Бензол-толуол қоспасын ректификациялаудың теориясы және табақшалы колонна параметрлерінің технологиялық есебі

Мазмұны
Кіріспе
Тақырыптың өзектілігі: Қазіргі кезде көптеген таза қосылыстарға сұраныстың көбейюіне байланысты ректификация процесі кең қолданыс тапқан процестердің бірі.
Ректификация процесінің қолданыс аясы кең. Аталмыш процесс көпшілігіне мұнай фракцияларын бөлуде, таза еріткіштер мен әртүрлі қосылыстар алуда қолданылады. Сондай - ақ соңғы жылдары ректификация процесі таза металлдар мен жартылай өткізгіш материалдар өндірісінде де кең қолданыс тапқан.
Курстық жобаның мақсаты: Үздіксіз әрекетті ректификациялық қондырғының әрекетімен танысу.
Курстық жобаның міндеті:
- Ректификациялық процесс негізін меңгеру;
- Ректификациялық аппараттар мен қондырғының жұмыс әректімен танысу;
- Ректификациялық аппараттарының негізгі параметрлерін есептеп үйрену.
Тірек сөздер: Айдау, азеотропты ректификация, атмосфералық ректификация, вакуумды ректификация, дефлегматор, дистиллят, жоғары қысымды ректификация, колонналы аппараттар, кубтық қалдық, массаалмасу, нығайтылу, пленкалы колонналар, ректификация, саптамалы колонналар, табақшалы колонналар, тұзды ректификация, флегма, экстрактивті ректификация.
Курстық жоба: 2 бөлімнен, 7 суреттен, 5 қосымшадан, 28 беттен, 12 пайдаланылған әдебиеттен тұрады.
1 Әдеби шолу
- Ректификация процесінің негізі
Сұйық қоспаны бөлу үшін көбіне айдауды қолданады. Айдау процесі ежелден белгілі. Ол крахмал мен қантты материалдарды ашыту арқылы этил спиртін алғанда, орта ғасырларда кең қолданылған.
Қазіргі кезде айдау мен ректификация химиялық технологияда кең таралып, әр түрлі таза өнімдер алуда және сұйылтылғаннан кейін газ қоспасын бөлуде қолданылады.
Сұйық қоспаны айдау қоспа құрамындағы құрастырушылардың қайнау температураларының ерекшеліктеріне негізделеді. Осылайша екі құрастырушыдан тұратын қоспаны қарастырсақ, қайнау температурасы төмен құрастырушы бірінші болып буға айналып, ал қайнау температурасы анағұрлым жоғары құрастырушы сұйық күйінде қалады [1] .
Сұйықтықты айдау келесі тәсілдермен жүзеге асады:
- жартылай буландыру - конденсатты бөліп алуға негізделген сұйықтықтың жартылай булануы мен алынатын будың конденсациясы;
- жартылай конденсация - конденсатты бөліп алуға негізделген айдалатын қоспаның буының жартылай конденсациясы.
Бұл екі әдістің әрқайсысын бөлек қолданса таза өнім алынбайды.
Сұйықтықты айдауды екі топқа бөлуге болады:
- қарапайым айдау
- ректификация.
Қарапайым айдау жартылай буландыру мен түзілген будың конденсациясын бір рет қолдану арқылы жүзеге асады. Ал қоспаны толық бөлу үшін аталған тәсілдерді бір мезгілде бірнеше рет қайталау қажет. Осылайша бір мезгілде бірнеше рет буландыру мен конденсацияны қайталап сұйық қоспаны бөлу әдісін ректификация деп атайды [2] .
Ректификация процесін атмосфералық қысымда, сонымен қатар төменгі және жоғарғы қысымда да жүргізеді. Қайнау температурасы жоғары қоспаларды бөлуді вакуумда, қысымы төмен газ тәрізді қоспаларды бөлу үшін жоғары қысымды қолданады. Ал қайнау температурасы 30°С-тан 150°С-қа дейінгі қоспаларды атмосфералық қысымда айдайды [3] .
Ректификация процесі қарама - қарсы ағынды колонналы аппараттарда жүзеге асады: айдалатын сұйықтыққа төменнен жоғары қарай бу беріледі, ал буға қарсы колоннаның жоғарғы бөлігінен төменге қарай ағады. Сұйық және бу фазалары арасында массаалмасу жүзеге асып, нәтижесінде колонна бойымен қозғалысына сәйкес бу оңай ұшқыш құрастырушымен, ал сұйықтық
ұшқыштығы аз құрастырушымен байытылады. Соңында бу салыстырмалы тазартылған оңай ұшқыш құрастырушы ретінде колоннаның жоғарғы бөлігінен шығып, конденсация нәтижесінде дайын өнім - дистиллят түзеді, ал колоннаның төменгі жағынан салыстырмалы түрде таза, ұшқыштығы аз - кубтық қалдық деп аталатын құрастырушы бөлінеді [4] .
Колоннаны бүркуге арналған сұйықтық флегма деп аталады және оны колоннаның жоғарғы бөлігінде орналасқан арнайы конденсатор - дефлегматорда будың конденсациясы арқылы алады. Бу түзілу үшін колоннаның төменгі жағын жылан тәрізді немесе құбырлы арнайы қодырғымен жабдықтап, қажетті мөлшерде жылу береді, көбіне жылу көзі ретінде су буы қолданады.
Сұйық қоспа құрастырушыларының таза дистиллят пен кубтық қалдыққа бөліну дәрежесі фазалық әрекеттесу бетінің қаншалықты дамуына, флегма мөлшері мен аппараттың құрылымдық рәсімделуіне байланысты.
Ректификация процесін тәрелкелі колоннаның сызбанұсқасы бойынша қарастырсақ (сурет 1) . Колонна көп мөлшерде тесіктері және аққыш құбырлары бар көлденеңінен орналасқан тәрелкелерден тұрады. аққыш құбырлардың жоғарғы шеті тәрелкеден 30 - 50 мм биікте, ал төменгі шеті сұйыққа батырылып, табақшалардағы сұйықтықтың біркелкілігін қамтамасыз етеді. Колоннаның төменгі бөлігіндегі тәрелкеге колоннаның кубынан бу, ал жоғарыдан флегма беріледі.
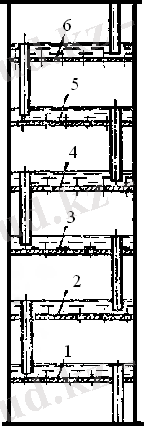
1, 2, 3, 4, 5, 6 - колонна табақшалары
Сурет 1 - Табақшалы ректификациялық колоннаның сызбанұсқасы
Әр тәрелкеде сұйық және бу фазалары арасында массаалмасу жүзеге асып, нәтижесінде оңай ұшқыш құрастырушы сұйық фазадан буға, ал ұшқыштығы аз құрастырушы бу фазасынан сұйық фазаға өтеді. Егер буландыру мен конденсация процесін бірнеше рет қайталаса, яғни тәрелке санын көбейтсе колоннаның жоғарғы бөлігінен таза, бу күйіндегі оңай ұшқыш құрастырушыны, ал төменгі бөліктен ұшқыштығы аз, таза сұйықтық алуға болады [2] .
Ректификация процесі мерзімді, әрі үздіксіз әрекетте жүзеге асуы мүмкін.
Мерзімді ректификация
Мерзімді әрекетті (сурет 2) ректификациялық қондырғыларға айдалатын қоспаны куб 1 арқылы енгізіп, қайнау температурасына дейін ыстық бумен қыздырады да, қоспаның қайнау температурасын үздіксіз ұстап тұрады. Кубта пайда болатын бу колоннаға 2 жіберіліп, ректификация процесі жүзеге асады.
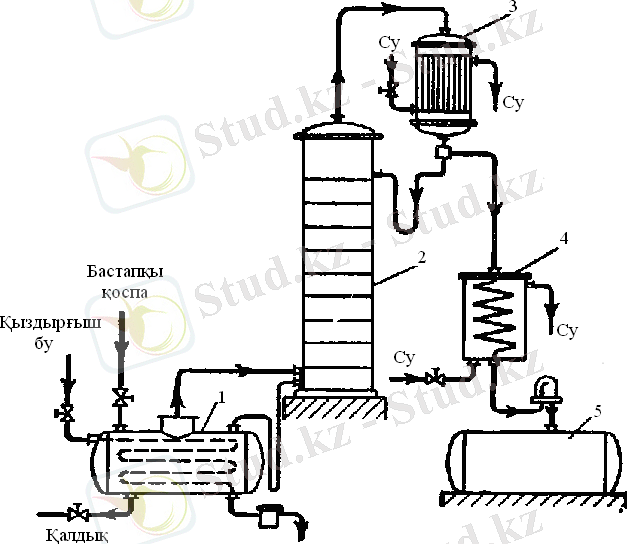
1 - куб; 2 - колонна; 3 - дефлегматор; 4 - тоңазытқыш - конденсатор; 5 - дистиллят жинағыш
Сурет 2 - Мерзімді әрекетті ректификациялық қондырғының сызбанұсқасы
Тәрелкенің жоғарғы жағына көтерілген бу дефлегматорға 3 бағыт алып, конденсацияға ұшырайды да, флегма ретінде колоннаны бүрку үшін жоғарғы тәрелкеге қайта беріледі. Конденсацияға ұшырамаған бу бөлігі дефлегматордан тоңазытқышқа 4 беріліп толығымен конденсацияланып, түзілген дистиллят қажетті температураға дейін салқындайды.
Тоңазытқыштан дистиллят бақылау шам арқылы жинағышқа 5 беріледі. шамда орналасқан ареометр арқылы дистилляттың конденсациясын меншікті салмағы бойынша қадағалай отырып, айдау процесінің жылдамдығын да реттейді.
Егер айдау барысында қайнау температуралары әр түрлі бірнеше фракция алу керек болса, дистиллят жинағыштың бірнешеуін қондырып, айдау барысында әрбір фракцияны бөлек жинайды.
Мерзімді ректификация кубта қажетті қоспадағы сұйықтық алынғанша жүргізіледі. Кубты қыздыру тоқтатылғаннан соң қалдықты жинағышқа құйып, кубқа бастапқы қоспадан жаңа өлшем құйып, айдау процесі жалғастырады [3] .
Атмосфералық ректификация
Атмосфералық қысым ректификациялық колоннада дистиллят буы қол жетімді, арзан салқындатқыш агент қатысында конденсацияға ұшырайтын немесе бөлінетін сұйықтық термиялық тұрақты болған жағдайда қолданылады. Ректификациялық колоннадан кейін орналасқан аппараттар мен құбырлардан бу ағынының өту барысында тегеурін шығынын жеңуі үшін колоннаның жоғарғы бөлігінде қысымды аздап көтеру қажет (13 - 40 кПа) . Колоннаның төменгі бөлігінде қысым тәрелкелердің гидравликалық кедергісіне сай өседі. Атмосфералық қысымды колонналарда дистиллят буының температурасы салқындатқыш агент температурасынан 15 - 20°С жоғары болатындай қысым таңдалады.
Вакуумды ректификация
Вакуумды ректификация бөлінетін қоспаға термиялық әсер етуге негізделеді. Термиялық әсер ету дәрежесі келесі екі факторға тәуелді: температура және әсер ету уақыты. Термиялық әсер ету ыдырау, конденсация, поликонденсация, шайыр түзу сияқты қажетсіз қосымша процестерді тудырады. Бұл процестерді болдырмау үшін температураны төмендету қажет, осы мақсатта ректификация процесін төменгі қысымда жүзеге асырады. Сонымен қатар вакуумды ректификацияны азеотропты қоспаларды бөлу үшін, берілген қоспаның салыстырмалы ұшқыштығын көбейту үшін, коррозия жылдамдығын төмендету үшін, қыздырғыш будың температурасын азайту үшін және т. б. жағдайларда қолданылады.
Ректификациялық колоннада төменгі қысымды қолдану мүмкіндігі әдетте түзілетін будың конденсациясын қиындататын жағдайлармен шектеледі. Салқындатқыш агент ретінде суды қолданатын жүйелерде будың шекті температурасы 45 - 50°С аралығында болады. Арнайы салқындатқыш агенттерді (тұзды еірітінді, хладон және т. б. ) қолдану қосымша энергетикалық шығындарды талап етеді, әрі процестің технико - экономикалық көрсеткіштерін төмендетеді.
Колоннадағы қысымды төмендету бу ағынының көлемінің артуымен жүреді, нәтижесінде колонна диаметрі өсіп, процестің бағасы артады. Алайда процестің қалдық қысымын (яғни, температураны) анықтайтын негізгі факторы өңделетін заттың термотұрақтылығы болып табылады. Қалдық қысым колоннаның төменгі бөлігінде жоғарғы бөлігімен салыстырғанда гидравликалық кедергі ∆Р шамасына артық болады. Кейбір көп мөлшерлі қоспаны вакуумда бөлген кезде ректификациялық колоннаның гидравликалық кедергісі ∆Р колоннаның жоғарғы бөлігіндегі қысымнан анағұрлым үлкен болуы мүмкін. Бұл жағдайда колоннаның төменгі бөлігіндегі жұмыс температурасы жоғарғы бөліктен анағұрлым көп болады, нәтижесінде вакуумды қолдану тиімділігі азайуы мүмкін. Сондықтан вакуумды ректификацияны меншікті гидравликалық кедергісі аз колонналарда жүзеге асырған тиімдірек. Бөлінетін қоспаның термиялық әсер ету уақытын азайту үшін сұйықтықтың минималды мөлшерін ұстайтын колонна қолданған тиімді, сондықтан көпшілігіне вакуумды насадкалы колонналар қолданыс тапқан. Ең көп термиялық әсер ету кубтық - буландырғышта жүзеге асады. Сондықтан вакуумды ректификацияда минималды гидравликалық кедергіге ие буландырғыштар қолданылады. Өңделетін заттың буландырғышта болу уақыты да минималды болуы шарт. Бұл шарттарға қабықшылы буландырғыш аппараттар сай келеді.
Вакуумды ректификация жоғарғы спирттерді, этаноламиндерді, гликольдерді, полиаминдерді, майлы қышқылдарды және т. б. бөлуде қолданады.
Жоғарғы қысымды ректификация
Жоғарғы қысымды ректификация атмосфералық қысымда газтәрізді қоспаны бөлген жағдайда қолданылады. Қысым көбейген сайын, бу және сұйық фазалардың тепе - теңдік құрамы жақындайды, ал бу - сұйық жүйесінің температуралық интервалы жоғарылайды. Жүйе құрастырушыларының концентрациялар айырымы азайған сайын қажетті бөлінуді қамтамасыз ететін әсерлесу сатылары көбейеді. Колоннада қысымның өсуі салдарынан қайнатқыштағы қаныққан су буының температурасы қолдануға болмайтын дәрежеге дейін өсуі мүмкін. Бұл жағдайда органикалық жоғары температуралы жылутасымалдағыштар қолданады. Ректификациялық колоннадағы қысым жоғарыда аталған ерекшеліктерді, экономикалық тиімділігін ескере отырып таңдалады.
Кейбір жағдайда жоғары қысымды ректификация азеотропты қоспаларды бөлу үшін де қолданылады. Бұл жағдайда колоннаның қысымы айдалатын азеотропты қысымға төзімділігімен анықталады.
Жоғары қысымды ректификация мұнай химиялық өндірісте пиролиз газдарын бөлуде кең қолданыс тапқан. Бұл жағдайда айдау процесі абсорбциялық - ректификациялық немесе конденсация - ректификациялық әдіс бойынша жүргізіледі [5] .
Азеотропты ректификация
Азеотропты ректификация салыстырмалы ұшқыштық коэффициенті аз қоспаларға да, азеотроп түзуші қопаларға да қолданылады.
Экстрактивті ректификациядан айырмашылығы азеотропты ректификацияда бөлуші агент С бастапқы қоспамен салыстырғанда өзгеше концентрацияда қоспа құрастырушыларымен азеотроп түзеді. Азеотропты агент қоспа құрастырушыларымен гомоазеотроп немесе гетероазеотроп түзуі мүмкін. Екі жағдайда да қоспаның бір құрастырушысы таза күйінде бөлінеді.
Сурет 3 азеотропты ректификацияның принципиалды сызбанұсқасы берілген. Бұл жағдайда С бөлуші агенті А қоспасымен қайнау температурасы минималды болатын гомоазеотроп түзеді. Бөлуші агент С колоннаға 1 А+В бастапқы қоспасымен сәйкес биіктікте немесе қоспамен бірге беріледі. Колоннаның жоғарғы жағынан гомоазеотроп түрінде А+С бу қоспасы бөлініп, конденсаторда 3 конденсацияланады, ал төменгі бөлігінен кубтық қалдық ретінде таза В құрастырушысы бөлінеді. Колоннадан шыққан гомоазеотроп арнайы түйінде таза А құрастырушысы мен С бөлуші агентіне бөлінеді. Бөлуші агент қайтадан азеотропты ректификация колоннасына беріледі.
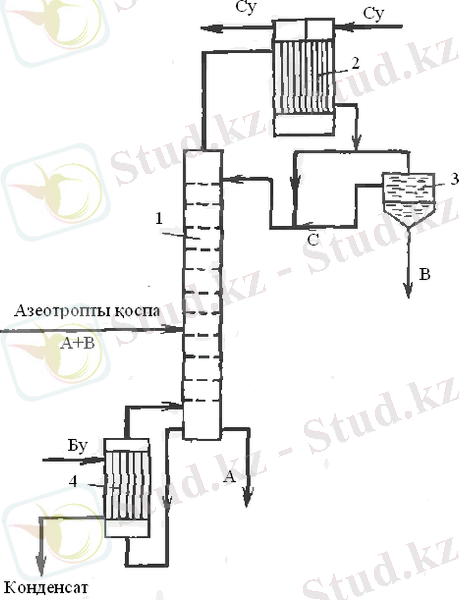
1 - колонна; 2 - конденсатор; 3 - тұндырғыш; 4 - қайнатқыш
Сурет 3 - Азеотропты ректификация қондырғысының сұлбасы
Ескеретін жайт, азеотропты ректификация сызбанұсқасында қиын, әрі энергияны көп қажет ететін азеотропты қоспаны бөлуге арналған түйін 2 болып табылады. Азеотропты қоспаны бөлуге тағы да қосымша колонна немесе арнайы бөлуші әдістер қолданулыу мүмкін.
А+В қоспасын гетероазеотроп түзуші агент арқылы бөлу жеңілірек. Гетероазеотроп әсерінен сұйықтықта қабат түзіледі [6] .
Экстрактивті ректификация
Қиын айырылатын бинарлы қоспадан таза құрастырушыны бөлу керек болсын. Мұндай қоспаға бір құрастырушыда (В құрастырушысы) жақсы еритін, ал екіншісінде (А құрастырушысы) аз еритін, арнайы таңдалған құрастырушы (әдетте ұшқыштығы төмен) қосады. Былайша айтқанда, жүйеге үшінші құрастырушы енгізу бинарлы қоспаның буларының серпімділік Р в ° азайып, сәйкесінше салыстырмалы ұшқыштығын көбейтеді а АВ ' > а АВ . Бұл әдіс экстрактивті ректификация, ал қосымша құрастырушы - бөлуші немесе экстрагирлеуші агент деп аталады.
Экстрагирлеуші агенттерге талғағыштығымен қоса бірнеше шарттар қойылады:
- ол бастапқы қоспа құрастырушыларымен азеотроп түзбеуі тиіс;
- ол бастапқа қоспа құрастырушыларынан қайнау температурасымен ерекшеленуі тиіс.
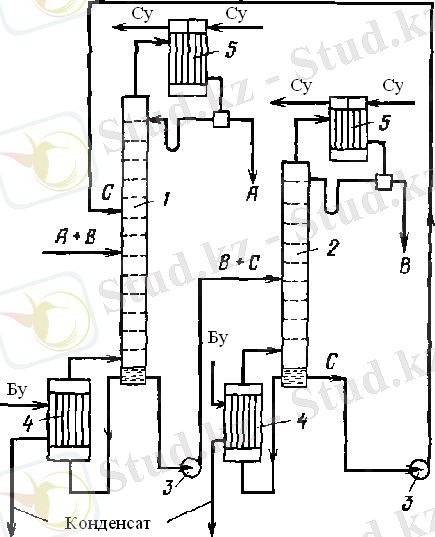
1 - колонна; 2 - экстрпагирлеуші агентті бөлуге арналған колонна; 3 - сорап; 4 - қайнатқыш; 5 - конденсатор
Сурет 4 - бинарлы қоспаны бөлуге арналған экстрактивті ректификациялық қондырғы
Сурет 4 А+В қоспасының С ұшқыштығы төмен бөлгіш агентпен экстрактивті ректификация процесінің сызбанұсқасы берілген. Бөлуші агент В құрастырушысында жақсы ериді. С құрастырушысы колоннаның жоғарғы тәрелкесіне 1 беріледі және флегмамен бірге төменге қарай ағады. С агенті В құрастырушысын өзінде ерітіп, будың упругостьін азайтады, нәтижесінде А және В қоспасын бөледі. Колоннаның жоғарғы бөлігінен 1 қажетті мөлшерде таза А құрастырушысы бөлінеді ал төменгі өнім - В+С қоспасы болады. Бұл қоспа сорап 3 арқылы колоннаға 2 беріліп, қарапайым ректификация арқылы В және С құрастырушыларына бөлінеді.
Егер экстрагирлеуші агент ұшқыш болса, яғни қайнау температурасы төмен болса, колоннаның 1 төменгі жағынан беріліп, қайну температурасы төмен А құрастырушысымен колоннаның жоғарғы бөлігінен бөлінеді. Ал қайнау температурасы жоғары В құрастырушысы колоннаның төменгі бөлігіне шығарылады. А+С қоспасы колоннада 2 бөлінеді [7] .
Тұзды ректификация
Қоспа құрастырушыларының салыстырмалы ұшқыштығын қоспаға минералды тұздар немесе органикалық қышқыл не олардың ерітінділерін енгізу арқылы өзгертуге болады. Тұзды ректификация нәтижесінде экстрактивті ректификация сияқты қайнау температуралары өте жақын құрастырушылары бар қоспаны және азеотроп түзетін қоспаларды бөлуге қолданады.
Тұзды ректификацияның қондырғысының ерекшелігі дефлегматорға түсетін флегма екі ағынға бөлінеді: біреуі колоннаның жоғарғы тәрелкесіне бағытталса, екінші бөлігі тұзды еріту үшін араластырғышы бар аппаратқа түседі. Дайын тұз ерітіндісі колоннаның жоғарыдан санағанды үшінші нетөртінші тәрелкесіне түсіп, кубтық сұйықтықпен бірге шығарылады. Тұз регенерацияланып, процеске қайта қолданылуы мүмкін.
Тұздық ректификация этил, пропил және изопропил спирттерін сусыздандыруда, сулы - формальдегидті ерітінділерді, тұз, азот, сірке қышқылдарын концентрлеуде кеңінен қолданылады. Кейбір жағдайларда бөлуші агент ретінде сілті ерітінділерін қолданады [5] .
- Ректификация процесінің негізгі аппараттары
Ректификация процесі құрылысы әр түрлі колонналы аппараттарда жүзеге асырылады. Фазалар бетін жанастыру түріне байланысты бұл аппараттар екі үлкен топқа бөлінеді:
фазалар бетінің жанасуы бу және сұйық ағындар арқылы жүзеге асатын аппараттар. Бұл топқа әр түрлі табақшалы барботажды (табақшалы) колонналар жатады;
фазалар бетінің жанасуы сұйықтың арнайы насадка бетімен ағуы арқылы жүзеге асатын аппараттар. Бұл аппараттарға насадкалы колонналар жатады. Сондай-ақ вакуумды ректификацияда пленкалы және роторлы колонналар қолданылады [8] .
Саптамалы колонналар
Бұл колонналарда әр түрлі типті саптамалар қолданылады, алайда бұл колонналарда саптама ретінде Рашига сақиналарын қолдану кең тараған. Басқа колонналармен салыстырғанда гидравликалық кедергісі аз болғандықтан саптамалы колонна вакуумды ректификацияда кең қолданыс тапқан.
Үлкен диаметрлі саптамалы колонналарда сұйықтың саптамамен қозғалуы қиын болғандықтан өндірісте қолданылатын колонналардың диаметрі 0, 8-1, 0 м - ден аспауы тиіс.
Пленкалы аппараттар
Бұл аппараттар термиялық тұрақтылығы аз қоспаларды вакуум астында бөлгенде қолданылады. Пленкалы ректификациялық аппараттарда гидравликалық кедергісі төмен. Пленкалы аппараттарға диаметрі 6 - 20 мм көлденең құбырлы колонналар жатады [9] .
Барботажды (табақшалы) аппараттар
Эффективтілігі жоғары және кең қолданыс тапқан аппарат - табақшалы колонналы аппараттар болып табылады. Олар ішінде көлденеңінен орналасқан бірнеше бөгет - табақшалардан тұратын тік цилиндр тәрізді жасалынады. Табақшалар колонна бойымен сұйықтың жоғарыдан төменге, будың төменнен жоғарыға қозғалысын қамтамасыз етеді.
Табақшалы колонналар құйылатын құрылғысынсыз және құйылатын құрылғысымен болып бөлінеді. Ағу құрылғысы бар колонналарда сұйықтық жоғарғы табақшаға беріліп, табақшадан табақшаға ағу құрылғысы арқылы ағып, аппараттың төменгі бөлігінен шығарылады. Бу колоннаның төменгі бөлігінен беріліп, жоғары көтеріліп, әрбір табақшаға таралады.
Бу мен сұйықтың таралыу құйылу құрылғыларының конструкциясына ғана емес, сондай-ақ бу ағынының жылдамдығына да тікелей тәуелді. Будың жылдамдығы аз болған жағдайда (0, 3 м/с) бу сұйық қабатынан көпіршік түрінде өтеді. Фазалар бетінің жанасуы аз болғандықтан табақша жартылай қимамен жұмыс істейді. Бу таралуының бұл режимі көпіршікті деп аталады.
Бу шығыны көбейген сайын тесіктердегі жеке көпіршіктер бір ағынға бірігіп, сұйық қабатының кедергісі әсерінен көптеген көпіршіктерге бөлінеді. Бұл жағдайда табақшада бу - сұйықты дисперсті жүйе - көбік пайда болады. Алайда көбік тұрақсыз болғандықтан будың берілуі тоқтағаннан кейін жойылады. Көбікті режимде фазалар бетінің жанасуы өте жоғары.
Будың берілу жылдамдығын әрі қарай көбейтсе (1, 2 м/с) бу ағыны ұзарып, барботажды қабат бетіне шығып, өте көп мөлшерде шашыранды түзеді. Бұл режим ағында деп аталады, және бұл жағдайда фазалар бетінің жанасуы күрт төмендейді.
Ағу құрылғысы бар колонналарға тор тесікті, қалпақшалы, клапанды табақшалы және шарикті насадкалы аппараттар жатады.
Тор тесікті табақшалы колонналар
Тор тесікті табақшалы колонналар диаметрі 1 . . . 5 мм болатын бірнеше тесіктері бар көлденең орналасқан табақшалары бар тік цилиндрлі корпустан тұрады. Сұйықтың ағуын және оның табақшадағы деңгейін қадағалау мақсатында төменгі бөлігі қабылдағыш стаканға батырылған ағу құбырларынан тұрады. Бу табақша тесіктері арқылы сұйық қабатынан өтеді. Сұйық қабатының бйіктігі 25 . . . 30 мм құрайды және ағу құбырларының жоғарғы биіктігімен анықталады.
Бу жылдамдығы тым төмен болған жағдайда сұйық жоғарғы табақшадан төменгі табақшаға құлай ағуы мүмкін. Бұл жағдайда масса алмасу қарқындылығы күрт төмендейді. Егер бу жоғары жылдамдықпен берілсе, сұйықты өзімен бірге жоғары көтеріп кетуі мүмкін. Сондықтан бу ағына белгілі бір жылдамдықпен және сұйық қабатының қысымын жеңіп, сұйықтың табақша тесігінен ағуының алдын алу үшін белгілі бір қысыммен берілуі тиіс.
Тор тесікті табақшалардың артықшылығы: құрылғы қарапайымдылығы, тиімділігі жоғары және бу жылдамдығының үлкнен интервалына шыдамдылығы [8] .
- Ректификациялық колоннаның эксплуатациясы
Жұмыс жасап тұрған ретификациялық колоннаның табақша саны мен насадка биіктігі - ең негізгі көрсеткіші. Ректификация процесінде құрастырушылардың қажетті дәрежеде бөлінуінің негізгі шарттары: колонна кубына қажетті мөлшерде жылудың берілуі, колоннаны бүркуге арналған флегманың қажетті мөлшерде берілуі. Бұл екі шарт бір бірімен тығыз байланысты. Кубқа жылу мен флегманың берілуін реттей отырып колонна жұмысын реттеуге болады.
Әдетте, құрастырушылардың бөліну дәрежесі колоннаның төменгі және жоғарғы бөліктеріндегі температурамен қадағаланады. Колоннаның төменгі бөлігіндегі температура қалдықтың қайнау температурасымен, ал жоғарғы бөлігі - дистиляттың қайнау температурасымен сай келуі тиіс.
Егер қайнау температурасы жоғары құрастырушы мөлшері дистиллятта көп болса, колоннаға флегманың берілуін көбейту керек. Алайда бұл жағдайда кубқа берілетін жылу жеткіліксіз болады, кубтағы артық флегма буланбай қалдыққа өтіп, құрамын қайнау температурасы төмен құрастырушымен байытады. Сондықтан флегманың берілуін көбейткенде колоннаның төменгі бөлігінде температура нормадан төмендеп кетпеу үшін жылу беруді де көбейту керек.
Флегманың берілуі дистиллят өлшемінің өзгеруімен қадағаланады: жартылай конденсация кезінде дефлегматорға берілетін су мөлшерін қадағалау арқылы, ал толық конденсация кезінде отборының сызығында вентиль көмегімен кубқа берілетін жылу қыздырғыш будың берілу өзгерісімен қадағаланады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz