Бойлай-жону металл өңдеу станогының электр жетектерін модернизациялау: тұрақты токты сызықтық жетек пен жиілік түрлендіргіштерді енгізу

5
6

7
8
АҢДАТПА
Дипломдық жобада негізінен бойлай-жону металл өңдеу станогінің
электр жетектерін жетілдіру мәселелері қарастырылған. Бойлай-жону
станогінде металл өңдеу технологиясының шарты бойынша электр жетегіне
қойылатын талаптар анықталып, бас электр жетегіне тұрақты токты сызықтық
электр жетегі таңдалынды. Тұрақты токты сызықтық электр жетектің
электрқозғалтқыш қуаты анықталып, олардың классифицикациясы құрылды.
Бойлай-жону станогінің электр жетегінің күштік және функционалды
сұлбалары көрсетілген, екі контурлы бағынышты басқару жүйесінің күштік
және структуралық сұлбалары құрылған.
Арнайы бөлімде тұрақты токты электр жетегін айнымалы токты
электржетегіне ауыстыруға ұсыныс берілген.
Сонымен қатар, дипломдық жұмыста өмір тіршілік қауіпсіздігі
қарастырылып, экономикалық тиімділік есептелді.
9
АННОТАЦИЯ
В дипломной работе рассмотрены вопросы модернизации
электроприводов продольно-строгального металлорежущего станка. По
технологическим особенностям, определены основные требования к
разрабатываемому электроприводу, согласно которых в качестве
электропривода главного движения станка выбран линейный электропривод
постоянного тока.
Разработаны и приведены силовые схемы и схема управления линейным
электроприводом. Выбрана двухконтурная система подчиненного
регулирования, приведена структурная схема.
В специальной части дипломной работы в качестве электропривода
главного движения продольно-строгального металлорежущего станка, выбран
асинхронный частотный электропривод, анализированы ряд преобразователей
частоты Альтивар.
В дипломной работе также рассмотрены вопросы безопасности
жизнедеятельности и расчитана экономическая эффективность внедрения
линейного электропривода постоянного тока.
10
ANNOTATION
The questions of modernisation of electromechanics of longitudinal-plane
metal-cutting machine tool are considered in diploma work. On technological
features, the basic requirements to the developed electromechanic, in obedience to
that as an electromechanic of main motion of machine-tool the linear
electromechanic of direct-current is chosen, are certain.
Power charts and management chart are worked out and resulted by a linear
electromechanic. The double-circuit system of the inferior adjusting is chosen, a
flow diagram over is brought.
In the special part of diploma work in quality electromechanic of main
motion of longitudinal-planemetal-cutting machine tool, an asynchronous frequency
drive, to analyserow of transformers of frequency of Altivar, is chosen.
In diploma work the questions of safety of vital functions and расчитана are
also considered economic efficiency of introduction of linear electromechanic of
direct-current.
11
МАЗМҰНЫ
Кіріспе
10
1
Технологиялық бөлім
11
1. 1 Металды бойлай жону процесі
1. 2 Бойлай жону станогының кинематикалық сұлбасы
1. 3 Жону үстелінің негізгі қозғалысының электр жетегіне қойылатын
негізгі талаптар
1. 4 Тұрақты токтың сызықтық қозғалтқыштар және олардың
классификациясы
11
12
14
15
2
Негізгі бөлім
22
2. 1 Қуатты және тартымды күш салуды есептеу
2. 2 Тұрақты токты сызықты қозғалтқышты есептеу және электр
механикалық сипаттамаларды тұрғызу
2. 3 Сызықты қозғалтқыштың жүктемелік диаграммасы
2. 4 Жону үстелінің электр жетегінің электрлік сұлбасын құру
2. 5 Бағынышты басқару жүйесінің реттегіштерінің негізгі параметрлерін
есептеу
2. 6 Басқару жүйесінің статикалық және динамикалық сипаттамаларын
есептеу
2. 7 Бойлай жону үстелінің басты электр жетегінің принципиалды
басқару сұлбасын құру
2. 8 Бойлай-жону металл өңдеу станогының бас қозғалыс электр
жетегіндегі өтпелі процессті модельдеу
22
23
32
38
41
44
46
52
3
Арнайы бөлім
58
3. 1 Бойлай-жону станогінің негізгі электр жетегіне жиілік
түрендіргіштер ұсыну
3. 2 Бойлау-жону станогіне ұсынылатын жаңа заманғы жиілік
түрленгіштер
3. 3 Сырғанаудың орнын толтыру
3. 4 Магнитті ағынның тұрақтандыру (IR - орын толтыру)
3. 5 Бойлай-жону станогінің Altivar жиілікті түрлендіргіш түрлері
58
63
66
66
66
4
Еңбек қауіпсіздік негіздері бөлімі
69
4. 1 Бойлай - жону станогының электр қондырғысын нөлдеуді есептеу
4. 2 Жұмыс орнының ғимаратының жарықтануын есептеу
4. 3 Өртке қарсы қауіпсіздік бойынша ұйымдық - техникалық шаралар
4. 4 Станокта жұмыс жүргізу кезінде қауіпсіздікті қамтамасыз ету
69
71
72
74
5
Экономикалық бөлім
75
5. 1 Жаңа жүйені енгізудің тимділігі
12
75
5. 2 Капиталды шығындар
5. 3 Жөндеу жұмыстарының шығыны
5. 4 Жылдық экономикалық эффект
Қорытынды
Пайдаланылған әдебиеттер тізімі
13
76
77
82
83
84
Кіріспе
Халық шаруашылығының салаларының электрмен қамдануында кең
тараған электр жетек басты рөлге ие, ал көптеген жағдайларда жұмысшы
машиналарды және механизмдердің орындаушы органдарын қозғалысқа
келтірудің жалғыз құралы болады. Мемлекетіміздің өндірісінің жалпы
көлемде тұтынылатын электр энергиясының шамамен үштен екісі электр
жетектің үлесіне келеді. Электр жетектің өндірістік үрдістерді қамту деңгейі
орнатылған қуатының барлық механикалық және
электрлік күшейткіштердің қуатына қатынасымен сипатталады.
Технологиялық үрдістерді автоматтандыруды және механизациялауды
дамытуды қамтамасыз ете отырып, электр жетек қоғамдық өндірістің
еңбегінің өнімділігінің өсуіне әсер етеді. Еңбек өнімділігінің және электрмен
қамданудың өсу қарқынының арасында көп жылғы статикалық деректермен
расталатын көлденең тәуелділік бар.
Электр энергиясын тұтынатындардың көбіне қарағанда электр жетекте
техникалық прогресспен туындайтын ғылыми ойларды және техникалық
шешімдерді модернизациялауда маңызды рөл атқара отырып ғылыммен
техниканың соңғы жетістіктерінде динамикалық түрде қолданылуда
автоматтандырылған электр жетекті жасау кезінде қабылданатын жаңа
шешімдер шарт бойынша жұмысшы машиналардың кинематикасын
жақсартуға, метал және тиімді емес механикалық берілістерден босануға,
жұмысшы машиналардың орындаушы органдарының тозуға тұрақтылығын
жоғарлатуға, еңбек шарттарын жақсартуға және тағы басқаға мүмкіндік
береді.
Өндірісті автоматтандырудың және механизациялаудың негізгі
бағыттарының бірі ретінде тұрақты токты электр қозғалтқыштармен электр
жетектердің принціпті жаңа түрлерін жасау болады.
Әртүрлі машиналардың жұмысшы органдары әртүрлі, қиын
қозғалыстарды жасайды. Машиналардың электр жетегі шарт бойынша
айналушы әсерлі электр қозғалтқыштардың көмегімен іске асырылады.
Сондықтан жетек және жұмысшы органы арасында әртүрлі, қозғалтқышты
гидравликалық және пневматикалық түрлендіргіштерді орналастыру қажет.
Олар машинаның құрылымын қиындатып қана қоймайды, сонымен қатар
машинаның тиімділігін және сенімділігін жоғарлату жолында, немесе тіптен,
қондырғының өңделетін обьектісіне әсер етудің жаңа, прогрессивті тәсілдерін
іске асыруға кедергі болады.
Тұрақты токты электр жетектер қосымша қондырғысыз түсуші
қорғанысты жасайды, электр жетектің әдеттегі құрылымын жеңілдетеді, кең
функционалды мүмкіндіктерді, жақсартылған динамикалық қасиеттерді,
жоғарғы сыйымдылықты қамтамасызетеді.
14
1 Технологиялық бөлім
1. 1 Металды бойлай жону процесі
Бетті өңдеу үшін қолданылатын жону үрдісі кесудің тік сызықты
қозғалысымен жону станоктарында іске асырылады. Бойлай жонатын
станоктарда кесу қозғалысы үстелге дайындамамен хабарланады, ал беру
қозғалысы - кескішке. Жұмысшы жүріс кезінде станоктың орнын бойлай
ауыстыру басты қозғалыс болады, ал кескіштің орын ауыстыру - беру
қозғалысы болады. Жону кезінде беру мм /екі еселі жүріс өлшеміне ие. Жону
станоктарында жұмысшы жүріс кезінде кезу үрдісі жүреді, ал үстелдің бос
жүрісі кезінде дайындама кері бағытта орын ауыстырады. Үстелдің бос жүрісі
кезінде кесу болмайды, бос жүрістің аяғында берудің қозғалысы басталады,
яғни жұмысшы жүріс кезінде металдың келесі қабатын шешу үшін қажет
көлденең бағыт кезінде кескіштің және дайындаманың салыстырмалы орын
ауыстыруы.
Өңдеуге уақытты азайту үшін жону қондырғыларында бос жүріс
жылдамдығы жұмысшы жүрістің жылдамдығынан көп. Тура жүрістің
жылдамдығы ϑ п р 1 ÷ 2 30 ÷ 60 м/мин дейінгі аралықта жатады. Кері жүрістің
жылдамдығы
ϑ обр шарт бойынша 100 м/мин -ге жетеді. Циклдердің үлкен
жиілігіне байланысты бойлай жону станогының басты қозғалысының жетегі
ревестер кезінде үлкен динамикалық көрсеткіштерді қамтамасыз етуі керек,
себебі реверстердің ұзақтығы өңдеудің сенімділігіне әсер етеді.
Кесуге әсер етуші күштер.
Кесу тереңдігі, мм/екі еселі жүріс берісі. Жону кезінде кесу күші:
Fz = CFz ⋅ tXFz ⋅ δ YFz ⋅ VпрnFx
(1. 1)
Кесу үрдісіне кейбір бұрышқа алынған және құралдардың бөліктерін
кесетін күшейту туындайды, оларды үш құраушылар тұрінде көруге болады.
мұндағы Fz - тангенсті күшейту немесе кесудің күшеюі;
Fy - радиалды күшею, станокқа қысым тудыратын күшею;
Fx - остік күшею немесе берудің күшеюі.
Бойлай - жону станогында басты қозғалыстың электр жетегінде
пайдалы ретінде кесуді күшейту болып табылады. Ол кесу режимдеріне,
өңдеунуші бұйымның материалына және құралдың кесу қасиеттеріне
байланысты. Сондықтан ең алдымен бұйымның белгілі материалы кезінде
өңдеудің әрбір өтуінде кесудің техналогиялық режимін таңдайды. Соған сай
кескіштерді, олардың түрін, геометриясын және суыту әдісін таңдайды, кесу
режимдерінің анықтамалары біршама өңдеу ұзындығын анықтайды, кесу
тереңдігін t деп белгілейміз, беруді ϑ белгілейді, әрбір уақыт үшін эмпериялы
формулалар біршама кесу жылдамдығын және күшін есептейді:
15
ϑ =
T
Cu ⋅ R ϑ
Tm
(1. 2)
мұндағы ϑ - кесу жылдамдығы;
Cu - өңдеуші материалды және кескіш материалын, сонымен
қатар өңдеу түрін сипаттайтын коэффициент;
T - кескіштің орнықтылығы;
t - кесу тереңдігі;
S - кескішті бір екі еселі жүріске беру;
m, x, ϑ, y, u - дәреже көрсеткіштері.
1. 2 Бойлай жону станогының кинематикалық сұлбасы
Бойлай - жону станоктарында үлкен бөлшектерді жону орындалады.
Мұндай станоктар үстел ұзындығы 1, 5 ÷ 12 м әртүрлі өлшемді болып
шығарылады. Үстелдің ұзындығына байланысты орташа көлемді станоктарды
орналастырады. Үстел ұзындығы Lm = 3 ÷ 4 м кезінде тартымды күшейткішпен
Fтлг ≤ 30 ÷ 50 кН , LСТ ≤ 5 м кезінде орташа өлшемдер F тлг = 50 ÷ 70 кН , және ауыр
станоктар L СТ 5 м және F тлг 70 кН. Бойлай - жону станогының жалпы түрі
1. 1-суретте келтірілген. Станокта 1 өңделуші бұйым үстел 2 - ге бекітіледі,
қайтушы - түсуші қозғалыс жасайды, ал кескіш 3 траверсте 5 орнатылған
қозғалмайды. Жону үрдісі үстелдің тура жүрісі кезінде жргізіледі және кері
жүрісі кезінде кескіш көтеріледі. Үстелдің әрбір кері жүрісінен кейін кескіш
көлденең беруді қамтамасыз ете отырып көлденең бағытта орын ауыстырады.
Жұмысшы жүріс кезінде үстелдің көлденең орын ауыстыруы басты қозғалыс
болады, ал кескіштің орын ауыстыруы - берудің қозғалысы.
Қосымша қозғалыс ретінде станоктың траверстерінің және
суппаторларының тез орын ауыстыруы, үстелдің кері жүрісі кезінде және
түзету операциялары кезінде кескіштерді ұстағыштарды көтеру.
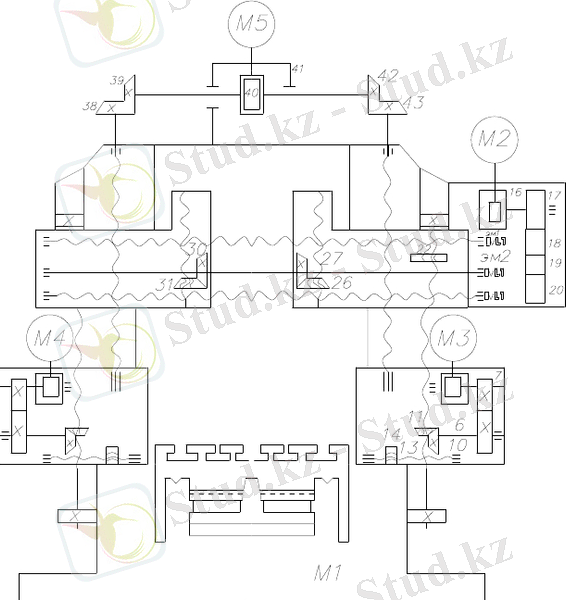
Бойлай-жону станогының киниматикалық сұлбасы суретте келтірілген.
Басты қозғалыс тұрақты ток қозғалтқышынан М1, болады, оның көмегімен
үстелдің түсуші қозғалысы орындалады. Жанындағы суппортторды тік беру
М3 және М4 қозғалтқыштарынан орындалады. Екі жетекте ұқсас. М3
қозғалтқышынан айналу 5 - 6 жұбымен 78 және 9 - 10 жүрісті винт 12 арқылы
11 чайкаға беріледі. Орнатушы көлденең орын ауыстырулар 13 вентилімен 14
чайкаға қолмен орындалады. Көлденең суппораторларды беру қозғалысы 112
электрқозғалтқышымен қамтамасыз етіледі, одан айналу червякті15 - 16
арқылы және 17 - 20 тісті домалақтар арқылы тік жіне көлденең берудің
жүрісті винттері арқылы беріледі. 24 чайкасымен 23 суппаторының көлденең
беруінің бұрандасы оң жүктемеге ие және муфтасымен беріледі.
35 чайкасымен 34 сол жақтағы суппатордың жүрісті винты сол
жүктемеге ие және 20 тісті доңғалау арқылы муфтасымен қосылады.
16
1. 1 сурет - Бойлай жону станоктың кинематикалық сұлбасы
Суппаторларды тік беру 26 - 27 және 30 - 31 тісті доңғалақтар және 19
тісті доңғалағымен ЭМ2 муфтасымен қосылатын 25 білік арқылы 28 және 32
чайкаларымен 29 - 33 жүрісті винтелдермен қамтамасыз етіледі. Траверсаның
орын ауыстыру М5 электр қозғалтқышы арқылы орындалады, одан айналу 40
- 41 червякты жұбы, 38 - 39 және 42 - 43 тісті доңғалақтар және
электрқозғалтқышты реверстеу есебінде траверсаны көтеру және түсіруді іске
асыратын 36 және 21жүрісті винттеріне 37 және 22 чайкалары арқылы
беріледі.
17
1. 3
Жону
үстелінің
негізгі
қозғалысының
электр
жетегіне
қойылатын негізгі талаптар
Бойлай - жону станогының басты қозғалысының электр жетегі үстелдің
бөлшекпен қайтып - түсуші ұлғаюын қамтамасыз етеді. Электр жетек
реверстенген етіп орындалған. Үстелдің алға қарай қозғалысы кезінде басты
қозғалыс кесу режимдеріне сай жүктелген және кері қарай қозғалыс кезінде
қозғалтқыштың жүктемесі тек қана үстелдің бөлшекпен жану үрдісісіз орын
ауыстыруына жұмсалады. Электржетек
ϑ min = 4 ÷ 6 м/мин ішінде
ϑ max = 40 ÷ 60 м/мин алғашқы жону кезінде, яғни 10:1 диапазонында кесу
жылдамдығын басты реттеуді іске асырады, және ϑ пр = 20 ÷ 25 м/мин - дан
төмен жылдамдық кезінде моменттің тұрақтылығы және ϑ пр - дан жоғары
жылдамдық кезінде тартымды күшейту тұрақты болады, қуат тұрақтылығы
кезінде тартымды күшейту төмендейді. Орнатылған режемдерде электр жетек
жүктеменің бос жүрістен номиналдыға дейін өзгеруі кезінде жылдамдықтың
5% - дан кем емес өзгеруімен реттеудің барлық диапазонында қатаң
механикалық сипаттамалар қамтамасыз етіледі. Өтпелі үрдістерде
механикалық тез әрекет етумен және рұқсат етілген динамикалық
жүктемелермен электрқозғалтқышпен жіберу және резервтеу орындалады.
Кескіштің бұйымға соғылу және одан шығуы 12 ÷15 м/мин - ге тең
ϑ вр және ϑ вых және бұйымның алдыңғы беті алынбайтын және шығысы кезінде
кескіш сымбайтын, сонымен қатар, кескіштің бұйымға шығуы кезінде
бұйымның бөлшектері жиналмайтын күшеюді анықтайтын аттас
жылдамдықтар кезінде жүргізіледі. Қазіргі талаптар свотында төмендетілген
жылдамдықты көлденең аймақтар жетектің тахограммасында кескіштің
бөлшекке кіруі және шығуы кезінде міндетті емес. Бірақ соғылу кезіндегі
жылдамдық техналогия шарты бойынша жоғарыда келтірілген мәндерден
аспауы керек, ол сельсиндердің бұрылуында S жолдың тағайыншамасының
өзгеруімен қамтамасыз етіледі. Үстелдің кері жүрісінің жылдамдығын
15 ÷120 м/мин аралығында таңдайды және ол кесу жылдамдығынан 2 ÷ 3 есе
артық, онымен үстелдің минутына екілік жүрісімен анықталатын станоктың
артықшылығын жоғарлатуға қол жеткізіледі. Тез жүру және тежеу кезінде тез
жүрудің 8 өтпелі режимдері және тежеу кезінде қосымша динамикалық
күшейтулер туындайтын кинематикалық тармақтың техналогиялық үрдісінен
және механикалық беріктілігімен анықталатын рұқсат етілген күшейту және
баяулатудың тұрақты көлемімен сызықты заңдылық бойынша өзгереді.
Жұмысшы орган машиналарында және қозғалтқышта максимал
жақындауға ұмтылу соңғы кезде жұмысшы органның түсуші орын
ауыстыруына қарапайым айналушы электр жетектің аралық кинематикалық
буындарысыз электрэнергиясының қарқынды дамуын қамтамасыз етуге
мүмкіндік беретін сызықты электр жетектердің қарқынды өңдеуді негіздеді.
Сызықты электр жетек деп бір біріне қатысты айналатын және осы
қозғалыспен электрлік басқаруды қамтамасыз ететін электр магнитті әсерлер
18
есебінде түсетін, соның ішінде масса жетегімен араласатын қайта түсетін
қозғалысты тудыратын электр магнитті қондырғыны айтатын боламыз.
Сызықты электр жетектер сызықты асинхронды және синхронды
қозғалтқыштар, сонымен қатар тұрақты ток қозғалтқыштар базасында іске
асырылуы мүмкін.
Сызықты электр қозғалтқыштары (СЭҚ) бар жетектер қозғалыс сипатын
немесе жылдамдығын түрлендіретін механизмдерден тұрмайды. Келтірілетін
СЭҚ - ң машинаның орындаушы органының қозғалысының жылдамдығы
соңғысының параметрлерімен анықталады. Көптеген техналогиялық
машиналардың, механизмдердің және құралдардың орындаушы органдары
оларды пайдалану шарты және орындалатын жұмыс сипаты бойынша 1м/с -
тен аспайтын жылдамдықпен қозғалуы керек. Бірақ
СЭҚ
дамушы
жылдамдықтарының төменгі шегі олардың констуктивті ерекшеліктерімен
шектелген. Төменгі жылдамдығы бар жазық СЭҚ төменгі энергетикалық
көрсеткіштерге ие, олардың полюсті құрылымы екпіннің өндірістік жиілігі
кезінде өте аз болуы керек, ол конструктивті қиындықтарға және оларды
дайындаудың техналогиялық қиындықтарына байланысты. Жарық САЭҚ
арнайы полюсті құрылыммен екпіннің өндірістік жиілігі кезінде - 3 м/с
жылдамдық кезінде мүмкін болады.
Дайындау техналогиясы жазыққа қарағанда оңайырақ, ұқсас полюсті
құрылымы бар цилиндрлі СЭҚ 0, 5 - 1м/с жылдамдықтары кезінде
қолданылуы мүмкін және
ССЭҚ
жылдамдықтың электр
магнитті
редукциясымен 0, 1м/с - тан кем емес жылдамдықтар кезінде.
Бірқатар жағдайларда сызықты тұрақты токты электр қозғалтқыш
(СТТЭҚ) қолдану мақсатты, олар механикалық сипаттаманың берілген
қаттылығымен 0, 005-м/с-ке дейінгі минимал жылдамдық кезінде автоматты
реттеу жүйесінде орын ауыстыру жылдамдығының өзгеруін 3 грат-қа
дейін диапазонын қамтамасыз етуі мүмкін, оны СЭҚ бар электржетегінің
жүйесінде алу мүмкін емес.
СТТЭҚ станоктарының басты жетектерінде, станоктарды тез әрекет
етуші аз қуатты жетектерде, автоматтандырылған қатарының
механизмдерінде қолдану жетектің сапасын жоғарлатуға және бағасын
төмендетуге мүмкіндік береді.
1. 4 Тұрақты токтың сызықтық қозғалтқыштар және олардың
классификациясы
Өндірісте шешілетін есептердің ерекшелігі тұрақты токтың сызықты
қозғалтқыштарының конструктивті орындалуларының әр түрлілігін алдын ала
анықтаған. Қазіргі уақытта қысқа жүрісті және ұзын жүрісті, жазық және
цилиндірлік біліктері бар, шығарылған коллекторымен және орамдағы
коллектормен және тағы басқа қзғалтқыштар бар. Механизмнің конструктивті
ерекшеліктеріне асй оларды тұрғызу принциптерінің классификациясы
19
жасалған, ол суретте көрсетілген. Классификацияның әр деңгейінде
«морфологиялық жақындауды» қолдануға негізделген техналогияда аналогты
белгілі әдісті іске асырудың мүмкін болатын нұсқаларының жиынтығы
қарастырылады. Келтірілген механизмдердің талаптарына сай қозғалтқыштың
белгілі бір конструктивті орындалуын анықтау кезінде классификацияның бір
деңгейінен екінші деңгейіне тізбектей өтуімен және қойылған талаптарды
максимал қанағаттандыратын әрбір деңгейде шешімді таңдаумен
қозғалтқыштың ең рационалды компановкалары орнатылады. Осы кезде
сызықты қозғалтқыштың белгілі, жаңа рационалды
кампановкаларымен
қатар ойлауды және алуды құрымдылау мүмкіндігі қамтамасыз етіледі.
СТТЭҚ кейбір тиімді белгілеріне қысқаша сипаттама береміз. Жойылған
индукатормен СТТЭҚ құрылымында шарт бойынша қозғалушы элемент
ретінде ұзындығы LU = 2 p τ білік болады, мұндағы ρ - білікпен бір уақытта
өзара әсерлесетін полюстер саны, τ - полюсті бөлу. Осы кезде индикатор
полюстері білік жүрісінің барлық ұзындығы бойынша l x орналасқан және
индикатор ұзындығы
LU = La + l x . Келтірілген конструкцияда индикатор
ұзындығы LU = 2 p τ, ал білік ұзындығы L а = Lu + l x .
1. 2-суретке сай полюстердің магнит ағынының бағытына байланысты
біліктің мойынтұрығында тұрақты токтың сызықты қозғалтқышы келесілерге
бөлінеді:
- бойлық ағыны бар қозғалтқыштар;
- көлденең ағыны бар қозғалтқыштар;
- бойлық көлденең ағыны бар қозғалтқыштар.
Бірінші типті қозғалтқыштарда индикатордың магнит ағынын
тұйықталу жолы білік мойынтұрғының жанында өтеді және оның қимасы
ағының көлеміне байланысты таңдалады, яғни қарапайым машиналары
сияқты.
Екінші және үшінші типті қозғалтқыштар екі жақты индукаторлары бар
жазық СТТЭҚ оңай орналасады. Бір біріне қарама қарсы орналасқан
полюстерді орнату кезінде
білік
мойынтұрғысына кесе көлденең
тұйықталады. Бұл жағдайда мойынтұрықтың биіктігі саңылаудағы индукцияға
және полюсті бөлудің көлеміне тәуелді емес және механикалық орнықтылық
шарты бойынша таңдалады.
Екінші және үшінші типті қозғалтқыштар екі жақты индукаторлары бар
жазық СТТЭҚ оңай орналасады. Бір біріне қарама қарсы орналасқан
полюстерді орнату кезінде
білік
мойынтұрғысына кесе көлденең
тұйықталады. Бұл жағдайда мойынтұрықтың биіктігі саңылаудағы индукцияға
және полюсті бөлудің көлеміне тәуелді емес және механикалық орнықтылық
шарты бойынша таңдалады.
Егер индукатордың бір жағының полюстерін басқа жақтың полюстеріне
қатысты қандайда бір қозғалыспен орнатса, олардің магнит ағыны біліктің
арқашасына тұйықталады, бойлық және көлденең бағытта.
20
Біліктің мойынтұрғысында магнит ағынының бағытты білікті орамды
таңдауды шарттайды.
Тұрақты токтың сызықты қозғалтқыштары
Жарық
Цилиндрлі
Біржақты
индуктормен
Ұзартылған индуктормен
Екі жақты
индуктормен
Цилиндрлі
индуктормен
Ұзартылған білікпен
Индуктордың
мойынтұрғысын-
да бойлық
ағынмен
Инду-дың
мойынтұрғы-
сында бойлық
көлденең ағынмен
Индуктордың
мойынтұрғысын-
да көлденең
ағынмен
Тұрақты магниттермен
қозумен
Ферромагнитті білікпен
Электр-магнитті қозумен
Магнитті емес білікпен
Білік
мойынтұрғы-
сында бойлық
ағынмен
Білікте бойлық
көлденең
ағынмен
Білікте көлденең
ағынмен
Сақиналы
ораммен
Электр магнитті
коммутатормен
Екі жақты
шабдалды
орамен
Бөлек
шабдалды
орамен
Жартылай
өткізгішті
Баспалы
ораммен
колекторсыз
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz