Ұнтақты металлургия: технологиялық үрдістері мен цехтық жобалау негіздері

КІРІСПЕ
Металлургия мен машина жасауды дамыту тиімділігін жоғарылату бүкіл халықтың маңызды міндеті болып табылады, бұл Қазақстанның әлемдегі бәсекелестікке қабілетті елу елдің қатарына кіру стратегиясына әсерін тигізеді. ҚР Президенті Н. А. Назарбаевтың "Қазақстан-2050" стратегиясы" жолдауында келесілер белгіленген:
- Адамзат өндіріс атауын өзгертетін Үшінші индустриалды революцияның босағасында тұр. Технологиялық жаңалықтар әлем нарығының құрылысы мен қажеттіліктерін түбегейлі өзгертеді. Біз бұрынғымен салыстырғанда енді мүлде басқа технологиялық шынайылықта өмір сүрып жатырмыз. Сандық және нанотехнологиялар, робот техникасы, регенеративті медицина және басқа да ғылым жетістіктер қоршаған ортаны ғана емес, адамзатты да өзгертіп күнделікті шындыққа айналады. Біз осы үрдістердің белсенді қатысушылары болуымыз керекпіз.
Қазіргі таңдағы машина жасау технологиясын дамытудың негізгі бағыттарының бірі қолданыстағы және жаңа қалдықсыз, материал үнемдейтін өндірістік үрдістерді, яғни механикалық өңдеу арқылы минимал әдіптермен немесе оларсыз жетіспейтін материалдар шығынын төмендету кезінде дайындамалар алуды қамтамасыз ететін үрдістерді жасау мен жетілдіру болып табылады. Бұл мәселені шешу кезінде ұнтақты металлургия белгілі бір рөл атқарады.
Ұнтақты металлургия - бұл металлдар мен қорытпалардан ұнтақ жасаудан және олардан негізгі құрауышты балқытпай дайындамалар мен бұйымдарды алудан тұратын техника саласы.
Ұнтақты металлургия әдісімен қасиеттері және балқу температурасы ерекше түрлі құрауыштардан тұратын материалдарды, әр түрлі физико-механикалық қасиеттер кешені бар жаңа материалдарды жасап шығаруға болады. Ұнтақты металлургия принципиалды жаңа материалдар мен олардың өнімдерін де, сондай-ақ жалпыға ортақ құрастыру тетіктерінің кең номенклатурасын да дайындау үшін қолданылады.
Заманауи техниканың ең жас салаларына жататын ұнтақты металлургия, сонымен қатар металлды және оның өнімдерін өндірудің көне тәсілдерінің бірі болып саналады. Көне заманда (біздің заманымызға дейін) алтын, мыс және қола ұнтақтары ажарлау мақсатында қолданылғаны белгілі. Таза темірді балқытуға қажетті температураны алу әдістері болған жоқ, сондықтан дайындаманы жасауды ұнтақты металлургия әдісімен жүзеге асырған. Домендік өндірістің пайда болуымен бұйымды ұнтақты металлургиямен жасау уақытша тоқтатылды.
ХХ ғ-дың басында ғана, электротехниканың жақсы дамуы жаңа материалдарды талап еткенде, қайтадан бұйымдарды ұнтақты металлургиямен дайындау технологиясы дамыды. Бұл оның қайта өрлеуіне, кейінгі дамуына және өндіріске белсенді енгізілуіне алып келді. 30-жылдары магнитті және контактылы материалдарды, өздігінен майланатын мойынтіректерді, қатты қорытпаларды, т. б өндіру басталды.
1 Ұнтақты бұйымдарды өндірудің технологиялық үрдісі және оларды пайдалану салалары
Ұнтақтық металлургия - металл ұнтақтарын, металл және металл тектес қосылыстарды (көміртекпен, бормен, азотпен, кремниймен) ; түрлі қорытпаларды; композицияның негізгі металлын балқыту нүктесінен төмен температурада пішіндеу және пісіру арқылы жоғарыда аталған ұнтақтар негізінде металлокерамикалық бұйымдарды өндіруде қолданатын жаңа технологиялық әдіс.
