Көп сыналы білдекке арналған тегершікті жобалау және орналастыру әдістері

М. Әуезов атындағы ОҚМУ колледжі
Көп сыналы білдекке арналған тегершікті жобалау
Орындаған : Үскенбай Нұрқанат
Қабылдаған : Тәліп Ақерке
Шымкент-2020
Мазмұны :
Кіріспе . . . 2
1. Көп сыналы білдек жайлы жалпы мәлімет . . . 3-4
2. Көп сыналы білдекті орналастыруы . . . 5
2. 1 Вертикальдық көп сыналы білдектер . . . 5-6
2. 2 Шыбық . . . 6-10
2. 3 Көлденең көп сыналы білдек . . . 10-12
3. Конструкциясын, бөлшектерді өңдеу . . . 12-14
4. Көп сыналы білдектің орналасуын таңдау әдісі . . . 14-17
5. Техникалық қауіпсіздігі . . . 17-18
6. Қорытынды . . . 19
7. Пайдалынған әдебиеттер . . . 20
Кіріспе
Көп сыналы білдек - бұл ЧПУ станогі, әр түрлі жағынан күрделі бөлшектерді қоныс аударусыз кешенді өңдеуді қамтамасыз етеді және, әдетте, құралдарды автоматты түрде ауыстырады. Бұл станоктар корпустың және айналу денесінің түрін өңдеуге арналған. Бланкілерді өңдеуге арналған көп мақсатты білдекті қарастырамыз. Оларды бұрғылауға, сылануға, қайта толтыруға, сығуға, бұрауға болады, тегістелген тегіс беттерді және контурларды қолдануға болады.
Отандық өндірушілер шығаратын металлургиялық машиналар тиісті жіктеуді сипаттайтын бірнеше санаттарға бөлінеді. Осы немесе басқа жабдықтың қай санатқа жататынын анықтаңыз, мүмкін оның таңбалануы бойынша, мұны кім түсінетіндігі туралы көп айтады. Алайда, металл кесетін құрылғы қай санатқа жатады, онда өңдеу мөлшері кескіш құрал мен бөліктің жылжып, пішінін өзгертуіне байланысты болады, ал олар және конфигурацияны анықтайды.
Металл бланкілерді өңдеуге арналған жабдықтың жіктелуі оның таңбаланғанын көрген кез-келген маман оның алдында қандай металл кесетін машинаның тұрғанын бірден айта алатындығын білдіреді. Бұл таңбада құрылғының жеке сипаттамаларын көрсететін әріптік-сандық таңбалар бар.
Бірінші сан - бұл металл кесетін станокқа жататын топ, екінші - бұл құрылғы түрі, оның түрі, үшінші (және кейбір жағдайларда төртінші) - негізгі бөліктің мөлшері.
Жапсырмалардың түрлері, сонымен қатар жаппай және ірі өндіріс жағдайында қолданылатын кез-келген басқа мақсаттағы құрылғылар агрегат деп аталады. Олар бұл атауды осындай қондырғылармен (жинақтармен) жабдықталғандығына байланысты алды: төсек, жұмыс бастары, үстелдер, шпиндельді қондырғылар және басқа механизмдер. Шағын көлемді және жеке өндіріске қажет машиналарды жасау үшін мүлдем басқа принциптер қолданылады. Мұндай құрылғылардың дизайны өте жан-жақты, олар бірегей болуы мүмкін.
1. Көп сыналы білдек жайлы жалпы мәлімет
Көп сыналы білдектер өнімділігі әмбебап белдіктерге қарағанда 3-8 есе жоғары. Бұл қосалқы уақыттың күрт қысқаруына және осылайша жалпы өңдеу циклінде машина уақытының үлесін 60-75% дейін ұлғайтуға байланысты.
Автоматтың өзгеруіне, қосалқы соққылар кезінде машинаның жұмыс жасайтын бөлігінің жоғары орналасу жылдамдығына (15 м / мин дейін), жоғары қозғалтқыштың төмен инерциялы тұрақты қозғағыштарын пайдалану кезінде іске қосу және кері уақыттардың қысқаруына, құралды машинадан тыс мөлшерге орнатуға және бақылау операцияларын болдырмауға байланысты көмек уақыты қысқарады. Қазіргі машиналарда алдын-ала реттелген өлшемі бар алмастырғыш құрал-саймандарды қолдану есебінен түзету уақыты одан әрі қысқарады. uschim құралы.
Бланкілердің жүктелу уақытын азайту және дайын бөлшектерді алып тастау үшін құрылғыларды автоматты түрде ауыстыруға арналған құрылғылар қолданылады - спутниктер, маятниктік кестелер, кезек-кезек жұмыс жасайтын бірнеше айналмалы үстелдер және т. б.
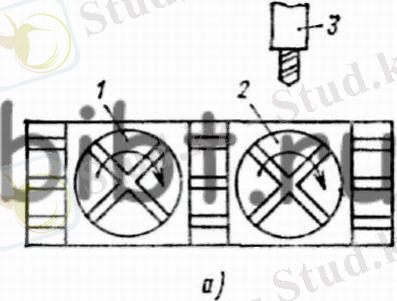
1-сурет Дайындамаларды өзгерту схемалары
Екі және екі роторлы үстелдері бар машинаның тіктөртбұрышты кестесі суретте көрсетілген. 93, а. 1-кестені түсіру-тиеу 2-үстелдегі дайындаманы 3-шпиндельмен өңдеу кезінде орындалады, кейде кестелердің бірінде бөлшектерді бірнеше жағынан дәйекті өңдеуге арналған мерзімді айналу механизмі болады, ал екіншісі цилиндрлік және күрделі иілген беттерді өңдеу үшін үздіксіз айнала алады.
Жылжытылатын спутниктік кестелерді қолдана отырып, дайындамаларды жүктеудің автоматтандыру схемасы күріш. 93, ә. Дайындаманы өңдеу кезінде спутник 2-ші жұмыс орнында, екінші жұмыс бөлігі 1-ші қалыпта болады. Өңдеу аяқталғаннан кейін, 2-позициядағы жерсерік автоматты түрде гидравликалық цилиндрді 4 түсірілімнен 3-ші орынға жылжытады, ал жерсерік 1-ші орыннан өз орнын алады. спутниктердің қозғалысы қайталанады.
Кесу жағдайларын қарқындату мен оңтайландыруға, заманауи жоғары өнімділікті кесуге арналған құралдарды қолдануға, негізгі жетектің қуаты мен шпиндель жылдамдығының артуына, машиналардың қаттылығы мен дірілге төзімділігіне байланысты машиналарды өңдеу уақыты қысқарады.
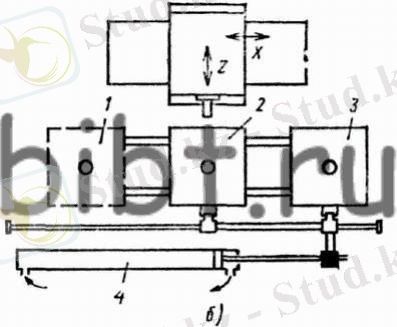
2-сурет Станокті жобалау.
2. Көп сыналы білдекті орналастыруы.
2. 1 Вертикальдык көп сыналы білдектер.
Тік көп сыналы станоктар бір жағынан өңделетін үлкен дайындамаларды немесе дайындамаларды өңдеуге арналған. Көп позициялы және айналмалы құрылғыларды пайдалану кезінде жұмыс бөліктерін бірнеше жағынан өңдеуге болады. Бұған әр түрлі шпиндельді автоматты түрде ауыстырылатын бастар көмектеседі. Машиналар тік кантильвер және кантильді емес фрезерлік және бойлық фрезерлік станоктар түрінде орындалады; жалғыз және қос бағандық координаталық бұрғылау машиналары.
Бұл топта көбінесе көлденең үстел қолданылады, ал бас тігінен қозғалады. Тік орналасуда 243VMF2, 6560MF3, 2254VMF4 және басқалары бар.
Көп мақсатты машинаның басты артықшылығы - бірнеше кесу және іске қосу процестерін бір машинада біріктіру және сол арқылы орнату және дайындау уақытын қысқарту. Тік көп мақсатты машинада бөлік тік осьте айналады.
Тігінен өңдеу конфигурациясы
Тік (айналмалы) машинада бөлік тік осьте айналады. Бөлшектің диаметрі, әдетте, көлденең көп мақсатты машинада өңделгеннен үлкенірек және бекітілген демалу, тіреуіш немесе шпиндельмен қолдауды қажет етпейді.
Бұл машиналар тобы С осінің (айналмалы үстелдің) айналу жылдамдығын жоғарылату және шпиндельді бұрылыс жұмыстарына бейімдеу арқылы 5 осьті өңдеу орталығын қосу мүмкіндігін қосу нәтижесінде пайда болды. Барлық операцияларды бір машинада біріктіре отырып, 5 ось бойымен өңдеу мүмкіндігін сақтай отырып, дайындаманың түзетулер санын азайтуға болады.
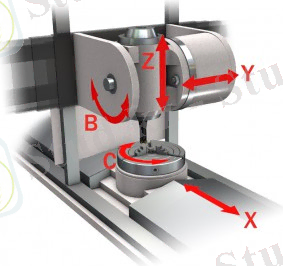
3-сурет вертикалдық көп саналы білдек айналуы
2. 2 Шыбық
Айналмалы және айналмалы құралдарды пайдалану дәстүрлі өңдеу орталығы мен станоктың потенциалын біріктіре отырып, шыбықтың кең мүмкіншіліктерін талап етеді. Бұл типтегі станок үшін ең қолайлы интерфейс - бұл Coromant Capto®, ол иілу қаттылығымен, жоғары беріліс берілісімен және құралдың дәл орталық позициясымен сипатталады.
Ішкі өңдеуді орындау үшін ұзын төңкеретін құралдар қажет, бұл C8 (фланецтің диаметрі 80 мм) немесе C10 (диаметрі 100 мм) үлкен машиналар үшін ең жақсы таңдау болып табылады.
Жақсы тұрақтылықты қамтамасыз етумен қатар, Coromant Capto® ұстағыштың базалық бетіне қатысты құрастырудың ең аз қайта өңделуін және адаптерлер мен адаптерлердің қажеттілігін болдырмай, құрал-жабдықтардың ең төменгі құнын қамтамасыз етеді.
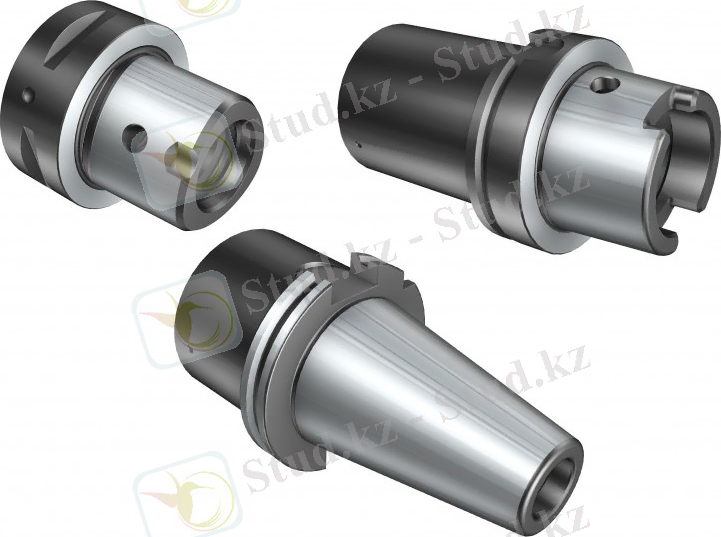
4-сурет шыбықтың түрлері
Құралдар дүкені
Көп мақсатты станок станокты және өңдеу орталығын ауыстырып, әртүрлі бөлшектерді шығарады. Құралдың өзгеруін қажет етпестен өңдеудің бір түрінен екіншісіне жылдам ауысуды қамтамасыз ету үшін барлық операциялар мен бөлшектер үшін құралдар журналында жеткілікті позицияларды қамтамасыз ету маңызды.
Өңдеу орындалмаса, шпиндельдің интерфейсі тез өзара ауыстырылуды талап етеді. Алайда, өңдеу кезінде кескіш күштер оны бұзуға бейім болса да, шпиндель мен құралдың арасындағы байланыс толық сақталуы керек. Жақсы икемді қаттылық пен қажетті момент беретін интерфейсті таңдау маңызды.
Иілу қаттылығы: үлкен өңдеу немесе үлкен жүктеме кезінде өңдеу кезінде тұрақты кесу процесін қамтамасыз ету үшін қажет
Крутящий беріліс: әсіресе үлкен диаметрлі құралдар үшін маңызды. Шпиндельдің ортаңғы сызығынан (жүктеме = күш x радиусы) қашықтықта қолданылатын жүктемені үлкен түйісу беті қабылдауы керек.
Құралдың дәл биіктігі бойынша орналасуы: өндірістің қайталануы мен сенімділігін қамтамасыз ету, бұл бұрылыс жұмыстарын орындау кезінде өте маңызды.


5-сурет шыбықтың айналуы
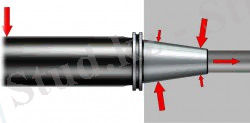
Жоғары иілу күштеріне немесе радиалды кесу күштеріне төтеп беру қабілеттілігін сипаттайтын байланыс параметрлері:
Фланецтің жанасу диаметрі: фланецтің аяғындағы байланыс кескіш күштердің берілуін азайтып, базалық базаны арттырады.
Қысқыш күш: буынды бекіту кезінде қысу күші неғұрлым көп болса, буын «бұрылатын» кесу күші соғұрлым көп болады.
Көлденең қимасы: фланецтің жанасу диаметріне қатысты құралдың диаметрін азайту құралдың қаттылығын төмендетеді.
Моменттің берілуі: крутящий сәтке қарсы тұру орталық осьтің биіктігінен бірден ауытқуды және дәлдіктің жоғалуын білдіреді, әсіресе үлкен диаметрлі аспаптарда және бұрылыс кезінде.
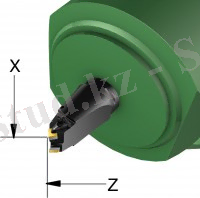
Шыбықтың басы Ішкі фрезерлік жұмысты орындау үшін, біліктің негізгі бетін тіреу және орналастыру үшін бейімдеу қажет, осылайша көмекші бас негізгі біліктен шығарылады. Бұл басын құралмен ауыстыруға және дүкенде сақтауға болады.


6-сурет интерполяциялық бұрылыс
Көп құралға арналған позиция
Мультиқұрылғының орналасуы: бірнеше кесу жиектері бар бұрандалы ұстағыштарды пайдалану екі жақты артықшылық береді: дүкендегі ауысым уақыты мен кеңістікті үнемдеу. Шпиндельді бағдарлау, өлшеу және бірнеше позицияларды есепке алу бақылауды қажет етеді.

7-сурет көп құралға арналған позициялар.
Көп функциялы құралдар
Көп мақсатты машиналардың маңызды артықшылығы - бұл барлық бөлімдерді бір машинада біріктіру мүмкіндігі. Сонымен қатар, кемшіліктер де бар - бұралу центріне қарағанда құралдарды ауыстыру уақытының ұлғаюы, бастың В осі бар қол жетімділігі және журналдың сыйымдылығы жеткіліксіз.
Көп мақсатты машиналар үшін осы машиналардың мүмкіндіктерін барынша арттыру үшін көп функционалды құралдар жасалады.
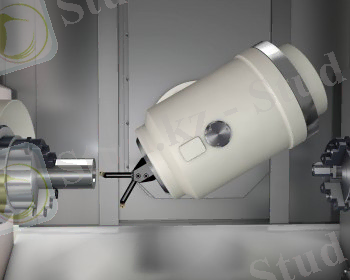
8-сурет көп саналы білдек көп функционладығы
2. 3 Көлденең көп сыналы білдек
Көлденең көп мақсатты станоктар жұмыс бөліктерін екіден төртке дейін, кейде бес жағынан өңдеуге арналған, соңғы жағдайда шыбықтар тік және көлденең осьтер айналасында айналады. Машиналар көлденең кантильдер фрезерлік және көлденең-бұрғылау түрінде шығарылады. Ең көп таралған машиналар - айналмалы үстел және тік қозғалатын шыбық басы бар машиналар. Бекітілген тіреуішпен және өзара перпендикуляр бағытта қозғалатын кесте қолданыңыз; бойлық қозғалмалы тіреуішпен және бүйірлік қозғалысы бар үстелмен; көлденең жылжымалы тіреуіші және бойлық жылжымалы үстелі және т. б. 6305F4, 6904VF4, IR500MF4 және басқалары көлденең орналасады.
Бұрғылау-бұрғылау, бұрғылау-фрезерлік көп мақсатты станоктар токарлық станоктарға жақын орналасқан және негізгі қозғалысы - дайындаманың айналуы. Агрегаттау принципі көп мақсатты машиналарды жобалауда кең қолданылады.
Көп сыналы машиналармен жұмыс жасайтын көп мақсатты машиналардың CNC жүйелері бірқатар ерекшеліктерге ие: бағдарламаның үлкен көлемі, бағдарламамен басқарылатын көптеген координаттар (7-8-ге дейін), жұмысшы органдардың қозғалысының жоғары дәлдігін қамтамасыз етеді (көп мақсатты машиналардың көпшілігінде позициялау дәлдігі 0, 005-0 аралығында болады, 01 мм), негізгі жетек жетектері мен берілістерінің жылдамдығын басқарудың кең спектрі, машинаны әртүрлі режимдерде басқару мүмкіндігі, сенімділіктің жоғары талаптары. Жүйелер оқшау режимде де, жоғары деңгейдегі компьютерлерде де жұмыс істеуі керек.

8-сурет көлденең көп сыналы білдек.
1-бұрылмалы үстел. 2-қысқыш құрылғы. 3-шыбық. 4-шыбық жәшігі. 5-автооператор. 6-құралдар дүкені. 7-стойка. 8-бұрылатын платформасы. 9-дайындама. 10-спутниктік үстел. 11-ЧПУ жүйесі. 12-электр жабдықтарға арналған шкаф
Жүйелер жұмыс орындарындағы ауытқулардың бағыты мен көлемін қамтамасыз етеді, көмекші функцияларды орындау үшін командалар береді: құралдарды автоматты түрде іздеу және өңдеуден кейін оны өзгерту, құралды ауыстыру кезінде шпиндельді белгілі бір күйге қою, өңдеу режимін өзгерту, өңдеу аймағында салқындатқыш жүйесін қосу және өшіру, шпиндельді кері қайтару. жіп кесу операциялары, механизмдерді орналастырғаннан кейін бекіту, автоматты өңдеу циклдерін енгізу; бұрылатын табельдерді қосу, өшіру және индекстеу және т. б.
Машиналар позициялық, контурлы және көбінесе әмбебап CNC жүйелерімен үйлеседі, әдетте кері сенсорлармен жабылады. Көп мақсатты машиналар үшін ең қолайлы - жоғарыда аталған талаптарды толығымен көрсететін компьютерлер принципіне негізделген CNC типті жүйелер.
3 . Конструкциясын, бөлшектерді өңдеу.
Көп сыналы машиналарда дайындауға арналған бөлшектерді таңдағанда, дайындаманың өңделетін жақтарының санын анықтау керек. Әр түрлі дайындамаларда бірден беске дейін немесе өңделген жақтары болуы мүмкін. Мұндай бланкілерді өңдеу әр түрлі орналасу машиналарының болуын талап етеді - тік, көлденең, айналмалы және глобус үстелдерімен, жалғыз немесе қос шпиндельмен.
Егер өңдеу тек бір жағынан қажет болса, тік шпиндельмен жабдықталған машинаны пайдалануға болады. Егер өңдеу екі, үш және төрт жағынан жүргізілсе, онда көлденең шыбық пен айналмалы үстелі бар машина қажет. Өңдеу жағының саны көбірек болған кезде глобус үстелі бар машиналар немесе екі шпиндельді (көлденең және тік) және айналмалы үстел орналасқан станоктар қолданылады.
Машинаны таңдаудың екінші маңызды шарты - бұл құрал-саймандар журналындағы розеткалар саны мен қажетті құралдардың сәйкестігі. Егер розеткалар саны қажетті құралдар санынан едәуір көп болса, онда бұл өңдеу шығындарының күрт өсуіне әкеледі
Горизонтальды шпиндельмен 7 және көлденең айналу осі бар айналмалы үстелмен көп мақсатты ГПМ машинасының тік тізбекті дүкені. Шағын дайындамалардың тік орналасуы өңдеу кезінде жақсы чип ағынын қамтамасыз етеді. Сокра-ш дүкенінің тік орналасуы өндірістік алаңға ие.
Дегенмен, дайындамаларды көлденең күйде жүктеу және түсіру ыңғайлы болуы үшін, еңкеюге арналған рейд қажет. Төсеуіштер паллетке 1-ші позицияда орнатылады. Содан кейін тақтайша жұмыс бөлшегін 2-позицияға айналдырады, ол жерден журналға ауысады 6, подшипник 3 w 5 бір уақытта манипулятор 4-ке ауысады, ол 180 ° бұрылып, оларды ауыстырады.
Көлденең шыбығы бар көп мақсатты машинаның ASI құрылғысы. Төрт шпиндельді мұнара және құрал-сайман журналы бас басына орнатылған. Дайындаманы горизонтальды шпиндельмен тік күйінде өңдеу кезінде құрал өзгереді. Қалған екі шпиндельдер тұрақты жұмыс істейді (осы дайындаманы өңдеу кезеңінде) ауыр жұмыстарға арналған - фрезерлік кескіштер мен есептегіштер.
Көп мақсатты машинаның тік орналасуымен (15. 2, а-суретті қараңыз) Lm мөлшері әдетте кішкентай, сондықтан Lm = / m деп болжауға болады. Кестенің енімен көрсетілген жұмыс кеңістігінің биіктігі, yB 2 - I X b + 2D) . Ұзын құралды (әдетте бұрғылау) ауыстыру ультрафиолет сәулесінің биіктігі бар бөлікті орнатқан кезде мүмкін емес. Егер өңдеу ұзындығы айырмаға тең болса (/ ta - isht) . онда оның мәні ең үлкен болады (/ ipsh - 4 мм) = уВ / 2. Демек, шах құралының ең үлкен ұзындығы = = / 2 + Z, - (lib + 2Д) / 2. Осылайша, Vi B, / және max және Z өлшемдері бір-бірімен байланысты және оларды ерікті түрде тағайындауға болмайды. Координаталық бұрғылау машинасының негізінде жасалған көп мақсатты машина суретте көрсетілген. 6. 45, г 2-төсек 7-төсекке орнатылды 7. Стендтің жоғарғы бөлігінде негізгі кесу қозғалысының қозғағышы бар - шыбықтың айналуы және шпиндель жеңінің координатасы бойымен қоректену қозғалысын төмендеткіш.
Шпиндельдің басы 5 тіректің тік тіректері бойымен орнату қозғалысына ие. 4-журнал журналы стендке орнатылады, одан бағдарлама бойынша берілген бетті өңдеуге қажетті құрал мандрелмен бірге жұмыс орнына ауыстырылады (құрал журналының осіне қатысты 90 ° айналады) және автоматты түрде беріледі
Басқару (анықтама) бөлігін өңдеу. CNC машинасында өңдеудің дәлдігін жан-жақты тексеру дегеніміз - унитарлық кәсіпорынға сәйкес өңделген сілтеме бөліктерін (бөліктерін) тексеру. Суретте. 9. 21 және CNC көп мақсатты станокты баптау сапасын жан-жақты тексеруге арналған стандарттың сызбасын көрсетеді. Көлденең шыбықтары бар машиналар үшін стандартты квадрат түрінде жасауға болады.
Си Z осі бойымен максималды орын ауыстыру қатынасы 1 6-дан асатын көлденең машиналар үшін және X және Y осьтері бойымен ең үлкен орын ауыстыруларының қатынасы бірдей тік машиналар үшін екі сілтеме ұсынылады. Стандарт түпкілікті бетте өңделеді, дәлдігі сыналған беттерге қарағанда екі есе жоғары.
Конструкция негізгі технологиялық жабдықтардан, көлік пен сақтаудың автоматтандырылған жүйесінен және басқару жүйесінен тұрады. GAU құрамында екіден онға дейін көп мақсатты станоктар бар. 2204VM1F4 және 2254VM1F4 - 1, әрқайсысының сыйымдылығы 12 спутниктік құрылғылардың (PS) алты алтыға дейін жететін тік жетегі 5, әрқайсысының қуаттылығы 3-тен 16 PS-ге дейін және PS 3-тен бастап PS 2-ге арналған 2 тиегіштері және шығыс позициялары
Өңдеу қателігін азайту үшін машинаның технологиялық жүйесінің қаттылығы маңызды, оның орналасуымен анықталады. 1компаның екі негізгі әдісі бар (көлденең шыбық осі бар жаңа көп мақсатты машиналар (тік) және тік шпиндель осі (тік) .
Дизайн бойынша көлденең және тік көп мақсатты станоктар көбінесе үстелді бір координатта (бойлық фрезер негізінде) жылжытатын екі координатта (көлденең үстел) машиналарда жұмыс бөлігін көлденең жазықтықта жұмыс үстелімен жылжытатын келесі типтегі фрезерлік және скучные станоктар негізінде жасалады. порталды немесе тіректі және бас киімді жылжытқанда бекітілген кестемен.
4. Көп сыналы білдектің орналасуын таңдау әдісі.
Жақсы дамыған Горький политехникалық институты дайындаманы орнатуға арналған ең көп өңдеу операцияларын орындауға негізделген [6] . Осы тұрғыдан алғанда, әдетте төрт жағынан өнімді өңдеуге арналған айналмалы үстелмен жабдықталған көлденең орналасу машиналары артықшылыққа ие. Бұл үшін тік орналасу станоктары үстелге бекітілген бөлгіш құрылғыларды пайдаланады. Бұл құрылғылар
Құрылғыларды кезекпен ауыстыратын коаксиалды саңылауларды өңдеу үшін, мұндай өзгерту машиналық түйіндердің координаталық қондырғысын бұзуды қажет етпейтін, аспаптарды автоматты түрде ауыстырудың осындай схемасын ұсыну керек, ол шыбықтың немесе үстелдің осьтік қозғалысы арқылы сол бағытта қысқа мерзімде жүзеге асырылады. Шпиндельді қондырғы немесе үстел жұмыс істейтін біліктің осіне параллель қозғалатын көп мақсатты машиналардың орналасуы да артықшылыққа ие.
Көлденең шыбықты машиналар өнеркәсіпте басым болады. Тік орналасуға келесі жағдайларда артықшылық беріледі 1) егер бұйымның ұзындығы мен ені оның биіктігінен едәуір үлкен болса, 2) егер операциялардың көпшілігі ұшақтарға емес, тесіктерге (бұрғылау, бұрғылау, бұрау және т. б. ) қатысты болса, 3) бұйымдарды бекіту үшін тік шпиндель қажет 4) егер бұйымға жылжымалы гильзасы бар тік шпиндельге бекітілген құралды өңдеуге ыңғайлы болса (арнайы мандролдар қажет емес) 5) егер көптеген бұйымдарда кішкене бұйымдар орнатылса. жергілікті арматура. Негізгі орналасу түрлеріне сәйкес көп мақсатты машиналар тік фрезерлік станоктар ретінде көлденең столы бар (кантильвер емес) және бір бағаналы координаталық-бұрғылау машиналары 25% құрайды, тік фрезерлік станоктар (кантильдер) - 7%, жылжымалы тіреуіші бар көлденең тартқыш машиналар - 18%, бекітілген тіреуіші бар көлденең ұңғылы машиналар - 14 7o, тік шпиндельді бойлық фрезерлеу және екі бағаналы координаталық - 12%, әртүрлі орналасулар - 17%, жаңа макеттер - 7%. Көптеген машиналарда бір жұмыс білігі бар. Егер машина екі жұмыс шыбығымен жабдықталған болса, онда олардың біреуі ауыр, ал екіншісі жеңіл жұмыс үшін қолданылады.
Мұндай қондырғылар көп мақсатты машиналардың жалпы санының 8% құрайды. Ауыстырылатын бұрылғыштармен жабдықталған көлденең орналасу станоктарының үлесі шамамен 74% құрайды, автоматты түрде ауыстырылатын машиналар - 95% дерлік, және дайындамаларды автоматты түрде ауыстыратын машиналар - 18%.
Көп мақсатты машиналар құралдарды сақтауға және өзгертуге арналған әртүрлі құрылғылармен жабдықталған. Автоматты ауыстыруға арналған құрылғылардың үш негізгі тобы бар: I) 8-ден аспайтын мұнаралар, 2) құрал-саймандар қоймасы бар құрылғылар (6-дан 138-ге дейін) және 3) аралас құрылғылар. Мұнаралары бар көп мақсатты машиналардың жалпы санының 24, 5% -ке дейін өндірілген, олардың 79, 5% -ы тік орналасу машиналары және тек 20, 5% -ы көлденең машиналар, 57% -ы аспаптар қоймасы бар және біріктірілген құрылғылар бар көп мақсатты машиналар, мұнара журналмен бірге қолданылады
Боялды фрезерлік машиналар тобына ауыр бұйымдарды өңдеуге арналған eruti көп мақсатты станок кіруі мүмкін [18] (1-кесте) . Машина екі шпиндельді баспен жабдықталған (4-сурет), шпиндельдің басы орналасқан тіреуде гидростатикалық бағыттағыштар бар. Өңдеу кезінде қаттылықты арттыру үшін машинаның қозғалмалы бөліктері қысылады. Баста тік бағытта, үстел бойлық бағытта, ал көлденең бағытта тірек пен төсеніш қозғалады. Үстелді басқару үшін тірек және бас киімдер электр қозғалтқыштары қолданылады
Kearns моделі 450 RT тік станок төрт ұшақты өңдеуге, 31 саңылауды бұрғылауға, бас корпусында 75 тесік бұрғылауға және бұрауға арналған.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz