Балқытып дәнекерлеудің жіктелуі және негізгі әдістері

Д. Серікбаев атындағы Шығыс Қазақстан мемлекеттік техникалық университеті.
Инженерлік факультеті. Машинажасау кафедрасы.
Реферат
Пәні: Машинажасау
Тақырыбы:Балқытып дәнекерлеуді жіктеу.
Дайындаған: 18 ТМК-1 тобының студенті
Жұмаділов М. М
Тексерген: Бекболатов Қ. С
Өскемен қ. 2018
Мазмұны:
- Кіріспе . . . 3
- Дәнекерлеу процесстері . . . 4
- Доғалы дәнекерлеу әдістері . . . 5
- Электршлактық дәнекерлеу . . . 7
- Плазмалық дәнекерлеу . . . 8
- Электронды-сәулелік дәнекерлеу . . . 9
- Лазерлік дәнекерлеу . . . 9
- Қорытынды . . . 11
- Пайдаланылған әдебиеттер тізімі . . . 11
Кіріспе
Дәнекерлеу - қосылатын (біріктірілетін) металл жиектерін жоғары, бірақ балқу температурасынан темен температураға қыздырып, жиек аралығына балқыған металл беріліп кристалдандыру нәтижесінде біртұтас қосылыс қалыптастыру. Дәнекерлеу пісірудің бір түріне жатады, бірақ пісірулерден айырмашылығы бар. Негізгі айырмашылығы қосылатын металл жиектері балқытылмайды, дәнекердің балқу температурасы негізгі металл балқу температурасынан төмен болып алынады. Атомдар аралық байланыспен қатар адгезиялық байланыс қалыптасады. Дәнекерлі қосылыстың беріктігі пісірілген қосылыстан төмен болады.
Қосылыстың беріктігі көп жағдайда қосылатын беттердің дәнекерленуіне байланысты. Металдарды дәнекерлеу кезінде дымқылдау сапасы әдетте беттің тазалығына байланысты - онда металл тотықтары немесе органикалық майлар мен майлар болмауы тиіс. Ластануды жою, беттік керілуін төмендету және дәнекердің ағуын жақсарту үшін флюстер немесе бетті белсендірудің ультрадыбыстық әдістері қолданылады. Металл емес беттерді (керамика, шыны) немесе тез балқитын дәнекермен дәнекерлеу кезінде химиялық флюстер дымқылдандыруға көмектеспейді, сондықтан беттің ультрадыбыстық активтендірілуін қолданады.

Дәнекерлеу процесстері
Дәнекерлеу процесін энергия мен заттың қайтымсыз өзгерістерімен байланысты екі негізгі физикалық құбылыс: энергияны басқарып, енгізу мен заттар қозғалысын анықтайды.
Энергияны енгізу - дәнекерлеудің қажетті шарты болып, қосымша энергиясыз қосылысатын беттер активтелуі мүмкін емес. Енгізілетін энергияның түрі мен түзілім сипаты дәнекерлеудің процесінің түрін анықтайды. Затты енгізу тек балқытып дәнекерлеудің кейбір түрлері кезінде қажет болып, мұндағы энергияның бір бөлігін бұл жағдайда балқытылған материалға енгізілуі мүмкін. Қазіргі кезде жіктемесі негізгі физикалық, техникалық және технологиялық белгілер бойынша жүретін дәнекерлеу процестерінің 150-ден астам түрі бар. Жіктеудің негізгі белгілері болып дәнекерлік қосылысты алу үшін қолданылатын энергия түрі табылады. Осы белгілері бойынша барлық дәнекерлеу процестері мына үш кластық: терминалық, термомеханикалық немесе механикалық түрлердің біріне жатады.
Металдардың физикалық қасиетіне қарай дәнекерлеу әдісінің түрлері.
Доғалы
Электрлішлакты
Плазмалы
Электронды-сәулелік
Лазерлік
Термитті
Газды
Контакталы
Диффузионды
Ұсталық
Газдыпре р
Жоғарғы жиілік
Пешті
Салқын
Сырғымалы
Ультрадыбыстық
Жарылғышты
Магнитті-импульсті
Кестеге сай термиялық класс жылулық энергияларды: доғалық, электрошлактық, плазмалық, электронды-сәулелік, лазерлік және газды энергияларды пайдаланумен жүзеге асатын балқытып дәнекерлеудің барлық түрлерін қамтиды. Термомеханикалық класқа жанулық энергия мен қысымды пайдаланудағы дәнекерлеудің барлық түрлері бірігеді: контактылық, диффузиялық, ұсталық, газдыпрестік түрлері және т. б. механикалық класқа механикалық энергияны қолданумен жүзеге асатын қысыммен дәнекерлеудің барлық түрлері жатады: суық, үйкелістік, ультрадыбыстық және жарылыстық дәнекерлеу.
Дәнекерлеу процестерін жүктеудің техникалық белгілері болып дәнекерлеу аймағында металды қорғау әдістері, процесс үздіксіздігі мен оның механикалану дәрежесі табылады. Әрбір дәнекерлеу түрлері үшін жіктеудің технологиялық белгілері жеке анықталады. Мысалы, доғалық дәнекерлеу мына белгілер бойынша жіктелуі мүмкін: электрод түрі, қорғау сипаты мен автоматтану дәрежесі.
Электродтық материал түрі бойынша балқығыш және балқымайтын электродтармен доғалық дәнекерлеуді ерекшелейді. Балқығыш электрод болып болат шыршықтар мен сымдар, альюминий, титан, мыс, никель және басқа да металл балқымалары, ал балқымайтын болып - көмірлі, графиттік және вольфрандық шыршықтар табылады.
Қорғаныш сипаты бойынша қоршаған орта әсерінен дәнекерленетін металл мен дәнекерлеулік ваннадан шлакпен, газды шлактық және газдықорғанышты доғалық дәнекерлеу тәсілдері бөлініп алынады.
Атмосфералық газдардан қыздырылатын электрод ұшымен сол доғаны, дәнекерлеу ваннасын қорғау әдісі бойынша доғалық дәнекерлеу мына түрлерге бөлінеді: жабық электродты, қорғаныштық газдағы, флюс астындағы, өзіндік қорғанушы ұнтақтық сымды, ваккумдағы және аралас қорғанышты дәнекерлеулер. Дәнекерлеу процесінің автоматтану дәрежесі бойынша қолдық, механикалық және автоматты болуы мүмкін.
Балқытып дәнекерлеудің кеңінен қолданылатын әдістеріне тән ерекшеліктерін қарастырайық.
Доғалы дәнекерлеу әдістері
Қолдық доғалы дәнекерлеу . Дәнекерлеуді даралық жабынды электродтармен орындайды. Мұндай электрод бетіне жабын қапталған металл шыршық түрінде болады.
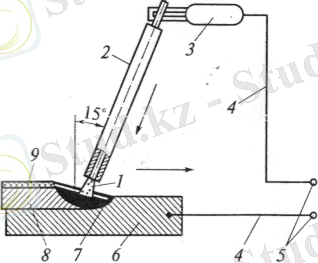 1-дәнекерлік доға; 2-электрод; 3-электрод ұстағыш (тұтқа) ; 4-дәнекерлік сым; 5-тұрақты немесе айнымалы тоқ көзі; 6- дәнекерленуші детал; 7-дәнекерлік ванна; 8-дәнекерлік табан; 9-шлактық қорка; бағдаршалар дәнекерлеу процесіндегі электрод қозғалысының бағытын көрсетеді.
1-дәнекерлік доға; 2-электрод; 3-электрод ұстағыш (тұтқа) ; 4-дәнекерлік сым; 5-тұрақты немесе айнымалы тоқ көзі; 6- дәнекерленуші детал; 7-дәнекерлік ванна; 8-дәнекерлік табан; 9-шлактық қорка; бағдаршалар дәнекерлеу процесіндегі электрод қозғалысының бағытын көрсетеді.
Жабынды электродтық қолдық дәнекерлеу - дәнекерлеу конструкциясын дайындаудың ең кеңінен тараған әдістерінің бірі. Ол қарапайымдылығымен, әмбебаптылығымен, әртүрлі кеңістік жағдайлар мен қиын қолжетерлік орындардағы қосылысудың орындалу мүмкіндігімен ерекшеленеді. Оның кемшілігі - процестің төмен өнімділігі мен дәнекерлеуші біліктілігіне дәнекерлену сапасының тәуелділігі.

1- тұрақты немесе айнымалы тоқ көзі; 2 - сырғымалы контакт; 3 - бергіш механизм; 4 - электродтық сым; 5 - парагазды шөлмек; 6 - флюс; 7 - балқыған флюс; 8 - қатқан шлак; 9 - дәнекерленуші (негізгі) материал; 10 - дәнекерлік ванна; 11 - дәнекерлік доға; V дән, V бер - электродтық сым берілісі мен дәнекерлеу жылдамдығы; R - негізгі материалдық балқу тереңдігі.
Флюстік доғалы дәнекерлеу . Флюспен дәнекерлеу кезінде дәнекерлік сыммен флюс доғаның жану аймағына беріліп, жылу әсерінен негізгі металл үгінділері мен электодтық сым мен флюс бөлігі балқыйды. Доға маңына металл буымен және флюс материалымен толыққан газды кеуек түзіледі. Доғаның тасымалдану шамасы бойынша балқыған флюс шлак түзе отырып, дәнекерлік ванна бетінде балқиды. Балқыған флюс доғаның жану аймағын атмосфералық газ әсерінен қорғап табандық металл сапасын едәуір жоғарылатады.
Флюс қабатты дәнекерлеуді орташа және жуан қалыңдықтағы металлдарды қосу үшін қолданады. Дәнекерлік электрод класстағы оралған сым түрінде болады. Доғаның жану аймағына сым берілісі механикаланған, ал дәнекерленетін деталь бойымен доға қозғалысы қолмен немесе арнайы механизмдермен орындалады.
Флюстік доғалы дәнекерлеу жоғары өнімділігімен және алынатын қосылыс сапасымен ерекшеленеді. Процесс кемшіліктеріне қалыңдығы үлкен емес металдарды дәнекерлеу қиындығын жатқызуға болады.
Қорғаныштық газдардағы доғал дәнекерлеу . Электрлік доға дәнекерлеу аймағына арнайы берілетін қорғаныштық газдар ортасында жанады. Бұл кезде балқымайтын да, балқитын да электродтарды пайдалануға болады, ал процесті қолмен де, механикалық немесе автоматты әдіспен де орындауға болады. Қалыңдығы жоғары металл деталдерді балқымайтын электродпен дәнекерлеу кезінде отырғызбасын қолданылады. Қорғаныштық газ ретінде көмір қышқылды газды, аргонды, гелийлі, кейде азотты қолданады. Соңғы кездері газдар қоспасын: көмірқышқылдық газбен аргонды, оттегімен аргонды, аргонды гелиймен немесе көмірқышқылды газ және оттегімен қолданады.
Дәнекерлеу процесінде қорғаныштық газдарды доғаның жану аймағына дәнекерлік ваннадан атмосфералық газдарды ығыстырады. Қорғаныштық газдардағы дәнекерлеу жүзеге асу әдістерінің сан алуандылығымен ерекшеленіп, металлдар мен біріктіру үшін қолданылады. Негізгі кемшілік - ашық алаңшада дәнекерлеу кезіндегі мүмкін болатын қорғаныштық бұзылу.
Электршлактық дәнекерлеу
Электрлішлактық дәнекерлеу. Дәнекерлеу процесі доғасыз болып табылады. Доғалық дәнекерлеуден ерекшелігі негізгі және отырғызба материалды балқыту үшін балқытылған электроөткізгіштік шлак (флюс) арқылы дәнекерлік тоқтың өтуі кезінде байланысты жылу қолданылады.
Дәнекерлеуді төменнен жоғарыға қарай көбінесе дәнекерленетін деталдар арасындағы саңылаулы тік бағытта ооорындайды. Табанда қалыптастыру үшін саңылаудың екі жағынан дәнекерлеу бағытында қозғалатын сумен салқындаушы мыс кристаллизаторларды орнатады.
Электрлішлактық дәнекерлеуді электрод түрі, электрод тербелісінің болуы дәнекерлік тоқтың жалпы өткізбесі бар электрод санымен жіктейді. Электрод түрі бойынша электрлішлактық дәнекерлеу сымды және пластинкалы электрод, сонымен бірге балқушы мундштук дәнекерленуіне жіктеледі; Электрод тербелісінің болуы бойынша - тербелмейтін және тербелмелі электродты дәнекерлеуге; Электродтар саны бойынша - бір электродтыққа, екі электродтыққа және көп электродтыққа бөлінеді. Негізінен электрлішлактық дәнекерлеуді қалыңдығы 50 мм - ден бінеше метрге дейінгі деталдарды қосу үшін қолданады. Оның негізгі кемшіліктері - алып қондырғы мен шектеулі кеңістіктік орын.
Плазмалық дәнекерлеу
Плазмалық дәнекерлеу. Дәнекерлеу процесі тығыздығы үлккен электрлік разряд арқылы газ ағынын жіберуге негізделген. Нәтижесінде плазма деп аталатын жоғары температуралы ионданған газ алынады.
Плазмалық дәнекерлеуді әртүрлі метериалдардың жұқа қабатты бұйымдарынан да, қалыңдығы үлкен деталдарын дайындау кезінде де орындауға болады. Плазматүзгіш газ ретінде көбінесе аргон, гели немесе азот қолданылады. Плазматүзгіш газ құрамымен шығыны электродпен дәнекерленуші материал түріне тәуелді. Бұл әдісті негізгі кемшілігі болып газдың жоғары шығыны мен электродтың төменгі тұрақтылығы табылады.

Электронды-сәулелік дәнекерлеу
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz