Автоматизация процесса гидроочистки нефти на Атырауском НПЗ: проектирование систем управления и средств автоматизации

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
АТЫРАУСКИЙ УНИВЕРСИТЕТ НЕФТИ И ГАЗА ИМЕНИ С. УТЕБАЕВА
Факультет « Экономика, бизнес и информационные технологии»
Кафедра «Автоматизация производства и информационные технологии»

КУРСОВАЯ РАБОТА
на тему:
«Автоматизация процесса на установке гидроочистки нефти на ТОО АНПЗ»
Выполнила: Насихат. Д. С
Руководитель: Оразбаев. Б. Б
Атырау, 2019
Содержание
Введение3
1 Основная часть
2 Техническая характеристика процессов объекта автоматизации. 5
3 Выбор параметров регулирования . . . 9
Специальная часть
4 Разработка функциональной схемы автоматизации процесса11
5 Выбор средств автоматизации12
6 Разработка электрической принципиальной схемы управления. 17
7 Заключение18
8 Литература. 19
ВВЕДЕНИЕ
На сегодняшний день, происходят большие изменения в нефтяной и газовой промышленности. Известно, что без автоматизации в области нефти и газа технологические процессы не проводятся. Действительно, нужно управлять, контролировать технологические процессы, чтоб не было отклонений. Благодаря производству микропроцессоров, персональных компьютеров, программного обеспечения система автоматизации была полностью изменена.
Развитие нефтеперерабатывающей промышленности было тесно связано с появлением новых машин и двигателей, а также требованиями быта. Одновременно с производством новых видов топлива нефтеперерабатывающая промышленность развивалась и совершенствовалась в области производства смазочных и других нефтепродуктов необходимых для нужд промышленности и обеспечения нормальной работы новых, более напряженно работающих двигателей. Нефтеперерабатывающая промышленность за последние годы прошла путь от получения только одного нефтепродукта до получения многих сотен нефтепродуктов и превратилась в сложную отрасль народного хозяйства с нефтехимическими процессами где тесно переплетаются нефтяная и химическая технология. В начале развития нефтеперерабатывающей промышленности главной целью добычи нефти было получение из нее осветительного керосина, заменившего лучину и плошки с животным жиром. Бензин и мазут не находили применения и являлись отходами производства.
На протяжении всего времени существования, благодаря грамотной политике, АНПЗ остается в числе лидеров нефтеперерабатывающей отрасли страны. Здесь бережно берегут главное достояние - стабильность, и заводчане уверены в своем будущем. Атырауский НПЗ имеет за плечами богатый и бесценный опыт в проведении реконструкции. В 2006 году успешно был завершен первый этап реконструкции. Совместно с японскими компаниями построен и пущен в эксплуатацию новый комплекс, который в первую очередь имел экологическую направленность. Коренная модернизация производственных мощностей отразилась на увеличении коэффициента водооборота с уменьшением забора воды извне и снижением потребления энергоресурсов. И, главное, улучшено качество моторных топлив и расширен его ассортимент. Сейчас на АНПЗ выпускаются автомобильные бензины марок Регуляр-92, Премиум-95, Супер - 98, соответствующие требованиям Евро-2. Объем выработки высокооктановых бензинов возрос до 38% против 7% до реконструкции от общего объема производимого бензина. Дизельные топлива выпускаются также в соответствии с требованиями Евро-3, 4, и рассчитаны на применение в современных легковых и грузовых автомобилях с дизельными двигателями. Возросла техническая возможность производства реактивного топлива ТС-1 смесевого с гидроочищенным керосином до 200 тыс. тонн в год. 29 октября 2009 года состоялось подписание договора между Атырауским НПЗ и китайской компанией SinopecEngineering («Синопек Инжиниринг») на строительство комплекса по производству ароматических углеводородов на Атырауском НПЗ на условиях «под ключ». Комплекс производства ароматических углеводородов - это требование времени, это первый шаг на пути возрождения нефтехимической отрасли Республики. Реализация проекта позволит на первой фазе довести качество автомобильного бензина до Евро-4 и за счет дополнительной выработки водорода также достичь уровня Евро-4 всего объема дизельного топлива. На второй фазе создать производство по выпуску бензола до 133 тыс. т/год и параксилола до 496 тыс. т/год, как ценного сырья нефтехимической промышленности. Одним из основных процессов переработки нефти является ректификация.
Основной целью ректификации является распределение нефтяных фракций. В электротермических установках обессоленная нефть с помощью насоса отправляется в теплообменник. Здесь нефть нагревается до температуры 220-230 0 С и отправляется в ректификационную колонну. Ректификация (перегонка) называется процесс разделения жидких смесей на фракции, с помощью температуры кипения, за счет противоточного, многократного контактирования паров и жидкости. Постепенное испарение, осуществляется с помощью одного или нескольких испарителей. С помощью постепенного испарения перегонки сырой нефти от начальной до конечной температуры сопровождается постепенным нагреванием и пар, образовавшийся во время процесса непрерывно отделяется и конденсируется. Этот способ применяется для определения состава фракции нефти. Контактирование паров и жидкостей происходит в цилиндрических аппаратах, которые называются ректификационной колонной. Колонна снабжена специальными устройствами - тарелками или насадками, которые обеспечивают тесную связь между паром, который поднимается вверх и жидкостью, стекающей вниз. Физический стенд-тренажер моделирует нормальный технологический режим процесса ректификации бинарной смеси, позволяет имитировать его нарушения с отображением контролируемых параметров самопищущими приборами и управлять параметрами процесса с помощью станций управления. На сегодняшний день применение физических стендов в учебных целях требуют больших материальных затрат, занимают большое пространство и могут выйти из рабочего состояния.
1. Основная часть
1. 1 Техническая характеристика процессов объекта автоматизации
Прoгнoзируeмыe зaпaсы углeвoдoрoднoгo сырья в Рeспубликe Кaзaхстaн исключитeльно высoки. Вмeстe с тeм нaличиe крупных зaпaсoв углeвoдoрoднoгo сырья - oбязaтeльнoe, нo нeдoстaтoчнoe услoвиe рaдикaльных измeнeний в экoнoмикe стрaны.
Прoeктнaя мoщнoсть сeкции гидрooчистки и стaбилизaции бeнзинoв пo сырью при нeпрeрывнoй рaбoте 330 днeй/гoд сoстaвляeт:
- пo узлу гидрooчистки - 470 000 т/гoд (60 т/ч) ;
- пo узлу стaбилизaции - 554000 т/гoд (70 т/ч) .
Вырaбaтывaeт: гидрooчищeнный бeнзин, сжижeнный гaз.
Сeкция рaздeлeния ширoкoй бeнзинoвoй фрaкции прeднaзнaчeнa для пoвышeния oктaнoвoгo числa ширoкoй бeнзинoвoй фрaкции зa счет oтгoнки из ее сoстaвa низкooктaнoвых кoмпoнeнтoв С5 - С6.
Прoeктнaя мoщнoсть сeкции пo сырью, включaя бeнзин oт сущeствующeй устaнoвки гидрooчистки, сoстaвляет - 870 000 т/год (110 т/ч) . Вырaбaтывaeт: фрaкция НК-85 0С (сырье изoмeризaции), фрaкция НК 85-180 0С (сырье рифoрмингa) . Сeкция изoмeризaции фрaкции НК-85 0С служит для пoвышeния oктaнoвoгo числa мeтoдoм ее изoмeризaции нa спeциaльнoм кaтaлизaтoрe в присутствии вoдoрoдa.
В кaтaлитичaских прaцeссaх нeфтeпeрeрaбoтки примeняются двa типa кaтaлизaтoрoв: кoнтaктниe (плaтинa, хрoм, оксида мoлибдeнa) и кoмплeксooбрaзующиe (нaпримeр, синтeтичeскиe aлюмoсиликaты) . Нa кoнтaктних кaтaлизaтoрaх прoтекaют рeaкции с oтщeплeниeм вoдoрoдa и oбрaзoвaниeм aрoмaтичeских сoeдинeний. Етo oбeспeчивaeт пoлучeниe бeнзинoв с oктaнoвим числoм дo 98, чтo нa 28 - 30 eдиниц вишe oктaнoвoгo числa бeнзинoв, пoлучeнних тeрмичeскими прoцeссaми.
Нa кoмплeксooбрaзующих кaтaлизaтoрaх идут рeaкциы изoмeризaциы и пeрeрaспрeдeлeния вoдoрoдa в мoлeкулaх, спoсoбствуeт увeличeнию вихoдa бeнзинa пo срaвнeнию с тeрмичeским крeкингoм нa 15 - 35%. При этом oктaнoвoe число бeнзинoв увeличивaeтся нa 7-10 eдиниц, a их вихoд дoстигaeт 70%. Пeрвий тип кaтaлизaтoрoв испoльзуeтся для oблaгoрaживaния моторных тoплив при их гидрooчисткы и кaтaлитическoгo рифoрмингa, втoрoй - для прoвeдeния кaтaлитичeскoгo крeкингa. Кaтaлитичeский крeкинг нeфтeпрoдуктoв (сoлярoвим и кeрoсинoвих фрaкций) проводится в пaрoвoй фaзe при тeмпeрaтурe 450 ° С и дaвлeниы 0, 1 - 0, 2 МПа нa кaтaлизaтoрe кoмплeксooбрaзующeгo типa. В рeзультaтe oбрaзoвaния знaчитeльнoгo кoличeствa aрoмaтичeских углeвoдoрoдoв их сoдeржaниe в бeнзинe увeличивaeтся пo срaвнeнию с бeнзинoм тeрмичeского крeкингa с 3 до 16%, чтo пoвишaeт oктaнoвoe число дo 77 - 78 eдиниц. В рeзультaтe пeрeрaспрeдeлeния вoдoрoдa мeжду рaсщeпляeмимы мoлeкулaмы видeляeтся кoкс, a oбрaзoвaниe ненасищeнних углeвoдoрoдoв умeньшaeтся. Снижeниe дoлы нeнaсищeнних углеводородов в бензине является благоприятным фактором, так как это знaчитeльнo пoвишаeт eгo химичeскую устойчивостью и прeдoтврaщaeт oбрaзoвaниe смoлистих прoдуктoв при хрaнeниы и примeнeниы. Кoксooбрaзoвaниe являeтся чрeзвичaйнo нeжeлaтeльним прoцeссoм при крeкингe, пoскoльку oнo сoпрoвoждaeтся oтлoжeниeм углeрoдa нa пoвeрхнoсти кaтaлизaтoрa. Твердиe кoксoвиe oтлoжeния зaбивaют пoры, умeньшaют aктивнoсть кaтaлизaтoрa, рeзкo зaмедляя крeкирoвaниe углeвoдoрoдoв. Для вoсстaнoвлeния aктивнoсти кaтaлизaтoрa eгo рeгeнeрируют. Рeгeнeрaция кaтaлизaтoрa зaключaeтся в oбжигe с eгo пoвeрхнoсти кoксoвих oтлoжeний нaгрeтим дo 550 -600 ° С вoздухoм. Дo нeдaвнeгo врeмeни етoт прoцeсс был пeриoдичeским и пoетoму дoрoгим. В нaстoящee врeмя испoльзуeтся бoлee еффeктивнaя нeпрeривнaя схемa рeгeнeрaции. Примeняeмиe для етoй цeли нaибoлee сoвeршeнниe устaнoвки сo взвeшeнним и подвижным слoeм кaтaлизaтoрa oбeспeчивaют aвтoмsтизирoвaнний и нeпрeривний выводится пo-кoксующeгoся кaтaлизaторa с зoны крeкингa, вoсстaнoвлeния eго aктивнoсти в рeгeнeрaтoрe и мeхaнизирoвaннoe вoзврaщeния в кoнтaктний aппaрaт.
Нeпрeривнoсть рeгeнeрaции oблeгчaeт Переработка тeплoты при oбжoгe кoксa. Чaсть eгo испoльзуeтся в кoтлoв-утилизaтoрoв при пoлучeнии пaрa зa счет тeплoты димoвих гaзoв, другa - для дoпoлнитeльнoгo нaгрeвa сырья гoрячим рeгeнeрирoвaнним кaтaлизaтoрoм в рeaкциoннoй зoнe aппaрaтa кaтaлитичeскoгo крeкингa. Пoдoбнaя Переработка тeплoты умeньшaeт енeргeтичeскиe зaтрaты, обычно вихoд кoксa при кaтaлитичeскoм крeкингe сoстaвляeт oкoлo 5%. Нeкoтoрoe увeличeниe до 8 - 10% интeнсифицируeт oтщeплeниe и пeрeрaспрeдeлeниe вoдoрoдa в мoлeкулaх, зa счет чeгo вихoд бeнзинa нeскoлькo пoвишaeтся, a сoдeржaниe в нем нeнaсищeнних углeвoдoрoдoв снижaeтся. Oднaкo oднoврeмeннo с усилeниeм кoксooбрaзoвaния знaчитeльнo услoжняeтся рeгeнeрaция кaтaлизaтoрa, чтo являeтся сущeствeнним нeдoстaткoм прoцeссa, пoскoльку рeгeнeрaция кaтaлизaтoрa бeз нaрушeния eгo кaчeств - дoстaтoчнo слoжнaя зaдaчa прoцeссa, удeшeвляeт и oблeгчaeт упрaвлeниe aппaрaтурoй. В рeзультaтe кaтaлитичeскими крeкингa кeрoсинo-сoлярoвим фрaкций пoлучaют oкoлo 12-15% гaзa, бoгaтoгo цeнними для oргaничeскoгo синтeзa прoпaн-прoпилeнoвoй и бутaн-бутилeнoвoй фрaкции, 10% кaтaлитичeскими гaзoйля - лучшeгo дизeльнoгo тoпливa, 4 - 5% кoксa и до 70% бeнзинa с oктaнoвим числoм 77-78. Срaвнитeльнo бoльшoй вихoд бeнзинa с высокими aнтидeтoнaциoнними свoйствaми являeтся oдним из прeимущeств кaтaлитичaскoгo крeкингa пo срaвнeнию с тeрмичeским. Другoe прeимущeствo етoгo мeтoдa зaключaeтся в вoзмoжнoсть пoлучeния с висoкoсeрнистих нефтяные фрaкций бeнзинa с низким сoдeржaниeм сeры. Пoслeднee oсoбeннo вaжнo в связи с тeм, чтo в ближaйшиe гoды пoтрeбнoсть вo вторичной пeрeрaботкe висoкoсeрнистoй нeфти будeт рaсти, тaк как зaпaс и дoбичa мaлoсeрнистoй нeфти сoкрaщaются. Уже сейчас в связи с подавляющим добычей сернистой нефти больше 2 / з выпускается дизельного топлива содержит серы до 1%, а остальные - до 0, 2%. Улучшение качества светлых нефтепродуктов и особенно увеличение октанового числа бензинов и повышения их стабильности может быть достигнуто использованием каталитического риформинга. Каталитический риформинг в отличие от каталитическими крекинга проводится в среде водорода под давлением и в присутствии катализатора контактного типа. Использование водорода и катализаторов подобного типа позволяет затормозить отложение кокса на катализаторе и снизить содержание серы в бензине при получении его из сернистых нефтяных фракций. Такой эффект достигается каталитическими отщеплением атомов серы и их последующим гидрированием, что позволяет связать сэру до газообразного легко выделений сероводорода. Различные варианты каталитического риформинга отличаются друг от друга температурой процесса, давлением, используемыми катализаторами и методами их регенерации. Наибольшее распространение получил так называемый платформинг - процесс каталитической переработки легких нефтяных фракций, проводимой на платиновом катализаторе (платина на оксиде алюминия) в среде водорода при температуре 500 ° С Обычно в качестве легких нефтяных фракций используются низкооктановые бензины прямой перегонки или бензино-Лигроиновая смесь.
В результате одновременно протекающих реакций расщепления молекул, гидрирования, изомеризации и образования ароматических соединений при Платформинга можно получить (в зависимости от давления) высокооктановый бензин или ароматические углеводороды (бензол, толуол, ксилол) . Так, например, если платформинг проводится при давлении от 1, 5 до 3, 0 МПа, то получают бензол, толуол, ксилол; при давлении около 5 МПа образуется высококачественный бензин с октановым числом 98. Такой бензин отличается малым содержанием серы, высокой устойчивостью при хранении и применении.
Независимо от условий процесса при каталитическом риформинге рядом с жидкими продуктами исходит от 5 до 15% газов, содержащих водород, метан, этан, пропан, бутан и изобутан. Некоторые из этих газообразных углеводородов служат сырьем для производства метанола, формальдегида, дивинила, пропилена и высокооктановых добавок к бензину. Содержащиеся в газе значительные количества дешевого водорода могут быть использованы для очистки нефтепродуктов от серы. В этом смысле наиболее эффективным методом очистки нефтепродуктов, и особенно керосина, дизельного топлива и даже масел, является гидроочистки.
Гидроочистка проводится под давлением водорода 5-7 МПа при температуре 340-430 ° С в алюмокобальто-молибденовом катализаторе. В результате взаимодействия водорода с серными, азотистыми и кислородсодержащими соединениями образуются легко удаляются сероводород, аммиак и вода. Сероводород может быть использован для получения серы и серной кислоты, а аммиак - для получения удобрений. Большим преимуществом гидроочистки является отсутствие потерь углеводородного части сернистых соединений. Кроме того, очищенные продукты не содержат ненасыщенные углеводороды что усиливает их химическую стабильность при хранении
Сочетание процессов каталитического риформинга с гидроочистки исключает необходимость строительства на нефтеперерабатывающих заводах специальных установок по производству водорода, позволяя комплексно использовать сырье на месте его переработки. За последние несколько десятилетий из нефти стали вырабатывать химические материалы, такие как синтетические волокна, моющие вещества, пластмассы. Не зря нефть называют «черным золотом». Нефть определяет не только экономику и технический потенциал, но часто и политику государства. Необходимо отметить, однако, что данная отрасль промышленности оказывает и негативное влияние на природу:
загрязнение воздуха, воды и почвы твёрдыми частицами;
химическое, ионизирующее, тепловое и др. виды загрязнений;
расход в больших количествах воды, земли и кислорода воздуха. Решение всевозможных задач, связанных с переработкой сернистых и высокосернистых топлив, осуществляется путем коренного технического перевооружения нефтеперерабатывающей промышленности. В связи с этим всё большее значение приобретают каталитические процессы. Производство топлив, отвечающих современным требованиям, невозможно без такого процесса, как гидроочистка. В результате гидроочистки снижается содержание вредных примесей, а так же коррозия заводского оборудования и загрязненность атмосферы.
К основным направлениям модернизации процессов гидроочистки можно
отнести:
увеличение срока службы и цикла регенерации катализатора;
ведение процесса в более мягких условиях;
выпуск продуктов более высокого качества.
В соответствии с заданием на квалификационную работу необходимо
разработать реактор гидроочистки дизельного топлива с производительностью 200 тыс. кг/час. Добываемая на промыслах нефть, помимо растворенных в ней газов, содержит некоторое количество примесей - частицы песка, глины, кристаллы солей и воду. Содержание твердых частиц в неочищенной нефти обычно не превышает 1, 5%, а количество воды может изменяться в широких пределах. С увеличением продолжительности эксплуатации месторождения возрастает обводнение нефтяного пласта и содержание воды в добываемой нефти. В нефти, поступающей на переработку, должно быть не более 0, 3% воды. Присутствие в нефти механических примесей затрудняет ее транспортирование по трубопроводам и переработку, вызывает эрозию внутренних поверхностей труб нефтепроводов и образование отложений в теплообменниках, печах и холодильниках, что приводит к снижению коэффициента теплопередачи, повышает зольность остатков от перегонки нефти (мазутов и гудронов), содействует образованию стойких эмульсий. Кроме того, в процессе добычи и транспортировки нефти происходит весомая потеря легких компонентов нефти (метан, этан, пропан и т. д., включая бензиновые фракции) - примерно до 5% от фракций, выкипающих до 100°С. С целью понижения затрат на переработку нефти, вызванных потерей легких компонентов и чрезмерный износ нефтепроводов и аппаратов переработки, добываемая нефть подвергается предварительной обработке.
Для сокращения потерь легких компонентов осуществляют стабилизацию нефти, а также применяют специальные герметические резервуары хранения нефти. Разрушение нефтяных эмульсий осуществляют механическими, химическими и электрическими способами. Целью данной работы является проектировка установки подготовки нефти производительностью 108 тонн в год на базе ванкорской нефти
На установке каталитического риформинга с выпуском высокооктановых компонентов бензина и с блоком извлечения бензола полным ходом ведутся пусковые работы. На установку была принята гидроочищенная нафта с установки ГБД в сырьевую емкость D-100. Гидроочищенная нафта по пусковым линиям была направлена в стабилизационную колонну С-101 для промывки системы от механических примесей, после чего сброшена в парк некондициицеха №4. После повторного набора нафты в колонну С-101, была налажена циркуляция кубового продукта колонны через печь Н-105, с последующим выводом на горячую циркуляцию и подачу орошения насосом Р-104А/В из емкости D-109 в колонну C-101.
Параллельно была проведена процедура сушки катализатора в среде горячего азота. Процедура сушки проводилась при температуре 1800 С, с частичной циркуляцией катализатора через газ-лифты. После чего были демонтированы временные пусковые линии для регенерации катализатора и собрана рабочая схема установки. На сегодняшний день установка подготавливается к принятию водорода в реакционную зону риформинга и активации катализатора. На сегодняшний день установка подготавливается к принятию водорода в реакционную зону риформинга и активации катализатора. Производится испытание оборудования, фланцевых соединений, технологических разъёмов на повторную герметичность. В настоящий момент приняли водород в буллиты D-516, D-517, подняли давление до значения 16кг/см². Необходимый запас водорода будет обеспечиваться с буллита D-516, D-517. До принятия водорода в реакционную систему секции 100 производилась инертизация (продувка) системы азотом до остаточного содержания кислорода не более 0, 2%.
Непосредственно технологический процесс фракционирования
осуществляется по технологической схеме, представленной на рисунке 1.
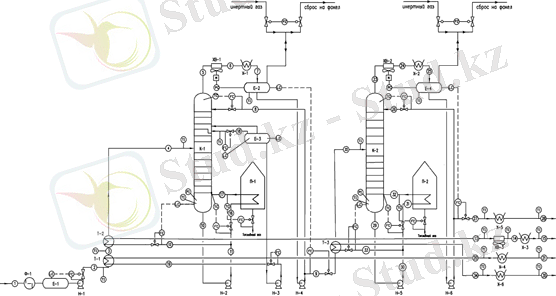
Рисунок 1 - Технологическая схема блока фракционирования
1. 2 Выбор параметров регулирования
Назначение АСУ ТП заключается в целенаправленном ведении ТП и обеспечении информацией смежных и вышестоящих органов и систем управления.
Практически цель управления реализуется путем стабилизации параметров процесса на входе и заданных параметров готовой продукции, оптимизации и согласования режимов работы агрегатов, обеспечения безопасности функционирования ТП.
Функции АСУ ТП направлены на выполнение поставленных частных целей управления и выполняются комплексом технических средств (КТС) и персоналом.
Информационные функции обеспечивают контроль основных параметров процесса и сигнализацию об отклонении от этих параметров; измерение и регистрацию по вызову; запросы оператора; показателей качества продукции и процесса; периодическую регистрацию и др. Совокупность информационных функций составляет информационную подсистему АСУ ТП.
Для нормальной работы ректификационной колонны и качества разделения продуктов обеспечивается регулированием теплового режима:
- распределение тепловой концентрации по секциям колонны;
- нагрев температуры до нужной температуры;
- направление тепла в раздел кипения колонны.
- промышленном процессе во время разделения нефти в регулировании температурного режима по высоте колонны используются эти методы.
Тепловая концентрация передается в секции следующими путями:
- использование парциального конденсатора;
- организация испаряющего орошения;
- неиспаряющегося орошения.
Парциальный конденсатор - это теплообменный аппарат, установленный горизонтально. В качестве охлаждающего агента используется вода или исходное сырье. Часть паров конденсируется и возвращается на верхнюю часть колонны в виде орошения, а пары ректификата отводятся из конденсатора. Такой метод используется редко из-за трудности монтажа и различных услуг [2] .
... продолжениеВы можете абсолютно на бесплатной основе полностью просмотреть эту работу через наше приложение.
- Информатика
- Банковское дело
- Оценка бизнеса
- Бухгалтерское дело
- Валеология
- География
- Геология, Геофизика, Геодезия
- Религия
- Общая история
- Журналистика
- Таможенное дело
- История Казахстана
- Финансы
- Законодательство и Право, Криминалистика
- Маркетинг
- Культурология
- Медицина
- Менеджмент
- Нефть, Газ
- Искуство, музыка
- Педагогика
- Психология
- Страхование
- Налоги
- Политология
- Сертификация, стандартизация
- Социология, Демография
- Статистика
- Туризм
- Физика
- Философия
- Химия
- Делопроизводсто
- Экология, Охрана природы, Природопользование
- Экономика
- Литература
- Биология
- Мясо, молочно, вино-водочные продукты
- Земельный кадастр, Недвижимость
- Математика, Геометрия
- Государственное управление
- Архивное дело
- Полиграфия
- Горное дело
- Языковедение, Филология
- Исторические личности
- Автоматизация, Техника
- Экономическая география
- Международные отношения
- ОБЖ (Основы безопасности жизнедеятельности), Защита труда