Тетіктерді ұнтақты материалдардын дайындау үрдісі бастапқы материалдың ұнтағын алудан, шихтаны құрудан, бұйымды пресстеу мен пісіруден тұрады. Аталған операциялардың әр қайсысы ұнтақты бұйымдардың соңғы қасиеттерінің құрылуына өз үлестерін қосады. Тәжірибеде ұнтақты материалдарды алудың келтірілген типтік технологиялық сұлбасынан қателіктер кетуі мүмкін, олар пресстеу мен қақталу (ыстықтай пресстеу) операцияларының бірігуінде, себілетін ұнтақты пісіруде (тығыздау операциясы болмайды), қосымша өңдеуді (калибрлеу, механикалық және химико-термиялық өңдеу) жүргізуде және т. б. көрінеді.
Қазіргі таңда ұнтақ дайындаудың түрлі әдістері бар, олардың әрқайсысы оның сипаттамаларын қамтамасыз етеді. Ұнтақ алу әдісін таңдау кезінде оның қасиеттері мен құнының шекті деңгейін ескереді.
Металл ұнтақтар өлшемдері бойынша да (микрометр үлесінен миллиметр үлесіне дейін), бөлшек бетінің пішіні мен күйі бойынша да ерекшеленеді.
Ұнтақ өндірудің белгілі әдістерін механикалық және физико-химиялық деп бөледі.
Ұнтақты механикалық алу әдісі - ұсату мен майдалату, тозаңдандыру, грануляция - материалдарды ұнтаққа химиялық құрамының өзгеруінсіз қайта өңдеумен сипатталады.
Физико-химиялық әдістер - карбонилді қосылыстарды орнына келтіру және термиялық диссоциация, ерекшелігі - алынатын ұнтақ химиялық құрамы бойынша бастапқы материалдан ерекшеленеді.
Кейде үрдістің экономикалылығын жоғарылату немесе материал сипаттамаларын жақсарту мақсатында ұнтақты алудың аралас әдістерін қолданады. Осылайша, тозаңдандыру барысында металлды алдымен түйіршіктейді, содан соң сутектің қорғаныш ортасында күйдіреді. Электролиз кезінде тығыз, бірақ жұмсақ өнімдерді алады, сосын оларды ұсатады.
Өнеркәсіпте кеңінен таралған әдістерге ұнтақты оксид пен басқа металл қосылыстарын қайта орнына келтіру жолымен дайындау әдістері жатады.
Металл ұнтақтарын көбінесе тұтынушы және өндіруші болып саналатын АҚШ, Жапония, Англия және Италия елдерінде, олардың шамамен 55 %-ын орнына келтіру әдісімен, ал қалған бөлігін тозаңдандыру әдісімен жүргізеді.
Жыл сайын әлемде шамамен 600 . . . 650 мың т металл ұнтақ шығарылады.
Ғылыми аспектіде ұнтақтық металлургия саласы негізінде ұнтақ металлургиясын, композиционды материалдарды және ұнтақ қабаттарын біріктіреді.
Ұнтақ металлургия өнімінің номенклатурасы күрделі және әр түрлі.
Ұнтақты металлургия әдістерімен келесілерді алады:
Кесетін, бұрғылайтын, сым тартатын құралды, сондай-ақ қарқынды тозуға ұшырайтын тетіктерді дайындауға арналған қатты қорытпалар;
Сұйықтықтарлы қатты қосылыстардан, ауаны, газды және шаңнан тазартуға қолданылатын фильтрлерді дайындауға арналған жоғарғы кеуекті материалдар;
Сырғанау мойынтіректерін, төлкелерді, тығындарды және ауыр пайдалану жағдайында жұмыс жасайтын басқа да тетіктерді өндіруге арналған антифрикциялы материалдар;
Үйкелу, ілінісу тораптарының және машинаныі тежеу жүйесінің тетіктерін алуға арналған фрикционды материалдар;
Жоғары температурада және агрессивті газ орталарында жұмыс жасайтын бұйымдарды өндіруге арналған ыстыққа шыдамды және берік материалдар;
Басқа әдеспен алу мүмкін емес электрлік контактыларды дайындауға арналған күрделі құрамды (псевдоқоратпалар) материалдар;
Тұрақты магниттерді, магнитоэлектриктерді, ферриттерді және т. б алуға арналған магнитті материалдар.
Композиционды материалдар номенклатурасы келесілерден тұрады:
• жоғары модульді арматура элементтері;
• арматураланған металл материалдар;
• композиционды эрозияға және қызуға шыдамды отқа төзімді материалдар;
• жылуизоляциялық және жылу сақтау материалдары;
• эластикалық қыздыру элементтері.
Ұнтақты қабаттардың номенклатурасы келесілермен көрсетілген:
• біркомпонентті ұнтақтармен (алюминий, бор, ванадий және т. б. ) ;
• оксидтермен (алюминий оксиді, гафний, берилий, кремний және т. б. ) ;
• баяу балқитын қосылыстардың ұнтақтарымен (вольфрам, ванадий, ниобий боридтері және т. б. ) ;
• ұнтақты қоспалармен (титан, хром, никель карбидтері және т. б. ) ;
• композиционды ұнтақтармен (никель-алюминий, никель-графит, никель-хром-бор-кремний және т. б. ) .
Бұл саланы дамытудың негізгі бағыттарына мыналар жатады:
- суық, сондай-ақ статикалық және ыстық динамикалық пресстеуді, қалыптауды, икемдеу, электроразрядты пісіру мен жарылу энергиясын қолдану арқылы күрделі пішінді машина жасау тетіктерін пішіндеу және пісіру үшін технологиялық үрдістерді және жабдықтарды жасау және игеру;
- пісірілген дисперсті-беріктелген және талшықтармен арматураланған қызуға шыдамды композиционды және отқа төзімді материалдарды оттексіз баяу балқитын қосылыстар, металл ұнтақтары мен қорытпалары негізінде өндіруді жүргізу және игеру;
- жоғарғы кернеу мен температурада жұмыс істейтін машина тетіктері, құралдары мен жабдықтарына арналған пісірілген материалдарды өндіруді жүргізу және игеру;
- үзілісті және сырғанайтын жоғары сенімділіктері бар контактілер, құралдар мен агрегаттар үшін электроконтактылы материалдарды, минимал магнитті шығындары және магнитті өткізгіштігі бар тұрақты және ауыспалы токты аймақта жұмыс істейтін магнитті жұмсақ материалдарды жасау және игеру.
Ұнтақ алудың механикалық әдістері материал бөлшектерін, олардың материалдағы ілінісудің ішкі күштерінен өтетін сыртқы жүктемелер әсерінен бұзылуы арқылы ұсақтауға негізделген.
Ұсақтау, ұсақтау немесе ұнтақтаумен механикалық майдалатуды жұмсақ металлдар мен қорытпалардың: берилийдің, сүрменің, хромның, марганецтің, ферроқорытпалардың және т. б. ұнтақтарын өндіру кезінде қолднаған жөн. Пластикалық металлдарды ұсақтау күрделенген, өйткені сыртқы жүктемелер әсерінен олар негізінен ұсақталмай, дефомацияланады. Металлды ұсақтауды бетті, білікті, конусты ұсатқыштарда жүргізеді. Ұсақтау өнімдері - өлшемі 1 . . . 10 мм болатын бөлшектер. Олар шарлы айналатын, дірілді немесе планетарлы центрге тартқыш және балғалы диірмендерде (1-сурет) ұсақталатын бастапқы материалдар болып табылады.
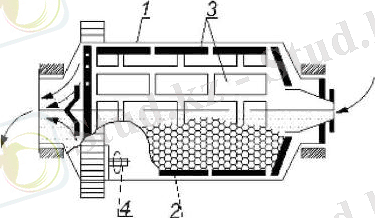
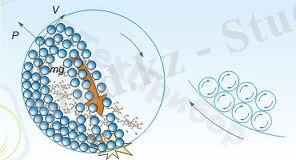
Сурет 1 - Шарлы диірмен
Механикалық әдістердің кемшіліктеріне ұнтақтардың шарлар мен атанақтың ұнтақтау өнімдерімен ластануы, олардың жоғарғы құны және үрдістердің қатыстық төмен өнімділігі жатады.
2 Ұнтақты металлургия технологиясының тиімділігі
Ұнтақты металлургия әдісін бұйым дайындауда қолдану жоғары еңбек өнімділігіне жетуге және мемлекеттің халық шаруышылығында жабдықтарды едәуір үнемдеуге мүмкіндік береді. Үнемдеуге жоғары беріктікті бұйымды алу, металлды рационалды пайдалану, оның шығындарын азайту, өнім сапасын арттыру, жаңа прогрессивті тетіктерді шығару арқылы жетеміз.
Егер қарапайым тетікті металл кесу білдектерінде дайындау металл шығынын 20 . . . 80%-ға дейін жеткізсе, онда ұнтақты металлургия әдісімен бұйымды алу келесімен ерекшеленеді, операция саны 3 . . . 5 болған жағдайда металл шығындары 5 . . . 10%-ды құрайды. Сонымен қатар, ұнтақты өнімдерді өндіру негізінен бір кәсіпорынға бейімделген, үлкен білдекті паркті және жұмысшылардың жоғары квалификациясын талап етпейді. Қарапайым құрамды тетікті ұнтақты металлургия әдісімен дайындау кесумен өңдеумен салыстырғанда металлдың меншікті шығынын 3 . . . 5 есеге, еңбек шығынын - 2 . . . 8 есеге, тетікті дайындаудың өз бағасын - 1, 5 . . . 3 есеге қысқартуға және еңбек өнімділігін 1, 5 . . . 2 есеге жоғарылатуға мүмкіндік береді.
Машина жасау зауыттарында тетіктерді кесумен өңдеу кезінде пайда болатын жоңқа мен шлам түріндегі қалдықтар - машиналар мен құралдардың түрлі тетіктерін өндіру үшін жақсы шикізат болып табылады.
Негізінен жоңқаның брикеттер мен пакеттерге пресстелген, шамамен 50% ы болат балқыту өндірісінде қолданылады. Жоңқаның бір бөлігі ұнтаққа қайта өңделеді. Ұнтақты металлургия әдістерімен қалдықтардан дайындалған бұйымдар қарапайым технология бойынша алынған тетіктерге қарағанда жоғары беріктілікке ие.
Дайындамаларды әрлеп өңдеу нәтижесінде алынатын шлам ұнтақты металлургия үшін құнды шикізат болып саналады. Осылайша, шарикті мойынтірек өндірісінің тетіктерін ажарлау қалдықтары оларды құрғату мен елегеннен кейін, ауыр жүктемелер жағдайында жұмыс істейтін фрикционды дисктерді дайындауға арналған негізді құрайды. Мойынтіректі шариктерді егеу мен икемдеуден кейінгі қалдықтардан алынған ұнтақ жалпыға арналған құрылымдық тетіктерді дайындауда қолданылады.
Ұнтақты металлургия әдістерімен дайындалған көптеген бұйымдар дәстүрлі әдіспен алынған бұйымдарға қарағанда, аса жоғары сапаға ие. Осылайша, тез кесетін болат ұнтағынан жасалған құрал беріктігі құйылған болат құралының беріктігіне қарағанда 3 . . . 4 есеге көп.
Құйылған түсті металлдарды темір ұнтағы негізіндегі материалдарымен алмастыру аса тиімді болып келеді.
Осылайша, ұнтақты металлургия қарапайым да, ерекше де қасиеттері бар материалдар мен бұйымдарды дайындауға байланысты сұрақтарды шешуге мүмкіндік береді. Ұнтақты металлургия тиімділігі бұйымда жаппай өндіру жағдайында жоғарылайды. Сондықтан, жаппай өндіруде ұнтақты металлургия әдісімен 1мың т тетікті дайындау кезінде 2000т-дан жоғары болат үнемделеді, 200-ден аса жұмысшы және 50-ден аса металл кесу білдектері босатылады. Өнім шығару көлемінің өсуімен ұнтақты тетіктерді дайындаудың өзіндік бағасы құйылған дайындамалардың өзіндік бағасына қарағанда төмендейді.
3 Құрылыс бөлімі
Металлургиялық комбинаттың негізгі өндірісінің объектілеріне жартылай өнімді немесе дайын өнімді шығаратын цехтар жатады. Қосымша шаруашылықтар мен қызметтер негізгі өндіріс объектілерінің дұрыс жұмыс істеуін қамтамасыз етуі керек. Оларға ақпаратты қамтамасыз ететін; зауыт ішіндегі көліктің; жөндеу-құралдық шаруашылықтың; энергия қамтамасыз ету және жабдықтаудың; шикізаттар мен материалдарды жинау объектілері мен құрылыстары; экологиялық және бақылау мен қауіпсіздікті қамтамасыз ететін басқа да қызметтер; әкімшілік-тұрмыстық корпустар, ғимараттар жатады.
Олардың дұрыс жұмыс істеуі техникалық және технологиялық, ақпараттық және ұйымдастыру, экономикалық және әлеуметтік факторларына байланысты. Жұмыс құрамы мен экономикалық нәтижелеріне өндіріс технологиясы үлкен әсерін тигізеді. Қалыпты жұмыс істеу кезіндегі негізгі өндірістің кешені келесілерді қамтамасыз ету керек:
• өңделетін материалдың минималды қалдықтары және жүйенің жұмыс істеуіне кететін минимал шығындар кезінде берілген номенклатура мен көлемдегі қажетті сападағы өнімді шығару;
• қызмет ететін персонал жұмысының қалыпты жағдайы мен қауіпсіздік техникасының талаптарына сай тиімді еңбек өнімділігі;
• зиян шығыстардың болмауы (қалыптыдан жоғары), цех ішінде де, қоршаған ортаға да (су және ауа бассейндері) .
3. 1 Өндірістің технологиялық сұлбасын жасау
Цехты жобалаудың бастапқы кезеңі кез келген металлокерамикалық бұйымды дайындаудың технологиялық сұлбасын жасау болып табылады. Ұнтақты металлургияның технологиялық сұлбаларының әр түрлі нұсқаларынан техникалық оңтайлы және экономикалық рентабельді нұсқаны таңдаған жөн. Технологиялық сұлба техникалық жобада принципиалды сұлбадан талдап тексерумен ерекшеленеді. Негізгі мақсаты - ең кіші өндіріс циклында және ең кіші өзіндік бағасы болған кезде жоғары сапалы бұйымды алуды қамтамасыз ететін технология нұсқасын таңдау. Технологиялық үрдіс алдымен графикалық сұлба түрінде, содан кейін бұйымның әр түріне нақты технологиялық карта жасалады, онда ұнтақ қоспасының құрамы, пресстеудің меншікті қысымы, пісіру температурасы, сақтау уақыты, бақыланатын атмосфера және басқа да технологиялық параметрлер белгіленетін өндірістің барлық операциялары көрсетіледі. Технологиялық карталарды бірнеше біртипті бұйымдарға жасаған жөн. Технологиялық сұлбаның соңғы нұсқасын бекіткеннен кейін материалдық теңдік есебінің негізінде материалдың қанша мөлшері қайта өңдеуге жарамды екені анықталады.
Материалдық теңдіктің негізгі мәселесі - дайын бұйымдарды шығарудың жоспарланған көлемінде, берілген технологиялық сұлба үшін қайта өңдеуге кететін бастапқы материалдардың санын есептеу болып табылады. Табылған бастапқы материал мөлшері өндірістің түрлі шектеріндегі қажетті жабдықтардың санын есептеу үшін негізгі фактор болып саналады. Технологиялық жобалау кезінде дайындық жұмысын, құрылыс жағдайлары туралы ақпарат жинау мен өңдеу жүргізіледі; цех жобасына кіретін болжамды технологиялық үрдістердің құжаттарын меңгеріп дайындайды.
Жобалау барысында жобаланатын цехтың өндірістік үрдістерінің технологиялық сұлбаларын жасайды; цех бойынша өндірістің операциялық және жалпы материалдық теңдіктерін есептейді; жабдықты құрастырудың бастапқы жоспарын құрады.
Металл ұнтақтар. Ұнтақтың химиялық және түйіршік метрикалық құрамы. Металл ұнтақтарды қайта қалпына келтіруге дейінгі жағдай. Ұнтақтың химиялық және түйіршікметрикалық құрамын, бөлшектер пішінін техникалық бақылау. Ұнтақтарды елеу. Ұнтақтың түйіршікметрикалық құрамын, себілу тығыздығын техникалық бақылау. Ұнтақтарды араластыру. Ұнтақтардың гомогенділігін, себілу тығыздығын техникалық бақылау. Бұйымдарды пресстеу. Пресстеу санына қатысты брикеттерді техникалық бақылау. Пісіру. Пісіруден кейінгі бұйым сапасын техникалық бақылау, отыру мен кеуектілікті анықтау. Калибрлеу. Калибрленген бұйымдарды өлшемдері мен сапасына қарай техникалық бақылау. Дайын бұйымдарға майдың сіңуі. Сіңген майдың мөлшері бойынша бұйымды техникалық бақылау. Дайын өнімді жинау.
Цехтың қабылданған технологиясында келесі негізгі мәселелер анықталуы керек:
- шығару бағдарламасы, жұмыс режимі, ауысым;
- технологиялық режимдер бойынша негіздемелері мен есептері бар өндірістің толық технологиялық сұлбасы;
- өңделетін материалдардың физикалық сипаттамасы;
- негізгі жабдықтың санын таңдау және есептеу, оның қысқа сипаттамасы;
- үрдісті жүргізу технологиясы;
- қойма орындары және қоймаға жинау технологиясы, қойма ауданын есептеу, цехтың көліктік жабдықтары;
- жабдықты спецификацияларымен бірге орналастыру жоспары;
- судың, будың, газдың, қысылған ауаның, қышқылдардың, майлардың, эмульсияның шығыны;
- жабдықтар астындағы іргетастың, майжертөлелерінің, туннельдердің габариттері;
- қосымша бөлімдер мен қызметтер, қосымша материалға қажеттілік;
- нормативті-технологиялық карталар.
Цехтың технологиялық және көліктік жабдықтарының нақтыланған орналасу жоспарын негізгі жобалы шешімдер бойынша жұмыс барысында белгілейді. Цехты қайта салу кезінде жобаны қолданыстағы жабдықтарды, коммуникацияны, сантехникалық және энергетикалық қамтуларды ескеріп жасайды. Технологиялық бөлімді жобалады аяқтау кезінде есептік түсіндірме қағазы жасалады, ол жаңа немесе қайта салынған цех жобасының технологиялық бөлігін жасау бойынша технолог-жобалаушылар жұмыстарының соңғы кезеңі болып табылады. Түсіндірме қағазымен бірге негізгі және қосымша жабдықтың тапсырыс спецификациясы беріледі, оның негізінде зауыт-дайындаушыда жабдыққа тапсырыс беру жүзеге асырылады.
Ұнтақты металлургия цехтарын жобалаудың басында есептік түрөлшемдерді дұрыс таңдау және оларды топтастыру аса маңызды болып саналады.
Есептік деп ұнтақты металлургия бұйымдарының кең номенклатурасының түрөлшемдерін атайды, оларды қабылдау жағдайы бойынша жабдықтың технологиясы мен сипаттамасын анықтайды: негізгі параметрлер, орнатылған қуат, номинал жылдамдық және оны реттеу шектері, өнімділік, ресурстар шығынының және қызметтердің нормалары, өзіндік бағасы және келтірілген шығындар.
Әдетте ұнтақты металлургия цехтарында өндіріс орташа немесе ұсақ сериялы болады, яғни бір цехта кең және әр түрлі сортамент бар, ол кіші партия массасы бар бұйымның жүздеген аттарын есептейді. Мұндай үлкен сортамент бойынша жобалы, ал жұмыс істейтін цехтарда түрлі жоспарлы-экономикалық есептер жүргізу мүмкін емес. Сондықтан, өндірістік режимдерді нақты орнатуға, қажетті жабдықтардың санын есептеу мен таңдауға кіріспес бұрын, барлық берілген сортаментті негізгі жабдықтың бірдей кешенінде өңделетін бұйым топтарына бөледі. Осындай әр топқа есептік түрөлшем таңдалады.
Есептік түрөлшемдер бірнеше талаптарды сай келуі керек. Бұйымдар орташа, максимал және минимал сипаттамалармен бірге, өлшемдермен, өңдеу көлемдерімен және т. б. көрсетілуі керек.
Технологиялық үрдісті жобалау кезінде жұмыс істейтін жабдық таңдалуы мүмкін, алайда ол заманауи деңгейге жауап беруі керек, сондай-ақ модернизация сұлбаларын көрсету арқылы жетілдірілген, автоматтандырылған және механикаландырылған болуы тиіс.
Негізгі жабдықты таңдаудан кейін технологиялық үрдістің режимдерін жасауға кіріседі.
Қосымша жабдықтың барлық түрі отандық және шетелдік тәжірибелердің жетістіктерін ескеріп таңдалуы керек. Қосымша жабдықты цехта негізгіден кейін орналастырады.
Өндірістік технологияны орнатып, негізгі жабдықты таңдағаннан кейін әр есептік түрөлшемге нормативті-технологиялық карта құрылады.
Нормативті-технологиялық карта цехтағы негізгі құжат болып табылады, оған сәйкес кез келген өнім дайындалады. Сондай-ақ бұл - цехың нормативті-анықтамалық ақпаратының негізгі қайнар көзі. Онда кезекпен барлық технологиялық операциялар белгіленеді, олардың технологиялық сипаттамалары беріледі, жабдық анықталады, әр операциядағы қалдықтар мен шығындардың оңтайлы нормалары туралы мәліметтер беріледі, толтыру коэффициенті және жарамды шығыс пайызы анықталады.
Техникалық нормалау мәліметтерінің негізінде шығару нормалары белгіленеді, білдек- және адам-сағат шығындары мен жарамды өнім тоннасына бағалаулар есептеледі.
Нормативті-технологиялық картаны құрған кезде келесі жағдайларды басшылыққа алған жөн: шығарылатын өнімнің әр топшасына жеке карта есептелуі керек; егер бірнеше топшаға бір жалпы өкіл таңдалса және бұл топшалар бір технологиялық сұлбамен дайындалса, онда НТК топшалар санына сәйкес даналар мөлшерінде дайындалуы қажет; егер бір өнім өкілі екі немесе одан да көп цехтарда өндірілсе, онда мұндай бұйымдар үшін бірлік НТК есептеледі, оған бірінші цехтың қайта бөлісі және екіншінің қайта бөлісі жатады.
3. 2 Цехты жоспарлау және ондағы жабдықтарды қою
Цехты жоспарлау - аса күрделі және жобалаудың қағидалы тапсырмасы болып табылады. Бұл тапсырманы шешер кезде қолданылатын материалдар мен оларды сақтау әдістері; жабдықтардың типтері мен сандары, оларды пайдалану ыңғайлылығы; жұмысшылар еңбектерінің жағдайлары; жүкағындарының болуы және т. б. ескеріледі. Ұнтақты металлургия цехы әдетте келесі аймақтардан немесе бөлімдерден тұрады:
- металл ұнтақтар мен басқа материалдар қоймасы.
- Ұсатып араластыру бөлімі.
- Ұнтақтар мен грануляцияларды араластыру бөлімі.
- Пресстеу бөлімі немесе бұйым дайындамаларын пішіндеу бөлімі.
- Пісіру және қорғаныш газдарын өндіру бөлімі.
- Дайын бұйымдарды калибрлеу, жетілдіру, ылғалдау немесе қосымша өңдеудің басқа түрлерінің бөлімі.
- Дайын өнім қоймасы.
- Зертхана, техникалық бақылау аймағы, конторалы және тұрмыстық бөлмелер.
Ұнтақты металлургия кәсіпорындары өнеркәсіптік аймақта құрылыс нормаларының, өнеркәсіптік кәсіпорынды жобалаудың өртке қарсы нормаларының талаптарына сай орналасуы қажет.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz