Нақты тағайындауға арналған листтік болатты ыстық және суық илемдеудің технологиялық режимдерін әзірлеу

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Ә. Бүркітбаев атындағы Өнеркәсіптік автоматтандыру және цифрлау институты
Өнеркәсіптік инженерия кафедрасы
Толқымбай Дина
«Нақты бір мақсат үшін листтік болатты ыстық және суықтай илемдеудің технологиялық режимдерін әзірлеу»
Дипломдық жобаға
ТҮСІНІКТЕМЕЛІК ЖАЗБА
5В071200 - Машина жасау
 Алматы 2020
Алматы 2020
ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Ә. Бүркітбаев атындағы Өнеркәсіптік автоматтандыру және цифрлау институты
Өнеркәсіптік инженерия кафедрасы
ҚОРҒАУҒА ЖІБЕРІЛДІ
Кафедра меңгерушісі
PhD д-ф, қауым. профессор
Арымбеков Б. С.
«» 2020 ж.
Дипломдық жобаға
ТҮСІНІКТЕМЕЛІК ЖАЗБА
Тақырыбы: «Нақты бір мақсат үшін листтік болатты ыстық және суықтай илемдеудің технологиялық режимдерін әзірлеу»
5В071200 - Машина жасау
Орындаған Толқымбай Дина
Ғылыми жетекші,
PhD д-ф, қауым. профессор
Арымбеков Б. С.
«» 2020 ж.
Алматы 2020

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Ә. Бүркітбаев атындағы Өнеркәсіптік автоматтандыру және цифрлау институты
Өнеркәсіптік инженерия кафедрасы
5В071200 - Машина жасау
БЕКІТЕМІН
Кафедра меңгерушісі
PhD д-ф, қауым. профессор
Арымбеков Б. С.
«»2020 ж.
Дипломдық жоба орындауға
ТАПСЫРМА
Білім алушы Толқымбай Дина
Тақырыбы «Нақты бір мақсат үшін листтік болатты ыстық және суықтай илемдеудің технологиялық режимдерін әзірлеу»
Университет ректорының «__» 20__ ж. № бұйрығымен бекітілген.
Аяқталған жұмысты тапсыру мерзімі «__» 20__ ж.
Дипломдық жобаның бастапқы берістері Нақты бір мақсат үшін листтік болатты ыстық және суықтай илемдеудің технологиялық режимдерін әзірлеуді зерттеу
Дипломдық жобада қарастырылатын мәселелер тізімі
а) Илемдеу режимінің дамуы және илемдеу режимдерін автоматтандыру
б) "Илемдеу білігін" жасау технологиясын жобалау
в) Илемдеу білігін дайындаудың технологиялық процесі
Ұсынылған негізгі әдебиет: 4 атау

Дипломдық жобаны дайындау
КЕСТЕСІ
Дипломдық жоба бөлімдерінің кеңесшілері мен норма бақылаушының аяқталған жобаға қойған қолтаңбалары
Кеңесшілер, аты, әкесінің аты, тегі
(ғылыми дәрежесі, атағы)
Ғылыми жетекші Арымбеков Б. С.
Тапсырманы орындауға алған білім алушы Толқымбай Д.
Күні «___» 2020 ж.

АҢДАТПА
Бүгінгі күні илемдеу өндірісіне оның мүмкіндіктерін түбегейлі өзгертетін жаңа технологиялық үрдістер мен машиналар енгізілуде. Оларға илемдеу орнақтары мен дайындамаларды үздіксіз құю машиналарының және қарқынды деформациялау торының бірлесуін айтуға болады. Илемдеу өндірісінің бұдан әрі дамуы, жеке қуаттылығы жоғары орнақтарды қолдануға, сапасы жоғары илемді алуға және орнақтарда эффективті қоржинақтаушы технологияларды пайдалануға негізделген. Илемдеу орнақтарының қуаттылығын арттырудың басты бағыттары деп, бастапқы металдың массасы мен металды илемдеу және қыспақтау жылдамдығын ұлғайту ды айтуға болады. Дайын илем сапасын арттыру, жетілдірілген негізгі және қосалқы жабдықтарды қолдану, илемдеу үрдісіне металдын механикалық сипаттамаларын арттыруға, илем беткейінің күйін жақсартуға, оның керекті геометриялық өлшемдерін алуға мүмкіндік беретін өндеу операцияларын қосу арқылы болады. Илем өндірісінде қоржинақтаушы технологияларды пайдалану, металл, қуат және басқа қорлардың үнемдеуімен және илемнің өз құнының төмендеуімен сипатталатын илем өндірісінің тиімділігін артттырады.
Мазмұны
1. Кіріспе 8
2. 1 тарау. Илемдеудің технологиялық режимдерін әзірлеуге әдеби шолу 9
3. 1. 1Илемдеу режимінің дамуы 9
4. 1. 2 Илемдеу режимдерін автоматтандыру 11
5. 2 тарау. "Илемдеу білігін" жасау технологиясын жобалау 16
6. 2. 1. Бастапқы деректер 16
7. 2. 2 Технологиялық маршрутты жобалау 19
8. 2. 3 Технологиялық операцияларды жобалау 20
9. 2. 3. 1 Илемдеу білігін дайындаудың технологиялық процесі 20
10. 3 тарау. СОВРЕМЕННЫЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ЛИСТОВОГО ПРОКАТА. 23
11. Қорытынды 28
12. 29
КІРІСПЕ
Дипломдық жұмыстың мақсаты нақты бір мақсат үшін листтік болатты ыстық және суықтай илемдеудің технологиялық режимдерін әзірлеу, оны автоматтандыру, Илемдеу білігін өндірудің оңтайлы технологиясын әзірлеу, әзірленген оңтайлы технологияның ерекшіліктерін, біліктің жалпы көрінісін, бөлшектік сызбасын және операциялар сызбасын әзірлеу, біліктің моделін, оның компоненттерін CAD / CAE жүйесін қолдана отырып жобалау болып табылады.
Илем конструкциялық материалдардын ен көп тараған түрі және машинажасауда, металөндеуде, құрылыста, көлікте және халық шаруашылығының басқада салаларында кенінен қолданылады. Одан басқа, илемді металургиялық өндірістін өзінде де жөндеу-эксплуатациялық мұқтаждықтарға және келесі де құбырлар, метиздер, қаналтырлар және т. б. өндіру үшін қолданылады.
Илемдеу орнақтарында алынатын илем түрлері, көлденен қима пішіндерімен және өлемдерінің сан алуан түрлерімен ерекшеленеді. Дәл осылай, қазіргі кезде тек сортты илемдеу орнақтарында ғана, илемнің 4500 жуық сорттық пішіндері алынады.
Илем өндірісі - күрделі үрдіс, ол заманауй технологиялар мен жабдықтарға, механизацияның, автоматтандырудың және өндірісті үйымдастырудың жоғары дәрежесіне, технологиялық үрдістер мен илем сапасының бақлауына, илемдеу орнақтарының жоғары технико-экономикалық көрсеткіштеріне және т. б. негізделеді.
Осы шақта біздің елімізде әр түрлі тағайындалуы бар илемдеу орнақтары жұмыс істейді; олар қыспақты, сортты, парақты ыстық және суық илемдеу және т. б.
1 тарау. Илемдеудің технологиялық режимдерін әзірлеуге әдеби шолу
1. 1Илемдеу режимінің дамуы
Илемдеу режимінің дамуы, әрине, машина жасау саласына қатысты толығымен қарастырылатын технологиялық режимдерді жобалау міндеттерімен байланысты [3; 12 және т. б. ] Сонымен бірге ESTPP мемлекеттік стандарттарына сәйкес [2], өтпелі, технологиялық пайдалану мен технологиялық процесті ажырата білу қажет. Зерттеуде [13] келесі түсіндірулер ұсынылды.
Илемдеу - бұл айналмалы біліктермен металдың бір рет пластикалық деформациясы.
Илемдеу технологиялық операция ретінде бірнеше рет орындалатын өткелдерді қамтиды.
Мысалы: металды біліктерге тасымалдау;
өту алдында металды бағдарлау (көлденең жазықтықта бұрылу, жиектеу, қажетті калибрге есептер үшін біліктердің бойымен ығысу) ;
Біліпке арқылы металдың илемдік деформациясы(өту) .
Илемдеу, технологиялық процесс ретінде илемдеуді технологиялық операция ретінде бірнеше рет қайталауды, сондай-ақ илем сапасына әсер ететін басқа да операцияларды (жолақтың ұштарын кесу, оны салқындату және т. б. ) қамтиды. .
Илемдеу режимін әзірлеуге іс жүзінде және ғылыми негізделген тәсілді жасау үшін илемдеу мақсатын тұжырымдаудың маңызы зор. М. И. Румянцевтің жұмыстарындағы [9; 11] прокаттаудың мақсаты былайша қарастырылады: ресурстардың берілген шығыны кезінде берілген сападағы прокатты берілген санда алу. Осылайша, илемдеу режимі - бұл оны іске асыратын жүйенің параметрлерінің нақты мәндерінің жиынтығы, оны реттеу илемдеу мақсатына жетуді қамтамасыз ете алады. Процесс түрінде илемдеу режимі білдекте орындалатын басқа операциялардың домалау мақсатына қол жеткізуге әсерін сипаттайтын параметрлерді қамтуы керек (мысалы, жолақты босату және салқын прокатқа орау кезіндегі кернеу, ШГСП-да жұқа ыстық илектелген жолақты орамаға салғанға дейін салқындауға арналған судың шығыны, арасындағы ұзақтығы плиталық диірмендерге басқарылатын илемдеу кезінде деформацияның үзілуі және т. б. ) . Илемдеу режимін деформациялық, жылдамдық немесе температуралық параметрлерге аудармау керек. Нақты тапсырмаға байланысты көптеген режимдік параметрлер тарылуы немесе кеңейтілуі мүмкін.
Илемдеу режимінің дамуы негізінен жобалау процесі болып табылады. Осыған байланысты жобалау объектісі ретінде илемдеу режимінің ерекшеліктерін анықтау қажет. Өтпені қарастырайық. Бұл жағдайда илемдеу «илемдеу қапас-жолақ» жүйесінде жүзеге асырылады (1-сурет) . Илемдеуқапасы жұмыс капасын (атқарушы орган), қозғалтқышты және беріліс механизмін (жетек) қамтиды. Жолақ артқы жағын, деформация аймағын және алдыңғы бөлігін қамтиды.
Жобалаудың әр объектісі ішкі және сыртқы параметрлермен сипатталады, сонымен қатар сыртқы параметрлердің ішінде кіріс және шығыс параметрлерін көрсетеді [7; 1] . Жобалау объектісі ретінде елемдеу режимінің шығу параметрлеріне өңделген (илемдеу) жолақтың сапасы мен санының көрсеткіштерін жатқызуға қисынды. Жобалау объектісінің ішкі параметрлері осы объектінің элементтерін және олардың арасындағы өзара іс-қимылды сипаттайды. Мұндай тұрғыдан илемдеудің ішкі параметрлері илемделетін жолақтың параметрлері, жабдық параметрлері және жабдықтың жолақпен өзара іс-қимыл параметрлері болып табылады.
Жолақтың артқы ұшының параметрлерін жіктеу айқын емес. Бір жағынан, олар илемделетін жолақты сипаттайды және сондықтан ішкі параметрлер ретінде қарастырылуы тиіс. Екінші жағынан, бұл параметрлердің мәндері "илемдеуқапас-жолақ" жүйесіне қатысты сыртқы ортада қалыптасады, ал жолақтың артқы ұшы сыртқы ортаның осы өтпедегі деформация ошағына әсер етуін беру арнасы болып табылады. Өту жолының ішкі параметрлеріне оның жолақтың басқа элементтерімен өзара әрекеттесуіне байланысты болатын артқы ұшының сипаттамаларын жатқызуға болады (мысалы - жолақтың деформация ошағына кіру жылдамдығы) . Жолақтың артқы ұшымен «илемдеуқапас-жолақ» жүйесіне берілетін сол сипаттамаларды өту үшін сыртқы параметрлер деп санауға болады. Мұндай параметрдің мысалы жолақтың артқы ұшының кернеуі, оның қалыңдығы, температурасы және т. б. деп атауға болады.
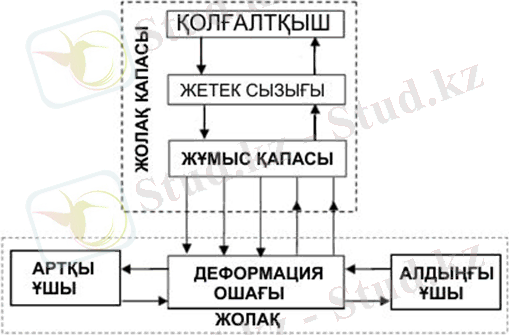
1. 1-сурет. Жүйе элементтері "Илемдеу қапас-жолақ»
Жобалаудың мақсаты синтез және талдау болып табылатын бірқатар рәсімдерді орындаумен қол жеткізіледі. Талдау нәтижелері бойынша жобалау мақсатына қол жеткізу дәрежесін бағалайды және қажет болған жағдайда, техникалық тапсырмада көрсетілген осы параметрлердің Шығыс параметрлерінің мәндеріне сәйкестігін қамтамасыз етуге ұмтыла отырып, басқарылатын параметрлердің мәндерін өзгертеді.
Илемдеу режимін жобалау міндеті, біріншіден, илемдеу мақсатқа ең жақсы түрде қол жеткізілетін параметрлердің мәндерін анықтау, екіншіден, алынған нәтижелерді ұсыну. Адам мен ЭЕМ арасындағы функцияларды оңтайлы бөлуме норындалуы тиіс автоматтандырылған жобалау міндеті жоғарыда тұжырымдалған ЭЕМ мен жобалаушы арасындағы диалог қажеттілігімен салыстырғанда толықтырылады. .
Режимді жобалау белгілі бір профиль өлшемі үшін шешіледі. Мақсат ретінде орнақтан шығуда қолайлы сападағы жолақтарды алу қабылданады (қажет механикалық қасиеттерімен және берілген микрогеометриямен тығыздық пен әр түрлі қалыңдықтың рұқсат етілген параметрлерімен) . Режимнің өзгеруімен күштердің, қуаттың, илемдеу жылдамдығының және технологияның ерекшеліктеріне байланысты шектеулер тексеріледі. Жиынтық параметрлерін орнату үшін орнақ берілетін шешу нәтижесінде мыналарды қамтиды: қалыңдықты жолақтар кірген орнағы мен шыққан шабақтарды керу жолағын клетка аралықтарда және шығу орнақты (соңғы ток бойыншаорағыш қозғалтқыш), илемдеу жылдамдығы (біліктердің соңғы қапас сызықтық жылдамдығы), барлық қапастардың күш куат параметрлері.
1. 2 Илемдеу режимдерін автоматтандыру.
Көрсетілген қағидалар илемдеу режимдерін автоматты жобалаудың әмбебап (жалпыланған) алгоритмі түрінде іске асырылған (1. 2 сурет) . Алдымен орнақты, қапастар тобын немесе жеке қапасты сипаттайтын параметрлер мәндерінің тапсырмасымен өңдеу жүйесінің күйін сипаттау орындалуы тиіс (1-блок) . Бұл ретте параметрлерді өзгермейтін және басқарылатын технологиялық қызметкермен жіктеген жөн. Бірінші болып қуаты мен қозғалтқыштардың айналу жылдамдығы, басты жетектердің беріліс қатынастары, ең жоғары рұқсат етілетін күші мен илемдеу моментері, қапастары арасындағы қашықтық және т. б. жатады. Екіншіге - білікпелердің диаметрлері мен білдек профильдерін (бұл термин деп табақ илемтеу білікпелердің дөңестігі немесе цилиндриялығын ғана емес, сортты илемтеу білікпелердегі жылғаларды да, олардың бөшкенің ұзындығы бойынша орналасуын да сипаттайтын параметрлерді да түсінуге болады), білікпетер бетінің бастапқы күйін, технологиялық майлаудың түрі мен қасиеттерін және т. б. түсінуге болады. Бағдарлама басталғаннан кейін дереу оқылатын мәліметтер массиві түрінде өзгермейтін параметрлердің мәндерін және бақыланатындарды бастапқы жуықтауды сақтаған жөн. Алайда, басқарылатын параметрлер түзету үшін қол жетімді болуы керек. Кейбір параметрлер енгізілген ақпарат негізінде өңдеу жүйесінің жай-күйін сипаттау процедурасы аясында есептелуі мүмкін, бірақ «Өңдеу жүйесінің параметрлері» жиынтығы қарастырылып отырған мәселені нақты тұжырымдау аясында қажет болғаннан гөрі кең болмауы керек екені анық.

1. 2-сурет. Илемдеу режимдерін автоматты жобалаудың жалпылама алгоритмі.
Жолақтың бастапқы күйін сипаттау (2-блок) металды өңдеуді бастамас бұрын оны сипаттайтын шамалар жиынтығын анықтаудан тұрады. Бұл жағдайда, одан илектелген профильдің түріне байланысты жолақты құйма, блюм, қалыңтақ, дайындама немесе жартылай таза илеу деп аталады. Алайда кез келген жағдайда материалдың өлшемдері, температурасы, реологиялық және қажет болған жағдайда өзге де қасиеттері көрсетілуі тиіс. Олардың бір бөлігі бастапқы деректерді енгізумен анықталады, басқалары - белгілі бір ара-қатынастар бойынша есептеледі. Өңдеу жүйесінің басқарылатын параметрлеріне ұқсас, бастапқы жағдайдағы жолақтың енгізілетін параметрлері түзету үшін қол жетімді болуы тиіс.
Илемдеу мақсатының сипаттамасы (3-блок) бізге мақсатты функцияны таңдау, оңтайлылық критерийінің тапсырмасы, шектеулер кешенін қалыптастыру және олардың орындалуы туралы нұсқаулар ретінде ұсынылады. Соңғы екі әрекетке толығырақ тоқталайық. Илемдеу режимдерінің көптеген әзірлемелерінің белгілі тәжірибесі көрсеткендей, шектеулер кешені өңдеу жүйесімен жолақтың өзара іс-қимылын сипаттайтын қандай да бір параметрлердің мәндеріне жол берудің жалпы және ерекше шарттарын объективті қамтуы тиіс. Сонымен, мысалы, илемдеу күштің рұқсат етілген максималды мәннен аспауы туралы талап жоғары сапалы профильді илемдеу үшін де, суық жолақты илемдеу үшін де маңызды, сондықтан ол жиі кездеседі. Сонымен қатар, жолақты суықтай илемдеу үшін, өздігінен аудару түрінде орнықтылықты жоғалту мәселесі өзекті емес, бірақ жазық форманың орнықтылық проблемасы өте маңызды. Белгілі бір жағдайларда ғана байқалатын жағдайларды көрсететін шектеулер, ерекше болып табылады. Осылайша, жалпы шектеулер шектеулер кешенінің тұрақты бөлігін құрайды және нақты тапсырмаға байланысты кейбір нақты жағдайлармен толықтырылуы керек. Сонымен қатар, кейбір, қандай да бір пайымдаулар бойынша ең табиғи, жалпы шектеулер ғана есепке алу мүмкіндігін жоққа шығаруға болмайды. Демек, режимді автоматтандырылған жобалау бағдарламасы шеңберінде илемдеу жобалаушының жалпы бөлігінде де, сондай-ақ шешуге рұқсат берудің ерекше шарттары бөлігінде де шектеулер кешені элементтерінің тізімін түзету мүмкіндігін көздеу қажет. Дәл осы рәсімді шектеу кешенін құру деп атаймыз. Орындау туралы нұсқаулар деп шектелетін параметрлердің экстремалды мәндерін тапсыру түсініледі. Жобалаушыға мұндай мүмкіндік беру оған біреуді қатайту және басқа жағдайларды жеңілдету илемдеу режимдерін бағалаудың өзіндік тәжірибесін көрсетуге мүмкіндік береді. Әсер ету режимдерінің сипаттамасы (4-блок) тікелей процесс кезінде илемдеуді іске асыратын жүйе элементтеріне жедел әсерді сипаттайтын параметрлер мәндерінің тапсырмасынан тұрады. Бұл параметрлерге жаншу, илемдеу жылдамдығы, керіліс, салқындатқыш сұйықтықтың шығыны, біліктердің гидроиілім күші және т. б. жатқызуға болады. Алдыңғы кезеңдердегідей, мұнда анықтамалық ақпараттың кейбір массивінен бірінші жақындауды оқу мүмкіндігі және оны жобалаушының түзетуі көзделуі тиіс. Сонымен қатар, түзету контурлары белгіленген параметр бойынша барлық өту жолдары үшін де, әрбір параметрлер бойынша тіркелген өту үшін де ұйымдастырылуы мүмкін. Бірінші жағдайда, түзету актісі үшін, әрбір өтпе жолдарында параметрлердің тек біреуі ғана өзгереді, мысалы, жаншу. Басқа жағдайда, түзету кейбір алдын ала көрсетілген өтпе кезінде барлық режимдік параметрлердің мәндерін өзгертуден тұрады.
Жиынтығында, 1-4 блоктарында көзделген әрекеттер бұрын жалпыланған мағынада неғұрлым кең, қарастырылатын илемдеу режимінің кейбір жақындауының синтезі болып табылады. Блоктардың бірізідлігі еркін емес. Олар илемдеу режиміне байланысты сол немесе басқа параметрлерді тікелей орнақта қалай өзгертуге болатынына байланысты қатаң түрде орналасқан. Орнақтың бақыланатын параметрлерінің өзгеруі, мысалы, жұмыс білкітерін ауыстырып тиеу, көп уақытты қажет ететін түзету опциясы, қосымша жұмыс уақыты мен өнімділік жүйесінің жоғалуына байланысты. Жаншу немесе илемдеу жылдамдығын өзгерту ең қарапайым және ең жиі жүзеге асырылады.
Жобалаудың жалпы әдіснамасына сәйкес біршама жақындау (жобаланатын объектінің кезекті нұсқасы) оның берілген талаптарға сәйкестігін анықтау үшін талдауға ұшырауы қажет. Еске салайық, кейбір сатылы деңгейде жобалаудың жалпыланған сұлба шеңберінде талдау аталған сәйкестік туралы айтуға болатын жобаланатын жүйенің параметрлерінің мәнін анықтау ретінде қарастырылады. Жобалау объектісі ретінде илемдеу режиміне қатысты өңдеу жүйесінің элементтеріне түсетін жүктемені (оның беріктік, қуатты және басқа да ресурстары бойынша шектеулердің орындалуын тексеру үшін), жолақтың сапа көрсеткіштері мен санының көрсеткіштерін анықтау қажет. Алайда, егер өңдеу жүйесінің мүмкіндіктеріне және оның өңделетін жолақпен өзара іс-қимылының ерекшеліктеріне байланысты шектеулердің ең болмағанда біреуі бұзылған болса, илемдеу мүмкін болмайды. Сондықтан илемдеу режимдерін жобалау кезінде талдау рәсімін кем дегенде екі дербес кезеңге бөлу қажет. Біріншіде (5-блок), өңдеу жүйесі мен жолақтың өзара әрекеттесуінің параметрлері есептелуі керек, олардың мәні осы өзара әрекеттестіктің ерекшеліктерін көрсететін шектеулерді және өңдеу жүйесінің мүмкіндіктеріне қатысты шектеулерді тексеру үшін қажет. Сапа көрсеткіштерін және жолақтар санын талдау (6 - блок) талдаудың бірінші кезеңі-талдаудың шеңберінде шектеулерді бағалау өзара іс-қимыл және жүктеме параметрлері рұқсат етілген болып табылатындығын көрсеткеннен кейін ғана орындау мағынасы бар.
Талдау нәтижелерін оң бағалаумен, бақылауды жобалауды жалғастыру опциясын таңдау үшін ішкіжүйеге берілуі керек (7 блок) .
Егер талдау нәтижелерін бағалау мүмкін еместігін көрсеткен жағдайда, жобалау әдіснамасына сәйкес талданған жақындауды өзгерту (түзету) қажет. Білікпелерді калибрлеудің ақпараттық тұжырымдамасының авторлары әділ атап өткендей, алгоритмде және бағдарламада мұндай түзету үшін кері байланыс болуы тиіс. Алайда, біздің пікірімізше, бұл кері байланысты түзету нұсқасын таңдаудың арнайы ішкіжүйесі (8 блок) арқылы ұйымдастыру қажет. Осыдан илемдеу режимін сипаттау блоктарының әрқайсысына тікелей қол жеткізу қамтамасыз етілуі тиіс және блоктан туындаған іс-әрекеттерді орындағаннан кейін осы жерге қайтару жүзеге асырылуы тиіс. Осылайша, жобалаудың кейбір сәтінде илемдеурежимін құрайтын барлық параметрлердің жиынтығын емес, осы жағдайда өзгеруі қандай да бір себептермен неғұрлым орынды деп танылған олардың ішкі жиынын түзету мүмкіндігі қамтамасыз етіледі. Біз осындай іріктелген түзетудің артықшылығын көреміз, бұл илемдеу режимін жақсартудың көптеген нұсқаларын көбейтеді, бұл біздің ойымызша, айналдыру мақсатына жету жолдарын таңдауда жобалаушынң интуитивті-эвристикалық мүмкіндіктерін неғұрлым толық ашуға мүмкіндік береді. Автоматтандырылған жобалау бағдарламасында басқару түзету нұсқасын таңдаудың ішкіжүйесіне автоматты түрде де (егер талдау кезеңдерінде шектеулердің бұзылуы анықталса), сондай-ақ жобалаушының шешімі бойынша де берілуін қарастыру қажет. Ішікжүйеден шығуды жобалаушының шешімі бойынша ғана қарастырған жөн. Бұл ретте басқару жобалауды жалғастыру нұсқасын таңдаудың ішкіжүйесі берілуге тиіс.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz