Программируемые логические контроллеры OMRON CP1L: изучение архитектуры, технических характеристик и программирование в среде CX-Programmer

Министерство образования и науки Республики Казахстан
Евразийский национальный университет им. Л. Н. Гумилева
Факультет информационных технологий
Кафедра «Системный анализ и управление»
Лабораторная работа
Тема: Программируемые логические контроллеры OMRON CP1L
Подготовила: студентка группы АУ-31
Амангельдиева А. А.
Проверила: Магперов И. О.
Нур - Султан 2020 г.
Программируемый логический контроллер (сокр. ПЛК; англ. programmable logic controller, сокр. PLC; более точный перевод на русский - контроллер с программируемой логикой), программируемый контроллер - специальная разновидность электронной вычислительной машины. Чаще всего ПЛК используют для автоматизации технологических процессов. В качестве основного режима работы ПЛК выступает его длительное автономное использование, зачастую в неблагоприятных условиях окружающей среды, без серьёзного обслуживания и практически без вмешательства человека.
Иногда на ПЛК строятся системы числового программного управления станков.
ПЛК - устройства, предназначенные для работы в системах реального времени.
ПЛК имеют ряд особенностей, отличающих их от прочих электронных приборов, применяемых в промышленности:
- в отличие от микроконтроллера (однокристального компьютера) - микросхемы, предназначенной для управления электронными устройствами - ПЛК являются самостоятельным устройством, а не отдельной микросхемой.
- в отличие от компьютеров, ориентированных на принятие решений и управление оператором, ПЛК ориентированы на работу с машинами через развитый ввод сигналов датчиков и вывод сигналов на исполнительные механизмы;
- в отличие от встраиваемых систем ПЛК изготавливаются как самостоятельные изделия, отдельные от управляемого при его помощи оборудования.
Программируемые логические контроллеры (ПЛК) являются в современном производстве одним из основных программно-технических средств автоматизации технологических объектов управления в различных отраслях промышленности. Разработчики и производители предлагают на рынке средств автоматизации сотни различных моделей ПЛК, различающихся техническими характеристиками, функциональными возможностями, стоимостью, средствами программирования и т. д.
В этих условиях инженеру-электромеханику, занимающемуся проектированием, наладкой и эксплуатацией автоматизированных систем управления технологическими процессами важно знать организацию и технические параметры ПЛК, принципы разработки программного обеспечения контроллеров.
Целью лабораторной работы является изучения основных приемов работы в программном комплексе CX-Programmer и получение практических навыков проектирования прикладного программного обеспечения для контроллера CP1L компании OMRON.
Функциональные возможности и технические характеристики контроллера CP1LВ программируемом контроллере CP1L (рисунок 1) сочетается компактность микроконтроллеров с функциональными возможностями модульных ПЛК, в том числе с обеспечением управления движением (позиционированием) исполнительных механизмов объекта. Контроллер CP1L позволяет гибко наращивать конфигурацию системы управления. Если требуется увеличение количества входов/выходов, то это можно выполнить с помощью дополнительных модулей расширения. Он обладает более высокой скоростью выполнения операций по сравнению с другими контроллерами и занимает прочную позицию в своем классе по соотношению цены и рабочих характеристик. Контроллеры серии CP1L совместимы с другими ПЛК компании OMRON (серии CP1H, CJ1 и CS1) .
Основные технические характеристики контроллера CP1L приведены в таблице 1.
Архитектура и принцип работы лабораторного стендаВ данной лабораторной работе контроллер CP1L входит в состав лабораторного стенда, предназначенного для изучения и исследования автоматизированной системы управления дозированием и перекачкой жидких продуктов. Функциональная схема стенда приведена на рисунке 2.

Рисунок 1. Контроллер CP1L
Таблица 1 - Основные технические характеристики контроллера CP1L.
CP1L-L14
CP1L-20
Количество дискретных входов
Количество дискретных выходов
Количество подключаемых модулей расширения серии СР
Максимальное количество входов /выходов у модулей расширения
Быстродействующие входы
Высокоскоростные счетчики
4 счетчика, 2 оси (вход 24 В=), 4 входа: двухканальный со сдвигом фаз, 50 кГц или одноканальный (импульс + направление, прямой/обратный счет, приращение), 100 кГц; диапазон значений: 32 разряда, линейный или кольцевой режим; прерывания: достижение заданного значения или попадание в диапазон
Рисунок 2. Функциональная схема лабораторного стенда
В состав лабораторного комплекса входят следующие элементы: ПЛК CP1L; сенсорный терминал серии DOP-B фирмы DELTA; три ёмкости, первая из которых оснащена дискретными датчиками минимального и максимального уровня ДУ1 и ДУ2, вторая и третья емкости - двумя аналоговыми датчика уровня ДУ3 и ДУ4; три насоса; три клапана, не допускающие самопроизвольного перетекания жидкости. Измерительная информация с датчиков уровня ДУ3, ДУ4 поступает на аналоговый вход контроллера. Датчики ДУ1 и ДУ2 подключены к дискретным входам контроллера. Управление насосами и клапанами осуществляется сигналами с дискретных выходов контроллера. Визуализация процесса, а так же изменение исходных данных, осуществляется с помощью сенсорного терминала. В ручном режиме возможно управление перекачиванием жидкости из одной емкости в другую при помощи переключателей, расположенных на лицевой панели стенда
Программирование контроллера CP1L выполняется в программной среде CX-Programmer.
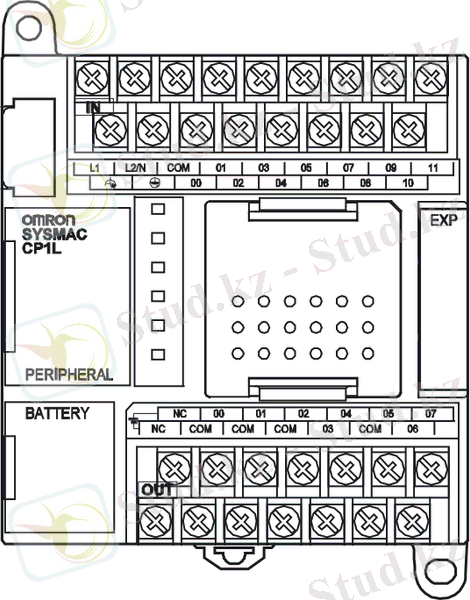
Рисунок 3. OMRON CP1L
Компактный программируемый логический контроллер CP1L относится к ПЛК класса «микро», а по возможностям не уступает модульным ПЛК, обладает всеми функциями, которые необходимы для управления станками и другим оборудованием, включая прекрасно реализованную функцию позиционирования.
Отличительные особенности:
- Программирование через стандартный USB-порт
- Языки программирования стандарта IEC-61131: Ladder, IL, ST, FB
- Время базовой команды - 0. 55 мкс
- Время цикла программы - от 0. 4 мс
- Большой выбор модулей расширения, взаимозаменяемых с серией CPM1/2A
- 2 встроенных счетчика и 2 имп. выхода на 100 кГц
- Питание: 24VDC или 220VAC - на выбор
- Выходы: реле, NPN, PNP - на выбор
- Документация на русском языке
Модуль ЦПУ CP1L по своей конструкции и функциям является программируемым логическим контроллером (ПЛК) и выпускается в вариантах на 10, 14, 20, 30, 40 или 60 точек ввода/вывода. В серию CP1E входят модули ЦПУ типа E (базовые модели) для стандартных операций управления с использованием базовых команд, команд управления движением, арифметических команд и команд сравнения и модули ЦПУ типа N (модели специального назначения), которые поддерживают подключение к программируемым терминалам, инверторам и сервоприводам. Модули ЦПУ обоих типов выпускаются в исполнениях на 20, 30 или 40 точек ввода/вывода.
Модули на 10 точек ввода/вывода (CP1L-L10D)
Модули на 10 точек ввода/вывода (CP1L-L10D) В модуле ЦПУ имеется 6 входов и 4 выхода. Отсутствует возможность добавления точек ввода/вывода с помощью модулей расширения входов/выходов серии CP.
В данном разделе описаны названия и функции элементов на примере модуля CP1L на 14 точек ввода/вывода и модуля CP1E на 40 точек ввода/вывода.
■Модуль CP1L на 14 точек ввода/вывода
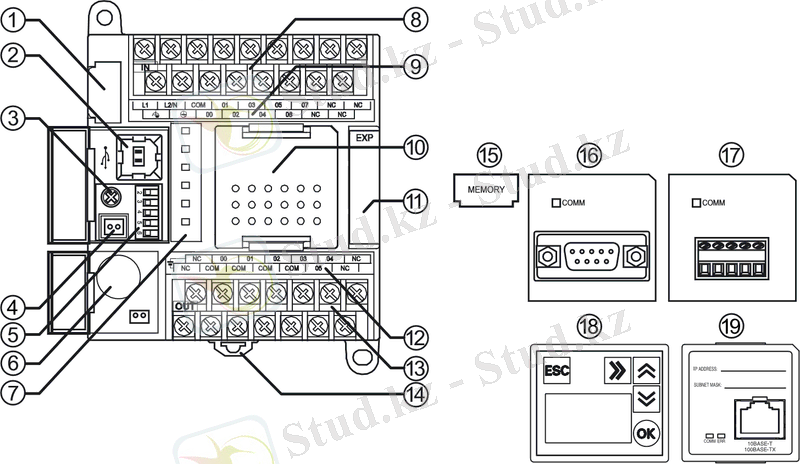
- Гнездо карты памяти (только CP1L)
Используется для подключения карты памяти (15) . Карты памяти можно использовать для хранения резервных копий программ и параметров CP1L, а также данных. Кроме того, использование карт памяти позволяет копировать данные в другие модули CP1L без применения инструмента программирования (программного обеспечения) .
- Периферийный порт USB
Используется для подключения к компьютеру. Компьютеры можно использовать для программирования и контроля.
- Аналоговый регулятор
Вращая данный регулятор, можно изменять значение по адресу A642CH
(CP1E: A642CH/A643CH) (вспомогательная область) в диапазоне от 0 до 255. Это позволяет, изменять уставки таймеров и счетчиков без применения инструмента программирования (программного обеспечения) .
1-2 Названия и функции элементов
... продолжениеВы можете абсолютно на бесплатной основе полностью просмотреть эту работу через наше приложение.
- Информатика
- Банковское дело
- Оценка бизнеса
- Бухгалтерское дело
- Валеология
- География
- Геология, Геофизика, Геодезия
- Религия
- Общая история
- Журналистика
- Таможенное дело
- История Казахстана
- Финансы
- Законодательство и Право, Криминалистика
- Маркетинг
- Культурология
- Медицина
- Менеджмент
- Нефть, Газ
- Искуство, музыка
- Педагогика
- Психология
- Страхование
- Налоги
- Политология
- Сертификация, стандартизация
- Социология, Демография
- Статистика
- Туризм
- Физика
- Философия
- Химия
- Делопроизводсто
- Экология, Охрана природы, Природопользование
- Экономика
- Литература
- Биология
- Мясо, молочно, вино-водочные продукты
- Земельный кадастр, Недвижимость
- Математика, Геометрия
- Государственное управление
- Архивное дело
- Полиграфия
- Горное дело
- Языковедение, Филология
- Исторические личности
- Автоматизация, Техника
- Экономическая география
- Международные отношения
- ОБЖ (Основы безопасности жизнедеятельности), Защита труда
