КТПН-250 трансформатор қорабы үшін листтік штамптау технологиясын оңтайландыру

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Ә. Бүркітбаев атындағы Өнеркәсіптік автоматтандыру және цифрлау институты
Өнеркәсіптік инженерия кафедрасы
Мұхаммедқазина Айгерім
«Бөлшектерді дайындау үшін листтік штамптаудың оңтайлы технологиясын әзірлеу»
Дипломдық жобаға
ТҮСІНІКТЕМЕЛІК ЖАЗБА
5В071200 - Машина жасау
 Алматы 2020
Алматы 2020
ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Ә. Бүркітбаев атындағы Өнеркәсіптік автоматтандыру және цифрлау институты
Өнеркәсіптік инженерия кафедрасы
ҚОРҒАУҒА ЖІБЕРІЛДІ
Кафедра меңгерушісі
PhD д-ф, қауым. профессор
Арымбеков Б. С.
«» 2020 ж.
Дипломдық жобаға
ТҮСІНІКТЕМЕЛІК ЖАЗБА
Тақырыбы: «Бөлшектерді дайындау үшін листтік штамптаудың оңтайлы технологиясын әзірлеу»
5В071200 - Машина жасау
Орындаған Мұхаммедқазина Айгерім
Ғылыми жетекші,
PhD д-ф, қауым. профессор
Арымбеков Б. С.
«» 2020 ж.
Алматы 2020

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Ә. Бүркітбаев атындағы Өнеркәсіптік автоматтандыру және цифрлау институты
Өнеркәсіптік инженерия кафедрасы
5В071200 - Машина жасау
БЕКІТЕМІН
Кафедра меңгерушісі
PhD д-ф, қауым. профессор
Арымбеков Б. С.
«»2020 ж.
Дипломдық жоба орындауға
ТАПСЫРМА
Білім алушы Мұхаммедқазина Айгерім
Тақырыбы «Бөлшектерді дайындау үшін листтік штамптаудың оңтайлы технологиясын әзірлеу»
Университет ректорының «__» 20__ ж. № бұйрығымен бекітілген.
Аяқталған жұмысты тапсыру мерзімі «__» 20__ ж.
Дипломдық жобаның бастапқы берістері листтік штамптаудың негізгі технологиялық операциялары туралы жалпы мәлімет
Дипломдық жобада қарастырылатын мәселелер тізімі
а) суықтай және ыстықтай штамптауды зерттеу
б) "КТПН-250 маркалы трансформатор қорабын" жасау технологиясын жобалау
в) Технологиялық маршрутты және операцияларды жобалау
г) Трансформатор қорабын жүктемеге есептеу.
Ұсынылған негізгі әдебиет: 6 атау

Дипломдық жобаны дайындау
КЕСТЕСІ
Дипломдық жоба бөлімдерінің кеңесшілері мен норма бақылаушының аяқталған жобаға қойған қолтаңбалары
Кеңесшілер, аты, әкесінің аты, тегі
(ғылыми дәрежесі, атағы)
Ғылыми жетекші Арымбеков Б. С.
Тапсырманы орындауға алған білім алушы Мұхаммедқазина А.
Күні «___» 2020 ж.

АҢДАТПА
Листтік штамптау пішіні мен өлшемі бойынша жоғары дәлдікпен бөлшектердің үлкен мөлшерін алуға кепілдік береді. Суық көлемді штамптау құю немесе механикалық өңдеу жағдайына қарағанда өзіндік құны айтарлықтай төмен болған кезде кез келген формадағы жоғары дәлдікті жұқа қабырғалы бөлшектерді алуға мүмкіндік береді. Металды пайдалану коэффициенті әлдеқайда жоғары. Сонымен қатар, суық көлемді штамптау тек беріктікке ғана емес, сонымен қатар бөлшектер материалы қасиеттерінің біртектілігіне кепілдік береді, бұл әсіресе жауапты құрылымдарда маңызды.
МАЗМҰНЫ
1. Кіріспе 7
2. 1 тарау. Листтік штамптаудың негізгі технологиялық
операциялары 8
3 . 1. 1Суықтай листтік штамптау 8
4. 1. 2 Ыстықтай штамптау 14
5. 2 тарау. "КТПН-250маркалы трансформаторқорабын"
жасау технологиясын жобалау 21
6. 2. 1 Бастапқы деректер 21
7. 2. 2 Технологиялық маршрутты жобалау 23
8. 2. 3 Технологиялық операцияларды жобалау 24
9. 2. 4 Трансформатор қорабын жүктемеге есептеу 26
10. 3 тарау. Нәтижелері және қорытындылары 35
11. 3. 1 Нәтижелері 35
12. Қорытынды 36
13. Пайдаланған әдебиеттер 37
КІРІСПЕ
Қазіргі заманғы металлургиялық өндіріс тез өзгеретін сыртқы және ішкі жағдайлар жағдайында жұмыс істейді, бұл өнімнің жаңа түрлерін алу технологияларын әзірлеу бойынша да, қолданыстағы өндірістік процестерді жетілдіру бойынша да міндеттерді жедел және дәл шешуді талап етеді. Көрсетілген міндеттерді табысты шешуге тиімді ақпараттық технологияларды пайдаланбай қол жеткізу мүмкін емес. Техникалық және технологиялық шешімдерді әзірлеуге қолданылатын мұндай технологиямен автоматтандырылған жобалау бұрыннан танылған.
Дипломдық жұмыстың мақсаты листтік (табақтық) штамптаудың технологияларын талдау, КТПН-250 маркалы трансформатор қорабын өндірудің оңтайлы технологиясын әзірлеу, әзірленген оңтайлы технологияның ерекшіліктері, трансформатордың жалпы көрінісін, бөлшектік сызбасын және операциялар сызбасын әзірлеу, трансформатор қорабының моделін, оның компоненттерін CAD / CAE жүйесін қолдана отырып жобалау болып табылады.
1 тарау. Листтік штамптаудың негізгі технологиялық операциялары
1. 1 Суықтайлисттік штамптау
Бөлме температурасында листтік штамптау суық штамптау деп аталады. Оны листтың аз қалыңдықтарында және пластикалық қорытпалар жағдайында қолданады. Егер қалың листтан (5 мм-ден жоғары) немесе аз ағымы бар қорытпалардан қалыпталса, онда пластикалықты арттыру үшін дайындама лист қыздырылады.
Листтік штамптау пішіні мен өлшемі бойынша жоғары дәлдікпен бөлшектердің үлкен мөлшерін алуға кепілдік береді.
Суық көлемді штамптау құю немесе механикалық өңдеу жағдайына қарағанда өзіндік құны айтарлықтай төмен болған кезде кез келген формадағы жоғары дәлдікті жұқа қабырғалы бөлшектерді алуға мүмкіндік береді. Металды пайдалану коэффициенті әлдеқайда жоғары. Сонымен қатар, суық көлемді штамптау тек беріктікке ғана емес, сонымен қатар бөлшектер материалы қасиеттерінің біртектілігіне кепілдік береді, бұл әсіресе жауапты құрылымдарда маңызды.
Көлемді штамптау листтік штамптау сияқты үлкен сериялар шеңберінде экономикалық тиімді. Бұл өндірісті дайындауға үлкен шығындармен түсіндіріледі.
Листтік штамптаудағы өлшемдердің дәлдігін қамтамасыз ету.
Листтік штамптау кезінде бөлшектердің геометриялық параметрлерін негізінен қалыптың жұмыс бөліктерінің пішіні мен өлшемдерін көшіру әдісімен алады. Штамптау мен өлшемдердің дәлдігін технологиялық қамтамасыз ету әдістемесінің негізінде физика-механикалық процестержәне жылу процестері болады.
Технологиялық жүйенің барлық элементтерінде технологиялық күштің әсерінен жұмыс істеу процесінде пресс-қалып-дайындау штамптау процесінің нақты жағдайларына байланысты бұйым өлшемдеріне үлкен немесе аз әсер етуі мүмкін деформациялар пайда болады.
Өлшемдердің ауытқуының негізгі себептері:
- Қалыпты күштерден және иілу сәттерінен түсірумен байланысты бөлшектердіңс ерпімділік деформациясы;
- бөлшектер мен құралдарды түсіруге байланысты бөлшектердің пластикалық деформациясы;
- бөлшек өлшемінің температуралық өзгеруі;
- құрал өлшемінің температуралық өзгеруі;
- қалыпталатын материалдың механикалық қасиеттерінің температуралық өзгеруі;
- құралдыңтозуы;
- элементтерді жасаудың және қалыпты құрастырудың ауытқуы;
- баспақтың ауытқуы;
- баспаққа қалып орнатудың дәлсіздігі;
- дайындаманы қалыпқа орнатудың ауытқуы; технологиялық жүйе элементтерінің серпімділік деформациясы баспақ-қалып дайындау;
- бөлшектер конструкциясының қиылысатын элементтерін өзара түсіру;
- штамптау процесін орындау шарттары;
- кездейсоқ себептер
Бөлу операциялары листан немесе таспадан дайындаманы алуға немесе дайындаманың бір бөлігін екіншісінен бөлуге арналған. Операциялар тұйықталған немесе тұйықталмаған контур бойынша орындалуы мүмкін. Дайындаманың бір бөлігін екіншісінен бөлу осы бөліктердің дайындаманың жазықтығына перпендикуляр бағытта салыстырмалы ығысуы арқылы жүзеге асырылады. Бұл ығысу алдымен пластикалық деформациялаумен сипатталады, ал бұз ылумен аяқталады.
Кесу - дайындаманың бір бөлігін арнайы қайшы машиналарда немесе қалыптарда тұйықталмаған контуры бойынша бөлу. Әдетте ол парақтарды жолақтарға бөлу және қажетті өлшемдерді дайындау үшін дайындау операциясы ретінде қолданылады.
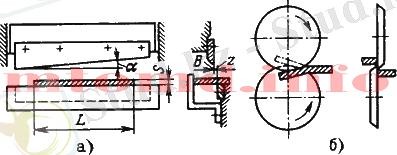
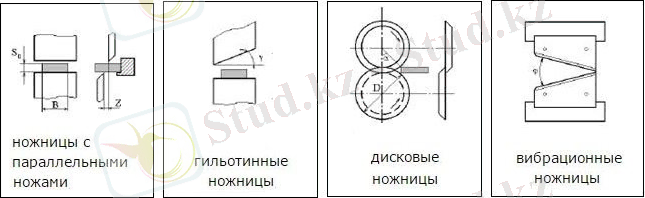
1. 1-сурет. қайшылардың негізгі түрлері.
а-гильотинді; б-дискілі
Пышақтың кесетін жиектерінің үдемелі қозғалысы бар қайшылар параллель пышақпен, тар жолақтарды кесу үшін, бір көлбеу пышақпен - гильотинді болуы мүмкін (күріш. 1, А позициясы) . Гильотинді қайшымен кесетін жиектер кесу күшін азайту үшін 1 . . . 5 o бұрышымен бір-біріне еңкейген. Парақ кесілетін В жолағының енін айқындайтын тірекке дейін беріледі. Кесілетін l жолағының ұзындығы пышақтың ұзындығынан аспауы тиіс.
Кесетін жиектердің айналмалы қозғалысы бар қайшылар - дискілік (1-сурет, Б позициясы) . Кесілетін дайындаманың ұзындығы құралмен шектелмейді. Дискілі пышақтардың айналуы үйкеліс күшінің әсерінен дайындаманың бөлінуін ғана емес, берілуін қамтамасыз етеді. Пышақтардың кесетін жиектері бір-бірінен соң бірі кіреді, бұл кесу сызығының түзу сызығын қамтамасыз етеді. Дайындаманы ұстап алу және беруді қамтамасыз ету үшін пышақтардың диаметрі үйкеліс коэффициентін азайтумен ұлғайта отырып, дайындаманың қалыңдығынан 30 . . . 70 есе артық болуы тиіс.
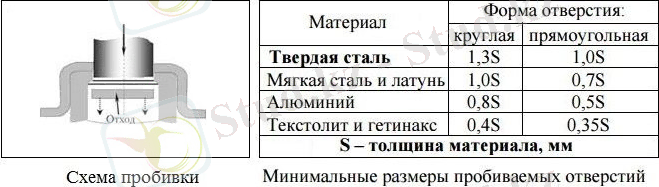
Кесу және тесу - металды тұйық контуры бойынша қалыпта бөлу. Кесу және тесу кезінде дайындаманың деформациялану сипаты бірдей. Бұл операциялар тек тағайындалуымен ерекшеленеді. Кесумен бөлшектің сыртқы контурын, ал тесумен - ішкі контурды (тесіктер жасау) ресімдейді.
Z саңылауы дайындаманың қалыңдығы (s) мен механикалық қасиеттеріне байланысты тағайындалады, ол жақындап келеді (0. 05) . . 0. 1) s. кесу кезінде матрица тесігінің өлшемдері бұйым өлшемдеріне тең, ал пуансонның өлшемдері 2Z-ге кем. Тесу кезінде пуансонның өлшемі тесіктің өлшеміне тең, ал матрицаның өлшемі 2Z артық.
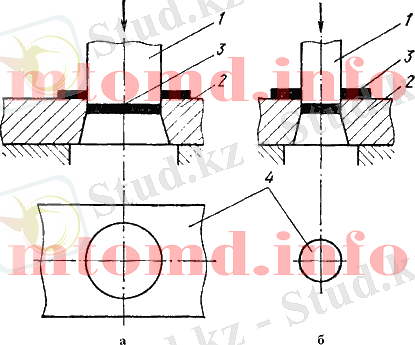
1. 2-сурет- Кесужәне тесу
а-кесу; б - тесу
1-пуансон; 2-матрица; 3-бұйым; 4-қалдық
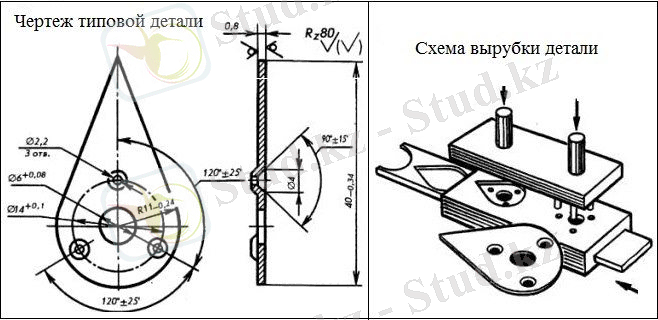
Бір листты дайындамадан жасалған шағын және орташа габаритті бөлшектерді штамптау кезінде штамптау үшін бірнеше жазық дайындамалар кесіледі. Кесілетін дайындамалардың аралас контурлары арасында ені дайындаманың қалыңдығына тең ұстатқыштарды қалдырады. Жекелеген жағдайларда аралас дайындамалар маңдайшасыз кесіледі (кесік сапасы нашарлаған және құралдың тұрақтылығы төмендеген кезде металды үнемдеу) .
Лист материалында аралас кесілетін дайындамалар контурының орналасуы пішу деп аталады. Кесуден кейін қалған дайындаманың бөлігі-кескіш. Кескішлисттік штамптау кезіндегі негізгі қалдықты құрайды. Пішу түрін кескішке металдың кетуін азайту жағдайларынан таңдау керек.
Сурет 3-Металды пішу
а-маңдайшалары бар; б-маңдайшалары жоқ
Металдыүнемдеу: ұстатқыштарға металл шығыныназайту, қалдықсызжәне аз , .
Листтік штамптаудың сипаттамасы
Суық листтік штамптау бүгінгі күні металл, пластмасса және басқа да кейбір материалдарды өңдеудің кең таралған технологияларының бірі болып табылады. Технологияны қолдану диапазоны - кеме жасаудағы ірі құрылымдардан тұрмыстық техниканың жұқа қабырғалы бөлшектеріне дейін
Технология келесі артықшылықтармен сипатталады:
- Өндірістік процестерді механикаландыру және автоматтандыру үшін ерекше мүмкіндіктер.
- Жаппай бұйымдарды жасаудың өзіндік құнын төмендету.
- .
- Жұқақабырғалы, .
- Механикалық өңдеуге ең аз қажеттілік
Алайда, айқын артықшылықтардан басқа, металды суық листтік штамптау да кемшіліктерге ие. Бұл, ең алдымен, :
- Технологиялық процесті жобалаудың жоғары еңбек сыйымдылығы
- Жоғары өндіріс дайындау құны баспақ-қалыптарды дайындау
- Баспақ жабдықтарын баптаушылардың жоғары біліктілігі
1. 3-сурет. Листты металды штамптау
Шығарылатын бұйымдардың үлкен сериялары кезінде бұл кемшіліктер экономикадан белгілі ауқым әсерінің есебінен нивелирленеді және өндірілетін өнімнің өзіндік құны металдарды өңдеудің балама тәсілдеріне қарағанда төмен болады.
Суық штамптаудың ерекшеліктері
Суық листштамптау легирленген және көміртекті болаттан жасалған бұйымдар үшін ғана емес, алюминий, мыс және осы металдардың қорытпалары үшін де қолайлы. Бұл ретте қалыпталатын материалдарды таңдау әдісі металл шеңберінен шығуы мүмкін. Осы түр үшін қалыптарды картоннан, былғарыдан, полимерлі қорытпалардан және резеңкеден жасалған бөлшектерді жасау үшін қолдануға болады.
Металды салқын штамптау дайындау үшін қолданылған бұйымдар жоғары беріктігімен, параметрлер мен формалардың дәлдігімен, сондай-ақ бетінің сапасымен ерекшеленеді.
Кейбір жағдайларда беттің тазалығы 8 классқа сәйкес келеді. Әдетте бөлшектің бетінің тазалығы 2-ден 6 классқа дейін болады, бұл орташа көрсеткіш. Бірақ мұнда ең жоғары деңгейдегі өндіріс жылдамдығын ескеру қажет.
Бірақ мұнымен бір мезгілде, металды салқын штамптау әдісімен өңдеу кезінде материалдың икемділігі төмендейді. Беріктіктің ұлғаюынан металл сынғыш болады, бұл металл өңдеудің осы түрінің даусыз минусына жатады.
Суық штамптау барысында орындалатын операциялар арасындағы осы жағымсыз сәттерді болдырмау үшін дайындама термиялық өңдеуге ұшырайды. Бұл рекристаллизациялық күйдіру деп аталады.
Қолданылатын престі таңдау және қалыптарды жобалау үшін өнім жасалатын шикізаттың қасиеттерінің көп мөлшерін білу және ескеру қажет. Әйтпесе өнімнің сапасы немесе жабдықтың өзі зардап шегуі мүмкін.
Штамптау операцияларын орындау үшін бұйымның әрбір түрі үшін қажетті параметрлер бойынша жеке қалып дайындалады. Бұл бірнеше қадамдардан жасалады:
- Қажетті конфигурациялы қалыптың эскизі жасалады.
- Материалды пішу схемасы зерделенеді және компьютерде мамандандырылған бағдарламада тексеріледі.
- Егер бағдарлама немесе адам эскиздің нақты талаптарға сәйкес еместігін анықтаса, эскиз редакцияланады.
- Әзірлеуіш өлшемдердің сәйкестігіне тексеріледі
- Қалыптың жұмысқа қажетті жағында тесіктердің нақты өлшемдері мен орналасуы эскизде белгіленеді.
Штамптаудың дайындық кезеңінде мыналар ескеріледі:
- Пайдаланылатын материалдың электр өткізгіштігі және магниттік өткізгіштігі
- Механикалық әсерлерге беріктігі және металл қаттылығы
- Пайдаланылатын металдың соққы тұтқырлығы
- Дайындаманың салмағы
- Металдың тозуға төзімділігі және оның коррозияға төзімділігі, бұл қалыпталған бұйымның қызмет ету мерзіміне әсер етеді .
- Өңделетін металдың жылуға төзімділігі және жылу өткізгіштігі
Листтікштамптауға арналған жабдықтардың түрлері
Листтік штамптау операцияларының әртүрлі түрлері үшін жабдықтардың кең спектрі қолданылады.
Осылайша, кесу үшін дірілді немесе гильотинді қайшылар қолданылады.
Штамптау операцияларын орындау үшін негізгі штамптау жабдығы - листтік штамптау немесе престеу үшін станок қолданылады. Түрі бойынша олар әр түрлі:
- Қисық иінді-бұлғақты.
- Гидравликалық.
- Радиалды-соққыш.
- электромагниттік.
Құрылғыда және қызмет көрсетуде ең қарапайым пресс қисық иінді-бұлғақты жетегі бары болап табылады. Ол қарапайым формадағы шағын және орта өлшемді жұқа қабырғалы бөлшектерді қарапайым штамптау үшін жарамды.

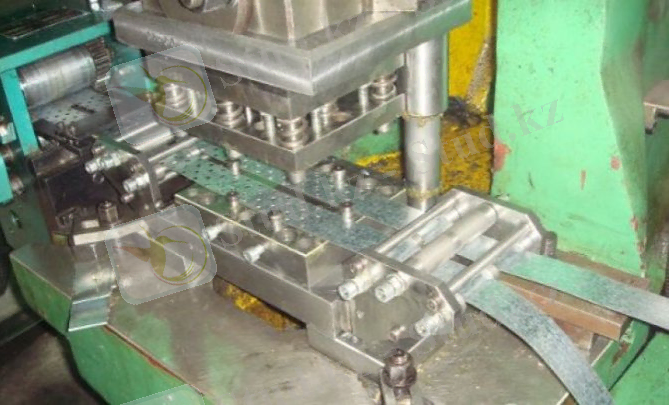
1. 4-сурет. Қисықиінді-бұлғақтыжетегі бар пресс
Гидравликалық пресстер 2 мың тоннаға дейін көп күш-жігерді дамытуға және престің жүрісін дәл реттеуге мүмкіндік береді. Жабдықтың бұл түрі үлкен қалыңдық листан ию немесе көлемді штамптау операциялары үшін қолданылады.
Радиалды-соғу кешендері айналу денесінің пішіні бар бөлшектерді листтық штамптау үшін қолданылады.
Электромагниттік престер-жабдықтың жаңа түрі. Дайындамаға қысым пуансонға электромагнитті импульспен жіберілетін электромагнитті өзекшенің массасы есебінен жүргізіледі. Қарама-қарсы полярлықтың импульсі өзекшені бастапқы қалыпқа қайтарады. Мұндай жетек гидравликалық өндіруден және қызмет көрсетуден әлдеқайда оңай, бірақ оның қуатына жеткенше.
Металды ыстықтай штамптау станогы арнайы жұмыс сызбаларын қолдана отырып жұмыс істейді. Олардың көмегімен түрлі металл бұйымдарды соғу және штамптау орындалады. Қолданылған жұмыс схемасының сипаттамаларына сүйене отырып, дайын соғудың болашақ параметрлерін анықтауға болады.
Мұндай схемаларды жұмысқа тартылған қалыптардың типі бойынша жіктеуге болады:
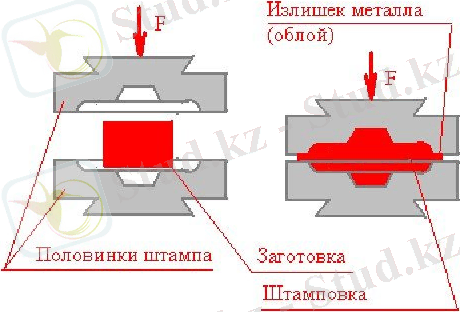
1. 5-сурет. Жабық қалыпта дадайындаманы штамптау.
Қалыпқуысы деформация процесіндежабық, қозғалмайтын аймақтар арасындағы саңылау аз.
Жабық үлгідегі қалып құрылғысының ерекшеліктері штамптау станогының түрін анықтайды.
Көптеген жағдайларда қалыптың жоғарғы бөлігі шығыңқы болып сипатталады, ал төменгі бөлігі қуыс болып табылады. Сондай-ақ, кері жағдайды кездестіруге болады.
Мұндай бұйымдарды практикада қолдану мұқият дайындықпен және шыңдау мен дайындау көлемдерінің сәйкестігін нақты бақылаумен жүзеге асырылуы тиіс.
Осы талаптарды сақтамау егер ол жеткіліксіз болса, металл қуысының бұрыштарын ішінара толтыруға әкелуі мүмкін.
Сондай-ақ, соғудың биіктігінен ыстық әдіспен жұмыс істеу кезінде мәселелер туындауы мүмкін: егер металл тым көп болса, соғудың биіктігі жоспарланғаннан артық болады. Штамптау оңтайлы схема бойынша өту үшін дайындамаларды барынша дәлдікпен кесу маңызды.
Ауыспалы саңылауы бар ашық қалыптарда
Оған металдың белгілі бір көлемі келіп түседі, бұл толық көлемде жұмыс қуысын толтыруға мүмкіндік береді. Бұдан басқа, кенерік жұмыстың соңғы сатысында металдың артығымен толтырылады, бұл салмақ бойынша дайындамалардың дәлдігіне сұранысты төмендетеді.
Мұндай бұйымдарды қолдана отырып суық және ыстық штамптау төрт кезеңде жүзеге асырылады: дайындаманы тұндыру, бұйым қабырғаларын дайындамамен біріктіру, қысу кезінде арыққа артық металдың ағуы, қуыстан артық металды алып тастау.
1. 2 Ыстықтай штамптау
Ыстықтай штамптау үшін қалыптардың артықшылығы соғудың кез келген түрін жасау мүмкіндігі болып табылады.
- Соғудың қолайлы құрылымы. Бұл жағдайда металдың ағу нүктесінде талшық қию болмайды. Олар шыңдалған контурды орайды, бұл кез келген тегістеу түрі жоқ бөлшектер бетінің бірегей дәлдігіне қол жеткізуге мүмкіндік береді;
- Мұндай схема кезінде қабаттың болмауы. Бұл металл шығынын айтарлықтай төмендетуге мүмкіндік береді.
- Біркелкі жан-жақты қысудың жоғары кернеуінде деформацияның жоғары деңгейімен сипатталатын аз пластикалық қорытпалармен жұмыс істеу мүмкіндігінің болуы. Принцип работы
Штамптау жабдығының физикалық жұмыс принципі - бұл қысыммен лист дайындамасының пластикалық деформациясы. Болашақ бөлшектің пішіні екібөлшектермен - матрицамен және пуансонмен беріледі, олар екі жағынан үлкен қысыммен листты дайындамаға қысады. Матрицада шығыңқы орналасқан жерде-пуансонда ойпаттың пішіні мен өлшемі бойынша оған сәйкес келетін жерде орналасқан . Деформацияланып, лист дайындама матрица мен пуансон пішінін қайталайды.
Сонымен қатар, тесік тесу, листтің материалынан бөлек бөлшектерді кесу болуы мүмкін. Лист металдан жасалған бөлшектерді суықтай штамптаудың технологиялық процесін жобалау кезінде жабдықты конструкторы мен технолог құрамдастырады және мүмкіндігінше штамптау бөлу операцияларын біріктіреді, бұл үшін ең аз жұмыс санымен қалыптан өтіп, осылайша бұйымды жасаудың өзіндік құнын төмендету қажет.
Листтер жұқа болған жағдайда суық листтік штамптаужүзеге асырылады. Қалың листтермен немесе аз қабатты қорытпалармен жұмыс істегенде дайындаманы оның икемділігін арттыру үшін алдын ала қыздырады.
Технологиялық ерекшеліктері
Штамптау үшін бастапқы шикізат ретінде металл лист, болат жолағы немесе жұқа таспа болуы мүмкін. Көптеген себептерге байланысты суық листтік штамптау ең көп таралған. Ыстықтай штамптау технологиясын қолданылатын жабдықтың қуаты суық күйдегі металды деформациялау үшін жетіспейтін немесе төмен пластикалықпен ерекшеленетін металдан жасалған бөлшекті өңдеу қажет болған жағдайларда қолданады. Әдетте, ыстық штамптау технологиясы бойынша қалыңдығы 5 мм аспайтын листті дайындамаларды өңдеуді орындайды.
Штамптауды орындау барысында листты металмен істеу қажеттігіне байланысты бөлу және пішін өзгермелі технологиялық операцияларды ажыратады. Бірінші дайындамадан орындау нәтижесінде металдың бір бөлігі бөлінеді, бұл тура немесе қисық сызықтармен, сондай-ақ белгілі бір контурмен жүргізілуі мүмкін. Мұндай жағдайларда металды бөлу оның бөліктерінің бір-біріне қатысты жылжуына байланысты болады.
Арнайы құралмен жабдықталған пресс қолданылатын бөлгіш штамптау операцияларының бірқатары бар.
Кесу
Кесу барысында металл бөлшектің бөліктері бір-бірінен түзу немесе фигуралық сызық бойынша бөлінеді. Мұндай операция жасалатын пресс дискілі, дірілді немесе гильотинді болуы мүмкін қайшы деп атауға болады . Кесу көмегімен одан әрі пайдалануға дайын бұйымдарды алады немесе оларды одан әрі басқа әдістермен өңдеу үшін дайындамаларды қалыптастырады.
1. 6-сурет. Қайшымен листты металды кесу сызбасы
Тесу
Бұл операция лист дайындамасында әр түрлі конфигурациялы тесіктерді қалыптастыру үшін қолданылады.
 1. 7-сурет. Тесу кезінде материалдың бір бөлігі қалдыққа шығарылады.
1. 7-сурет. Тесу кезінде материалдың бір бөлігі қалдыққа шығарылады.
Кесу
Металл .
1. 8-сурет. Кесу жолағынан жасалатын бөлшектердің мысалы
Штамптау операциялары өз атауына толық сәйкес механикалық бұзылусыз металл лист дайындамасының нысанын, сондай-ақ оның мөлшерін өзгерту үшін пайдаланылады.
Жиектеу
Бұл металл дайындамадағы саңылаулардың айналасында, сондай-ақ оның контуры бойынша талап етілетін өлшемдер мен форманың ернеулері қалыптасатын листты металды штамптаудың технологиялық операциясы. Көбінесеқұбырдың ұштары, кейіннен фланецтерді бекіту жоспарланады.
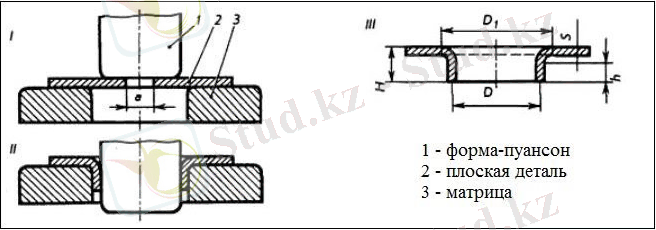
1. 9-сурет. Алдын ала тесілген тесік айналасында бөлшектерді іріктеу схемасы
Сору
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz