Белдік пен шынжырлы берілістердің конструкциясы және құрастыру технологиясы

БЕЛДІКТІ БЕРІЛІСТЕР ЖӘНЕ ОЛАРДЫ ҚҰРАСТЫРУ
5. 1.
Белдік берілістердің конструкциясы.
Таспалы жетек екі шнурдан тұрады: шебері мен құлы. Бір-бірінен алыс қашықтықта орналасқан раковиналар, икемді байланысы арқылы қосылған - белдіктер кернеуі бар шнурларға салынған. Рульден құлаққа айналу белбеу мен таспаның арасында пайда болатын үйкеліс күштер арқылы беріледі. Белбеудің көлденең қимасының пішініне сəйкес, белдіктер мен тісті дөңгелектер арасында аралық орналасуды қамтамасыз ететін тегіс белдік (5. 1-сурет, d), сондай-ақ тегіс, в-белбеу, полиэтилен жəне тəулік бойы трансмиссиялар (5. 1, a-d) жəне басқалар.
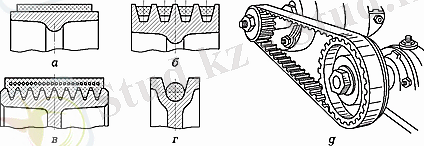
5. 1. сурет. Белдік берілісінің түрлері:
a-тегіс белбеуді; б - V-белдеуі; в - полибелбеуді; г - дөңгелек белбеуді; д - тіс белдігі
Белдік беру белдіктерінің түрлері. Серпімді белдіктерді пайдалану белбеу дискілерінің тегістігі мен тыныш жұмысын
қамтамасыз етеді. Таспаны сырғып кету мүмкіндігінен болғандықтан, белбеу бір мезетте механизмдерді тым көп жүктеуден қорғайтын құрылғылар ретінде əрекет етеді. Ерекшелік - сырғу жоқ, онда сырғу жоқ.
Ұзақ қашықтыққа қозғалысты беру қажет болған кезде қалааралық хабарлар қолданылады. Егер төмен осьаралық қашықтықтарда үлкен беріліс қатынасы немесе қозғалыстың бірнеше шебері бар қозғалысты бірнеше құлға беру қажет болса, V-белді берудің ең тиімдісі болып табылады. Белдіктердің жүктемесінің сыйымдылығындағы вариация түрлі жолдармен жүзеге асырылады: жазық тісті доңғалақтарда белбеудің ені өзгереді жəне V белдеуін беру кезінде олардың өзгермейтін қимасы бар белбеу саны өзгереді. В-белбеуінің көп мөлшерін пайдалану олардың біркелкі емес жүктемесіне əкеледі, өйткені белбеу ұзындығы бірдей емес. Осыған байланысты, V-белбеу дискілерінде 12 белден артық емес орнату ұсынылады.
Тегершік жəне белдеудің арасындағы үйкелісті қамтамасыз ету үшін, оның алдын-ала шиеленісін жасау қажет. Бұл шиеленіс трансмиссия е бірінің иілмелі белдеуін немесе алдын ала ауыстыруды алдын ала деформациялау, сондай-ақ арнайы керме құрылғыларды пайдалана отырып жүзеге асырылады. қимасы тікбұрышты болып табылады.
Жазық белбеулер, (қараңыз. сур. 5. 1, а) əр түрлі материалдардан (тері, резеңкеленген мата, мақта жəне синтетикалық материалдар) дайындалады. Тегіс белдіктер жасалатын материалды таңдау жұмыстың шарттарына байланысты [8, б. 194-196] .
Тегіс белдіктің ұштары əр түрлі жолдармен (5. 2 сурет) біріктіріледі, олардың таңдау белбеуі жүргізілетін материалға жəне оны пайдалану шарттарына байланысты болады [8, б. 196] .
Клиндік белдіктері (5. 1, b-суретті қараңыз) трапециялы көлденең қимасы бар. Олар көлденең қиманың өлшемдерімен ерекшеленетін жеті стандартты мөлшерде (O, A, B, C, D, D, E) жасалған [8, б. 199] . V белдеуінің көлденең қимасының мөлшері берілетін қуат пен жылдамдық мөлшеріне байланысты таңдалады [8, б. 200] .
Поликлинді белдіктер (5. 1, с суретін қараңыз) 40 м / с-тан аспайтын жылдамдықтарда жəне 10-ға дейін тісті берілу коэффициентінде қолданылады. Белдікті ішіндегі сыналармен жəне сымның тасымалдаушы қабатынан тұратын шексіз резеңкеден жасалады.
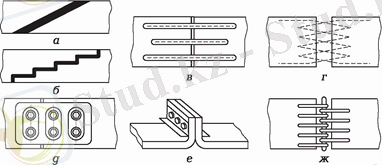
5. 2. сурет. Тегіс белдіктің ұштарын қосу əдістері: a - көлбеу секцияларда; б - кесінділер бойымен; в, г -соққылар; д, е, - қатаң метал элементтері бойынша; ж - байланыстырушы шыбықпен сымдық ілгектер
Кішкентай қуаттарды беру үшін тәулік бойы жұмыс істейтін дөңгелек белбеу беру (5. 1, d-суретті қараңыз) қолданылады. Диаметрі 4 . . . 8 мм болатын тісті дөңгелек былғары, мақта немесе резеңкелі болуы мүмкін.
Тасымалдағыштар . Темір, болат, жеңіл қорытпасынан немесе пластмассадан жасалған блоктар трансмиссиялық белдеуін. Таспаны тоздырған шнурдың сыртқы бөлігі шетіне жатады, ал орталық бөлік штангаға білікті беру үшін тор болып табылады. Жиек дисктің немесе спицлардың көмегімен хабқа қосылады. Біліктің соңында орнатылатын шнурды интегралды түрде жасайды; Егер білікке валдын ортасында орнату қажет болса, композиттік (алынбалы) конструкциялар қолданылады. Үлкен жалпы өлшемдер үшін, тартқыштар да интегралды түрде жасалады. е коннекторы спицах бойынша, жəне олардың арасындағы ретінде құрылған, бірақ бірінші əдіс болып табылады болуы мүмкін.
Тегіс белдік таспасының шеті тегіс немесе сəл дөңес болып табылады, бұл белді шетіне жақсы ұстап тұруды қамтамасыз етеді, яғни белді жақсы орталықтандыру. Тесіктердің түрлерінің түрлері күріш. 5. 3.
V-белдіктердің қапсырмалары V-белдіктің шетінде орналасқан ойыққа ие. Бағаналардың бүйір бетінің бейім бұрышы белдемің бүйір бетінің бұрышынан аз, ол канаваның бүйірлік беттеріне неғұрлым тығыз орналасады. 5 м / с-тан жоғары жылдамдықта жұмыс істейтін роликтер статикалық теңдестіруге жатады.
Тип1 Тип 2 Тип 3 Орындау 1 Орындау 2
- сурет. Тегіс белбеу түрлері: h - дөңес биіктігі
Кабельдердің статикалық теңдестіруі. Статикалық теңдестіру құрылымдық элементтердің массаларының теңгерімсіз болуын жəне осы құрылымның жекелеген элементтерін қайта жасау арқылы немесе қосымша элементтерді қосу арқылы жойылатынын қамтамасыз етеді.
Статикалық теңдестіруді көлденең параллель призмалармен (5. 4- сурет, а), роликтерді (5. 4, б) жəне дискілерді (сурет 5. 4, c) немесе арнайы тербелмелі пластиналар (5. 5-сурет) .
6-суретте көрсетілген құралдарды пайдаланатын статикалық тоқсалғыштарды теңестіру. 5. 4, төменде көрсетілгендей орындалады. Шоғырсымның шетіне қауіпті жағдай туғызады жəне оны əрдайым
жаңа позицияға алып келуі үшін тоқу тоқтаса, тіреуіштерде (призмалық, ролик немесе диск) бірнеше рет айналдыра отырып, бұл қапсырманың балансын жəне оның білікке орнатылу мүмкіндігін көрсетеді. Алайда, егер резеңке бірдей күйде болған сайын, бұл қауіп тепе-теңдікті жəне тартпаны теңестіру қажеттілігін көрсетеді. Тесіктерді теңдестіру екі жолмен жүзеге асырылуы мүмкін: салмақтың төменгі бөлігінің массасын бұрғылау тесіктерімен немесе жоғарғы бөліктің массасын ұлғайта отырып, қарсы салмақ орнату арқылы немесе қорғасынмен бұрғыланған тесіктерді төгу арқылы.
- . сурет. Статикалық теңдестіру сызбалары: a - параллель призмалар бойынша; б - роликті аксессуарларда; в- айналмалы дискілерді пайдалану; г - теңгерудің дəлдігіне əсер ететін бұрыш
1 2 3 4
- . сурет. Мəліметтердің статикалық теңдестіру құралы: 1 - көрсеткілер; 2 - бұрылыс плитасы (платформа) ; 3 - орнату орталығы; 4 - қолдау
Кабельдердің статикалық теңдестіруі . Статикалық теңгеру элементтерін сызу теңгерімсіздік массаны анықтау үшін қамтамасыз етеді. 5. 5 төменде келтірілген. Табаққа 2 тақтайша теңгерімді болып орнатылған Пластина көлденең күйде (орналасқан етіп өтемдік шығырға беті жүктемені қозғалатын, содан кейін ролик вахталық ось бағдарлау тақтасын қолдау 4 қатысты орталығын 3 пайдалана отырып, оның салдарынан орнату көлденең ауытқуы мүмкің пластинаның орналасуы көрсеткілердің өзара орналасуымен анықталады 1) .
Плита көлденең күйде болғаннан кейін, шасси массасы өтемді жүктің орнында немесе бірдей диаметрлі
1
2
жазықтықта орналасқан жəне өтемдік жүктеменің бірдей қашықтықта орналасқан нүктесінде алынып тасталады.
Белбеу жетегін құрастыру. Белдікті жинау үдерісі бірнеше кезеңнен тұрады: композиттік шоғырсымның құрастырылуы (егер құрал композициялық құрылыстың берілісінде пайдаланылса) ; Трансмиссиялық біліктердің салыстырмалы жағдайын бақылау; біліктерге арналған шкафтарды орнату, белдік кернеуі жəне құрастырылған тетіктерді басқару. Осы сатылардың əрқайсысы туралы толығырақ тоқтайық.
- . сурет. Құрамалы шкиф:
1 - бұрандалы бөлік; 2 - дəнікер
Сурет. 5. 7. Белдік берілістің параллельді бақылау схемасы: 1 - тартпа; 2 - сым; 3 - көрсеткілер; 4 - жүк
Араластырғыш шнурды құрастыру (5. 6-сурет) бұрандалы бөліктерді немесе 2-бөліктерді пайдаланып, өз шетін торға жалғап, содан кейін радиалды қайнатуға арналған білікті тексеріңіз. Радиалды жүгіргіні тексергенде, білік тірекке орнатылып, орталықтарға орнатылады. Содан кейін, стендте орнатылған индикатордың өлшеуіш табаны тартқыштың шеткі генераторымен байланысады; Оның үстіне орнатылатын шнурлы білік орталықтарда, Көрсеткіш өлшеу құрылғысының көрсеткі ауытқуы арқылы радиалды құйылу шамасын анықтау жəне нəтижені құрастырудың техникалық шарттары.
Трансферттің біліктерінің салыстырмалы орналасуын бақылау оның жұмыс сапасына айтарлықтай əсер етеді. Біліктердің осьтерінің
параллелизмі олардың үстіне орнатылған 3 көрсеткі арқылы анықталады жəне 1-позицияға бекітілген шұңқыр сызықты (2- қосымшада жүктемесі бар сым 2) анықталады (5. 7-сурет) . Көрсеткілер 3 180 ° бұрылыс болған кезде, сызық сызығынан олардың қашықтығы өзгермейді.
Масштабтар білікке арналған конустық немесе цилиндрлік шнурдағы біліктерге кедергі келтіріледі. Білікке арналған пульстің орналасуын бекіту сыналармен (5. 8, а) немесе призмалық (5. 8 (б) сурет) дубалдармен бекітілген байланыс арқылы жүзеге асырылады. Прайс кілті бар рульді орнату кезінде білікке 1 осьтік бағытта тірек орналасуын бекітетін бус 1 бар. Осьтік осьтік бағытта позициясын одан əрі бекіту үшін құлыптау бұрандасы 3 бар сомые немесе шайғыш 2 пайдаланылады, егер бұлшықет конус білігінің мойнына орнатылса (5. 8, с) .
Егер белдікті білікке білікке орналастыру үшін дəлдігі жоғары болса, білікке білікке қосылуы пайдаланылады (5. 8, d), бұл білікті білікке орталықтандырылған түйіспенің ортасына дəл келтіруді қамтамасыз етеді.
Білікті білікке орнатпас бұрын, геометриялық өлшемдер мен орындардың пішінін білікке жəне тордың тесікке сəйкестігін тексеру қажет жəне қажет болса, біліктің ойығына кілтті орнату керек. Біліктің
білікшесі мен тартпаны сызбаның талаптарына сəйкестігін тексергеннен кейін, білікке білікке орнатылады.

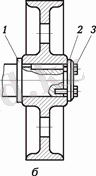
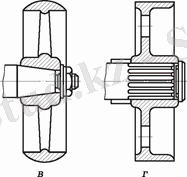
Сурет. 5. 8. Білікке арналған шкиф тартқыштарды орнату:
a - клин шпонкасымен; b - призманың кілтін пайдалану; в - білікке арналған конустық мойынға; g - шлиц байланысын пайдалану; 1 - белдеме; 2 - шайба; 3 - құлыптау бұрандасы
Білікті білікке орнату үшін түрлі бұрандалы құрылғылар қолданыңыз. Олардың бірі - бұрандалы қысқыш (сурет 5. 9) . Бөлшек қысқышы 1 қапсырма иығына баса назар аударып, білікке салынады. Тасымалдағыштың спицы арасында 2 өтуді жəне 4-ші тығыздағышын 4-шоғырсымына орнатады. 3 бұранда бұрылыс ретінде білікке біртіндеп басылады. Бұрмалауды болдырмау үшін білікке білікке басқан кезде, білікке орнатылатын тығыздағыштың бұралуымен бір мезгілде білікке жеңіл соққылар қолданылады.
Қажет болса, шкифке білікке басқаннан кейін ол ықтимал осьтік қозғалыстан қорғалған.
5. 9. сурет. Бұран қысқышы:
1 - қысқыш; 2 - жоба; 3 - бұранда;
4 - тығыздауыш
Трансмиссиялық белдіктер электр қозғалтқышын оның білігіне орналастырылған тіреуішпен жылжыту арқылы керілген. Электр қозғалтқышының қозғалысы оны жылжымалы слайдқа (5. 10, а) немесе салқындатқыш плитаға орнату арқылы қамтамасыз етіледі (5. 10, б) . Бірінші жағдайда, бұранда 2 айналса, электр қозғалтқыш пластинаның бағыттағыштары бойымен жылжиды.
Бұрыштық жетекті бар рельстің көмегімен арнайы рычагтарды пайдаланған кезде (9, 9-бағаннан жəне рычагтардан тұратын тұтқаны 7), белдік кернеуі жүктемені 8 8 тұтқасының еркін қолымен жылжытады. Тұтқыш тұтқаға арналған жүктеме жағдайы қажетті белдік кернеуіне жеткенде бекітіледі.
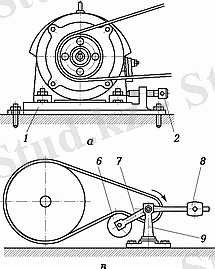
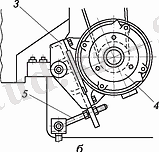
- сурет. Белбеу жетегіндегі белдік кернеуінің əдістері: а - қозғалтқышты арнайы шпагатқа ауыстыру; б - бұрылыс табақшаны пайдалану; c - кернеу роликтері арқылы; 1 - пластина; 2, 5 - бұрандалар; 3 - бұрылыс табақшасы; 4 - электр қозғалтқышы; 6 - керілген ролик; 7 - тұтқыш; 8 - жүк; 9-тірек
ШЫНЖЫРЛЫ БЕРІЛІСТЕР ЖӘНЕ ОЛАРДЫКернеу роликтерін, негізінен, жазық тістіберілістерге қолданыңыз. Жиналған белдемді беруді басқаруға арналған белдіктердегі белдік кернеуінің дəрежесін анықтауға дейін төмендейді, өйткені əлсіз белбеу кернеуі оны төмендетеді, бұл тісті берілістің тісті берілу коэффициентінің өзгеруіне əкеледі. Шамадан тыс белдік кернеуі мойынтіректердің мойынтіректеріне қысымның артуына жəне соның
салдарынан тезірек тозуға əкеледі.
Тасымалдау белбеуін орнатудың техникалық жағдайларында белдік кернеу күші əдетте 50 . . . 100 Н ауқымында орнатылады, оған сəйкес беріліс белдеуінде тиісті бұрылыс болуы керек. Тасымалдау белбінің дефлекториясының мөлшері шасси генераторларына сызғыш орнатып, белдікті динамометр көмегімен қолдана отырып айқындалады. Содан кейін, белдіктен пішінді тартқыштарға бекітілген сызықшаға дейінгі қашықтықты өлшеңіз. Бұл қашықтық тісті беріліс құралы үшін техникалық сипаттамаларда көрсетілген бұрылыс мəніне сəйкес келуі керек.
5. 2.
ҚҰРАСТЫРУ
Желілік дискілердің құрылысы . Цилиндрлік беру жұлдызша деп аталатын екі берілістен тұрады. Жұлдызшалар бір-бірінен белгілі бір қашықтықта орналасады жəне тізбекті бойлайды. Тесіктердің тістерімен тізбекті байланысы айналмалы қозғалысты бір өтпелі білікке ауыстыруға мүмкіндік береді. Егер тізбекті дискілер жоғары айналмалы жылдамдықта жұмыс істесе, ол арнайы корпусқа - маймен толтырылған крандыкаға орналастырылған. Ыңғайлы жəне тұрақты майлау берілуді кірден қорғайды жəне оның жұмысы кезінде шуды азайтады. Сонымен қатар, трансмиссия айналмалы бөліктерін жабу, оның қауіпсіз жұмысын қамтамасыз етеді.
Мақсатқа байланысты тізбекті дискілер үш түрге бөлінеді: жүк (жүкті көтеру үшін), тартқыш (жүк түсіру үшін) жəне қозғалтқыш (қозғалтқыштан қозғалтқышқа беру үшін) .
Таспалы дискілермен салыстырғанда, тізбектерде бірқатар артықшылықтар бар:
- сырғудың жоқтығы;
- жинақы;
- біліктер мен мойынтіректерді жүктемесіз;
- жоғары тиімділік, 0, 98 жетеді.
Осы артықшылықтармен қатар, белдеуге қарағанда тізбекті беру бірқатар кемшіліктерге ие, олар оны пайдалануды айтарлықтай шектейді:
- пайдалану кезінде тізбекті ұзарту, бұл біркелкі таратуға əкеледі;
- динамикалық жүктемелердің пайда болуы, тізбектің жылдамдығын арттырып, тістердің санын азайту;
- жұмыс кезінде шуыл;
- ішкі жұмыс
Көп жағдайларда тізбекті беру білік қолданылған кезде білік осьтері арасындағы үлкен қашықтыққа байланысты мүмкін болмайды жəне белдік жетегі тісті берілу коэффициентінің тұрақтылығына қойылатын талаптарға байланысты пайдаланылмайды. Айналмалы қозғалыс механизмі үшін тізбекті механизмдердің ең көп тараған қолданысы 15 м / с дейін айналмалы жылдамдықта 100 кВт дейінгі қуаты бар.
Шынжыр түрлері . Дизайн түріне байланысты тетіктер, роликтер, тісті жəне пішінделген тізбектер бар. Жетекші тізбектерді сипаттайтын негізгі параметрлер - бұл қадам (екі ең жақын топсаның осьтері арасындағы қашықтық), ені мен сыну жүктемесі.
Берілген жүктемеге байланысты втулка тізбегі (5. 11-сурет, а) бір жəне екі қатарлы болуы мүмкін. Соққыға арналған тізбектер дизайнда қарапайым, шағын массасы бар жəне өндіріс арзан. Дегенмен, тозуға төзімділігі жеткіліксіз болғандықтан, оларды қолдану 10 м / с дейін айналмалы жылдамдықпен шектеледі. Ішкі пластиналар 3 тізбектің сыртқы пластиналары 4 бар роликті еркін айналып өтетін 2 жеңімен басылған.
Тістелген тізбек (5. 11, ссурет) қозғалыстағы жəне роликтен гөрі аз шуылмен жұмыс істейді, өйткені оның конструкциясы тістердің тістерімен жақсы байланыс орнатады. Осындай тізбектердің жетіспеушілігі роликті жəне бұрылыс тізбектерімен салыстырғанда үлкен массасы жəне жоғары өндірістік шығындар болып табылады. Бұл
конструкцияның тізбектері, əдетте, жоғары қуаттылықты 30 м / с дейін айналмалы жылдамдықта беру үшін пайдаланылады.
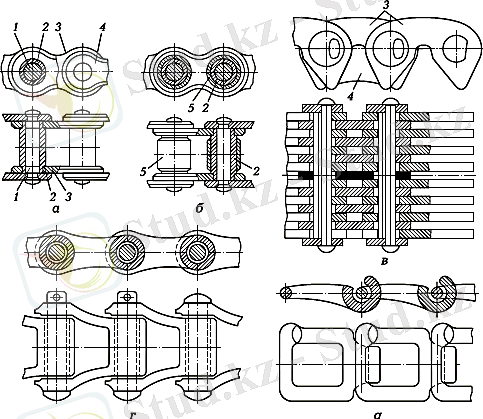
- . сурет. Шынжыр түрлері:
a - төлкелі; б - роликті; в - тоқылған; г, д- пішінді; 1 - төлке; 2 - бұтақ; 3 - ішкі пластина; 4 - сыртқы пластина; 5-ролик
Тізбектің байланыстары 3 жəне 4 табақшалар жиынтығынан тұрады, олардың саны тізбектің енімен анықталады. Әрбір пластинада екі өрнек бар, ал олардың арасында тіс жұлдызы бар. Тізбектің конструкциясы ілмектерде айналмалы үйкелісті қамтамасыз етеді.
Шағын тізбектер (сурет 5. 11, d, d) кішігірім қуаттарды беру үшін жəне кішігірім (3 . . . 4 м / с) айналмалы жылдамдықтарға, əдетте,
жеткілікті майлау мен ластанудан қорғауды қамтамасыз етпейтін жағдайларда қолданылады. Бұл тізбектер құрылыста қарапайым жəне жөнделді, бұл оларды ауыл шаруашылық техникасында кеңінен қолдануға мүмкіндік береді. Пин-пішінді (5. 11, d-суретті қараңыз) жəне ілмек тəрізді тізбектер бар (5. 11-суретті қараңыз, d) . Ілмектер тізбектерінде қосылыстардың қосылуы Ст3 болат сынықтары арқылы дайындалады, олар орнатудан кейін біріктіріледі. Крючок тізбегі құйылған шойыннан жасалған немесе болат породадан (30G болат) мөртабандардан тұрады жəне қосымша қосалқы бөлшектерді қамтымайды.
Тізбекті дискілердің жұлдыздары . Олардың мөлшеріне байланысты, интегралды жəне композитті болуы мүмкін. Спрокат жəне роликті тізбекті біліктер кішігірім ені бар жəне əдетте екі бөліктен тұрады: болттармен немесе тойтармалармен біріктірілген тіс жəне хаб тəрізді диск.
Тісті жəне пішінделген тізбектердің берілу шоғырлары үлкен ені бар жəне, əдетте, тұтастай жасалған. Тізбектің тозуын азайту жəне тізбекті тісті берілу кезінде шуды азайту үшін, кейбір жағдайларда шпроцент щеткасы полимерлі материалдардан дайындалады, оны метал тормен біртұтас қылшықпен байланыстырады.
Аралас түтікшелерді тізбекті беру кезінде олар алдымен жиналуы тиіс. Геометриялық мөлшерлерді тексергеннен кейін, компрессорды монтаждау жəне хаб жəне тісті шірге арналған орындардың пішіні келесідей орындалады (5. 12-сурет) :
- 4-сақиналық тетікке торапқа қосылу үшін уақытша болттарға тесіктерді бұраңыз, жұлдызшаның 3 хабына тісті шеңберді басыңыз да, осы саңылауларды өткізгіш ретінде пайдаланып, тордағы уақытша болттарды тесіп шығыңыз;
- Уақытша болттарды бекітіп, түтікшелі сақинаны хабқа бекітіңіз, содан кейін жинақталған шоғырсым орталықтарда бекітілген тіректік білікке орнатылады жəне радиалды ұрып-соғу үшін ротордың шпротығын тексеріп, біліктерді орталыққа бұрып, тісті берілістің əр қуысына кезек-кезек орнатыңыз тəжі (радиалды толу құны стендте орнатылған монтаждық маятниктің көмегімен анықталады) .
Желілік дискілерді жинауға арналған техникалық талаптар.5. 12. сурет. Тізбекті берілістің жұлдызшалы құрамы: 1 - дəнікер; 2 - штиф; 3 - хаб; 4 - тісті шір
Тексеру кезінде алынған радиалды толтыру шамасы жинау сипаттамасында көрсетілген мəннен асып кетсе, жұлдыз бөлшектеледі, корпусы уақытша болттардың санының бұрышымен бірнеше рет бұрыла отырып, шоғырсыққа айналады . Ол құрастыру сипаттамаларының талаптарын қанағаттандырмайды.
Тістелген тəждің радиалды қаптауын бақылаудың соңында уақытша болттар жойылады, олар үшін тесіктер орнатылып, бекітілген болттар немесе тойтармалар орнатылады.
Желілік дискілерді жинағанда, мыналарды қамтамасыз ету қажет:
- 1000 мм ұзындығынан 0, 1 мм-ден көп емес ауытқуы бар тізбекті жетек біліктерінің параллелизмі;
- тізбекті қозғалыстың жазықтықтағы жұлдысдардың салыстырмалы түрде жылжуы орталық қашықтығы 1000 мм-ге 2 мм- ден аспауы тиіс;
- тізбек тақталар бір-біріне параллель болуы керек;
- Тасымалдағыштарда орнатылған тізбегіне көлденең тісті беріліс механизмі бар 0, 02 А аспайды жəне оның тік орналасуымен 0, 002 А-дан аспауы керек, мұнда А - ара қашықтық; \
- тізбектің қадамы спресс соққысына қатаң сəйкес келуі керек;
- беріліс тегіс жұмыс істеуі керек.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz