригадалық деп аталатын əдіс, жинау процесін бөлшектеудегі алғашқы қадам болып табылады.
Өнімді монтаждау жұмыстарын бөлшектеу арқылы жинау жеке мен жалпы бөлшектерді жинаудан құралады. Бұл бөлшектің нəтижесінде монтаждау уақытын едəуір қысқартуға болады, өйткені əрбір жеке механизм, түйін жəне бұйымды монтаждау жəне тұтастай өңдіру көптеген қызметкерлермен бір мезгілде орындалуы мүмкін. Жинау процесін одан əрі бөлшектеу əр қызметкердің нақты бір операцияны орындауға əкелуі мүмкін. Осындай ұйымдастырумен еңбек жинау процесі, егер бұл өнімді жинаумен айналысатын барлық қызметкерлер өз жұмыстарын орындаса ғана аяқталады. Мұны екі жолмен жасауға болады: өнімді бір жұмыс станциясынан екіншісіне ауыстыру арқылы немесе қызметкерлерді жиналатын өнімге қатысты жылжыту арқылы жүзеге асыруға болады. Екі жағдайда да жұмысшы мен өнімнің салыстырмалы қозғалысы үздіксіз болуы маңызды. Осындай ұйымдастырушылық нысаны əдетте ағын немесе ағынды жинау деп атайды.
Ағынды жинау - бұл əрқайсысы белгілі бір жұмыс орнында орындалатын жинау операцияларын бөлшектеуі бар жылжымалы құрастыру. Жиналған өнімді жылжыту бірнеше жолмен жүзеге асырылады: үздіксіз қозғалатын конвейерде; мерзімді қозғалысы бар конвейерде; механикаландырылған құрылғылар арқылы дəйекті беру; қолдан қолға беру.
Ағындарды құрастыру əдісін ұйымдастырған кезде, технологиялық процесті əр операцияның уақыты операцияларды синхрондау үшін қажет, яғни жұмыс уақытын құрастыру сағаттарына сəйкес реттеу үшін қажет болған жағдайда, құрастыру сағаттарына жақын немесе көпше етіп орнатылуы тиіс. Мысалға, егер жинаудың жұмыс соңғы екі есе асса, онда жинау екі жұмыс орнында ұйымдастырылуы керек.
Процесстің бөлшектеу нəтижесінде ағынды жинау мыналарға мүмкіндік береді:
- қызметкерлердің мамандану дəрежесін арттыру;
- жұмыс орындарын механикаландыру арқылы еңбек өнімділігін арттыру;
- құрастыру жұмыстарының ұзақтығын қысқарту;
- жинау жұмыстарының құнын төмендету;
Ұтқыр ағындарды жинауды ұйымдастыру кезінде барлық көршілес жəне монтаждық алаңға қызмет көрсететін (жұмыс бұйымдарын, құрал- саймандарын, жабдықтарын күтіп-ұстау) жақсы үйлестірілген жұмыс қажет.
Қалыпты жəне үздіксіз жинау процесін қамтамасыз ету үшін бірқатар ұйымдастыру-техникалық шараларды өткізу қажет:
- соңғы механикалық цехтардың істен шыққан жағдайда монтаждық учаскелерді бөлшектермен қамтамасыз ететін аралық дүкендерді ұйымдастыру;
- қол еңбегін азайту жəне ауыстыру үшін құрастыру өндірісіне механикаландыруды енгізу;
- өнімділікті жақсарту жəне сапаны жақсарту үшін құрастыру жұмыстарын орындау кезінде құралдарды пайдалану.
ҚҰРАСТЫРУ ЖҰМЫСТАРЫНЫҢ ҚАУІПСІЗДІК ЕРЕЖЕЛЕРІ ЖӘНЕ СТАНДАРТТАРЫҚұрастыру жұмыстарын бақылаудың негізгі ерекшелігі - түпкілікті өнімді немесе оның жекелеген қондырғыларын ғана емес, жинауға келген барлық мəліметтерді тексеру болып табылады. Бұдан басқа, алдын ала өңдеуден өткен бөлшектердің барлығы қондырғыға орнатылмай тұрып өңделеді. Мұндай бақылауды жүзеге асыру өнімді құрастыру бойынша еңбек шығындарын едəуір арттырады, сондай-ақ құрастырылған қондырғыда техникалық емес бөлшектердің жиналуын болдырмауға байланысты құрастырылған қондырғылар мен механизмдердің сапасын арттыруға мүмкіндік береді.
Операция барысында жинауға кіретін бөліктердің кіріс бақылауынан басқа, 5-7-тарауларда сипатталған арнайы əдістер мен бақылаудың техникалық құралдарын қолданып, жинақталған қондырғылардағы (тісті беріліс, белдік, тізбекті дискілер жəне т. б. ) бақыланады.
Толығымен құрастырылған блок бос жəне жүктеме астында сыналады. Осы сынақтар барысында механизмнің жұмысы тексеріліп, оның сипаттамалары паспорттық деректерге сəйкестігін тексереді.
Слесарлық-құрастыру жұмыстарын жүргізудің қауіпсіздік талаптары келесі ережелерді қамтиды:
- Слесарлық жəне слесарлық-құрастыру жұмыстарды орындау кезінде қолмен механикаландырылған құралдар салыстырмалы түрде тез ескіргендіктен ескірген немесе ақаулы құралды пайдалануды болдырмау үшін оның жағдайын үнемі қадағалау керек.
- Жұмысқа кіріспес бұрын құралдар мен құрылғыларды ең мұқият тексеріп, олардың дұрыс жұмыс жасайтындығына жəне жұмысқа дайын екеніне көз жеткізу керек. Бұрын тексерілмеген құралдарды пайдалану ұсынылмайды.
- Әдетте, слесарлық жəне слесарлық-құрастыру жұмыстары жұмыс орындарында жасалады, олар өңделетін материалдың ұшатын кесектерден жарақаттануына жол бермеу үшін арнайы тор немесе қорғаныс экранымен жабдықталған верстактарда жұмыс істеу ұсынылады.
- Каустикалық немесе кальцийленген сода, натрий фосфаты жəне т. с. с. агрессивті заттар бар бөлшектерді тазарту үшін ерітінділерді пайдаланғанда, күйіп қалудан қорғау үшін қорғаныш көзілдіріктер мен резеңке қолғаптарды қолдану қажет.
- Электр қондырғыларын слесарлық жəне слесарлық- құрастыру жұмысына қолданған жағдайда олардың кернеуі 42 В-тан аспайтын электр желісіне қосылуға тиіс екендігін ескеріп, аспаптың тірі бөліктері жерге тұйықталуға жəне операторға тиіп кетуіне жол бермеуі тиіс. Электр құралында сериялық нөмір болуы керек.
... жалғасыАспапты беру алдында оны жерге жақын жерге тексеріп, тұйықталуды болдырмайтын жəне жер сымына зақым келтірмейтендей болуы керек. Құралда қандай да бір ақаулық анықталса, онымен жұмыс барысында пайдалануға қатаң тыйым салынады. Егер құралдың жұмысы кезінде ақаулық анықталса, ол желіден дереу ажыратылуы керек.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz