Технология ремонта и экономическое обоснование эксплуатации листовой офсетной печатной машины Heidelberg Speedmaster-74

Тип работы: Дипломная работа
Бесплатно: Антиплагиат
Объем: 59 страниц
В избранное:
Содержание
Введение. ………. . …. ……11
1. Описание печатной машины. . . 12
1. 1. Назначение. 12
1. 2. Основные механизмы . . . 13
2. Описание механизма. ……. …… . . . 20
2. 1. цилиндры, их опоры и привод. ………. 20
2. 2. крепление для офсетной формы. ……. . 21
2. 3. устройство для приводки формы. … . . . 22
2. 4. формный цилиндр. …. …. 30
3. Технологический процесс ремонта . . . . 35
3. 1. Расчет размеров заготовки . . . …34
3. 2. Технологическая карта обработки вала. . …. . …35
3. 3. Расчет режимов резания . . . …. . ……36
Список технической литературы . . . 42
4. Экономическая часть…. . . ……53
4. 1. Исходные данные. ………53
4. 2. Расчет основных производственных фондов цеха ……… . . . …53
4. 3. Расчет расходов на материалы, энергию, инструменты и приспособления. . 56
4. 4. Численность промышленного персонала и фонда з/платы…. …58
4. 5. Комплексные статьи расходов60
5. Охрана труда. . ……63
5. 1. Анализ опасных производственных факторов. 63
5. 2. Организационные мероприятия. . 64
5. 3. Технические мероприятия . . . 65
5. 3. 1. Обеспечение электробезопасности . 65
5. 3. 2. Организация приточно- вытяжной вентиляции 67
5. 4. Санитарно - гигиенические мероприятия . . . 70
5. 4. 1. Организация освещения . . . . 70
5. 4. 2. Мероприятия по снижению вибраций и
шумов. . . . …. 75
5. 5. Противопожарные мероприятия . . . . 76
6. Спецификация. . 82
Заключение. . … . . . 83
Список использованной литературы. . … . . . 84
Аннотация.
В данном дипломном проекте рассматриваются технологические процессы и амортизация листовой офсетной печатной машины Heidelberg Speedmaster-74. Изготовляемая продукция соответствует всем технологическим и может использоваться в полиграфии.
Дипломный проект состоит из следующих частей: описания печатной машины, описания механизма, технологической части, технологического процесса ремонта, экономической части, экономического расчета ремонта, охраны труда и окружающей среды в полиграфии.
В технологическом разделе рассматривается процесс ремонта быстроизнашиваемых деталей.
В технологической части дипломного проекта показано необходимое количество станков, расход материалов, количество рабочих, а также другие необходимые показатели для изготовления детали.
В экономической части в результате приведенных расчетов показана экономическая выгодность описываемого проекта.
В разделе охраны труда и окружающей среды рассматривается техника безопасности, правила противопожарной безопасности рабочих. Также приведены расчеты осветительных приборов.
Аңдатпа.
Бұл дипломдық жобада Heidelberg Speedmaster-74 табақты офсеттік басу машинасының қабылдап-тасымаллау арбашаларының күрделі жөндеу техналогиялық процесі жобаланған. Машинаның шығаратын өнімі барлық техналогиялық көрсеткіштерге сай және полиграфиялық қызмет көрсете алады.
Дипломдық жоба келесі бөлімдерден тұрады: техналогиялық бөлім, еңбекті қорғау және қоршаған ортаны қорғау бөлімі, экономиялық бөлімі, тетектің конструкционды жөндеу бөлімі.
Техналогиялық бөлімде тетектің құрамындық жөндеуі, қажетті аудан саны, өндірістік есептер толығымен қарастырылған. Жабдық арбашасының тез тозатын тетігінің жөндеуінің технологиялық есептеулері көрсетілген.
Сонымен қатар дипломдық жобада қажетті жабдықтар саны, негізгі материалдар шығыны, жұмысшылар саны және т. б. қажетті көрсеткіштер келтірілген.
Еңбекті қорғау және қоршаған ортаны қорғау бөлімінде еңбек қауыпсіздігі шаралары, өртке қарсы шаралар, жұмысшылардың қауыпсіздігі қарастырылған. Жарықтандырғыш шығындырдың есептері бар.
Экономикалық бөлімде көрсеткіштердің қорытындылары бойынша жобаланған машинаның технологиялық тиімділігі көрсетілген.
ВВЕДЕНИЕ
Офсетный способ печати получил широкое распространение, поскольку до 47% печатной продукции в мире на начало XXI в. производится на офсетных печатных машинах. Основной парк печатного оборудования составляют листовые печатные машины, способные за один прогон печатать на бумаге, картоне или другом листовом материале как односторонние, так и двусторонние многокрасочные оттиски.
Современные листовые офсетные печатные машины - это скоростные механические системы с просчитанными и выверенными жесткостными параметрами основных нагруженных исполнительных механизмов, работающих в интенсивном динамическом режиме. Область применения печатных машин исключительно широка: на них печатается издательская продукция (книги, журналы, плакаты, открытки), акцидентная и промышленная продукция (ценные бумаги, этикетки, упаковочные и отделочные материалы) .
Высокая степень автоматизации листовых офсетных печатных машин позволяет исключить многие «рутинные» операции. Как правило, современные листовые печатные машины имеют секционный принцип построения унифицированных печатных аппаратов, что дает возможность получить за один прогон как одностороннюю многокрасочную продукцию с максимальным количеством красок (до восьми), так и двустороннюю (вариант 6/6) с максимальной степенью готовности (лакирование, перфорация, нумерация и пр. ) . Успешное внедрение логистики в полиграфию позволит в ближайшем будущем создать типографию-автомат.
Специфической особенностью построения листовых печатных машин является наличие в них листопроводящих систем, организующих весь путь перемещения листа - от самонаклада до приемного стапеля.
Практика конструирования и эксплуатации листовых печатных машин показала, что самый надежный способ отделения листа и его перемещения в приемные ролики накладного (наклонного) стола обеспечивается только вакуумными присосами, представляющими основной рабочий узел пневматического самонаклада. Наибольшее распространение получили самонаклады с горизонтальным расположением стопы и с отделением верхнего листа присосами. Для удобства изложения материала, соблюдая последовательность прохождения листов через технологические узлы печатной машины, условно разделим их путь движения на три основных участка: листопитающий, листопроводящий и листовыводной. На первом участке листы с помощью устройств листопитающей системы отделяются от стопы и, как правило, транспортируются в зону равнения, где останавливаются и выравниваются по передней и боковым кромкам, после чего разгоняются до скорости печатания для передачи их в захваты печатного цилиндра. На втором участке листы с помощью листопроводящих систем проводятся через печатные секции для организации односторонней или двусторонней печати. На третьем оттиски выводятся на приемное устройство, где формируется стапель готовой продукции.
1. Описание печатной машины.
1. 1. Назначение.
Листовая Офсетная печать
Листовая офсетная печать по сравнению с другими способами обладает преимуществами с экономической точки зрения и с позиции качества продукции. К ним, прежде всего, надо отнести возможность печати широкого ассортимента продукции и сравнительно низкую ее стоимость при высочайшем качестве и широком спектре тиражей. Цветовые возможности в офсетной печати укладываются в интервал от одной, включая четырех красочную печать, до двенадцати красок. Листовым офсетом могут запечатываться материалы самых различных форматов и плотностей. Короткое время занимает подготовка к печати. Таким образом, важным оказывается, что наряду со свободным выбором формата может быть решена проблема применения запечатываемых материалов с различными свойствами. Многообразие видов материалов, используемых в листовом офсете, предъявляет особые требования к организации их хранения поставщиками и потребителями. Операции отделки продукции, такие, как лакирование, впечатывание информации, нумерация, перфорирование и штанцевание, выполняемые непосредственно в печатных машинах или вне их, широко используются в технологии листового офсета. Важным является и множество вариантов обработки продукции. Листовые офсетные машины позволяют:
• осуществлять высокоточную проводку бумажного листа с высокой скоростью с учетом динамики и специфики нагрузок для данного способа печати;
• контролировать и надёжно осуществлять сложный технологический процесс печати с большим числом участвующих в нем расходных материалов (увлажняющий раствор, краска, бумага, воздух и др. ) .
1. 2. Основные механизмы.
Проводка бумаги.
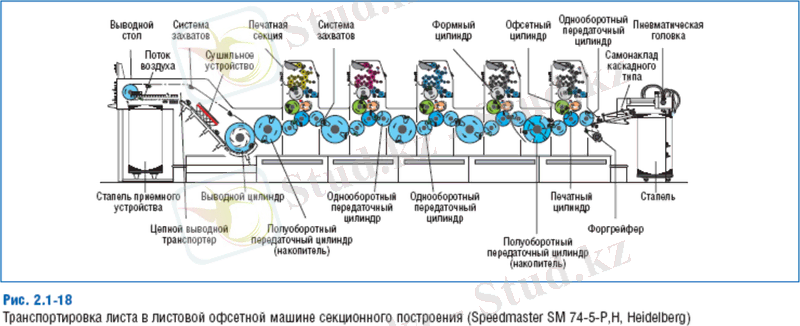
Движение листа от стапеля через самонаклад к печатной секции должно быть обеспечено высокоточной транспортирующей системой, контрольными и блокирующими элементами, вплоть до нанесения на него краски и вывода на приёмный стол . В самонакладе транспортировка листа осуществляется исключительно посредством вакуума или сил трения. Процесс подачи сводится к отделению верхнего листа от стопы с помощью вакуума пневматической головкой и транспортированию его по накладному столу, где он проводится между роликами, лентами и щётками. Каждый лист подводится к печатному аппарату с высокой скоростью. Перед этим он притормаживается, останавливается и выравнивается по передним и боковым упорам. Выровненные листы захватываются захватами форгрейфера, разгоняются до скорости печати и передаются в печатный аппарат. В машинах, производительность которых достигает 15 000 листов/ч, формата 70 см х 100 см, осуществляется проводка бумаги со скоростью около 3, 5 м/с. При выхода из зоны равнения для плавного ускорения запечатываемого материала до скорости печати предусматривается соответствующий ускоряющий механизм в виде форгрейфера и передаточного цилиндра.
Самонаклад
Конструктивные решения листовых самонакладов реализованы в большом многообразии для различных печатных и печатно-отделочных машин. В листовых офсетных машинах находят применение самонаклады с последовательной и ступенчатой или каскадной ) подачей листов. Самонаклад с последовательной подачей обладает определённым преимуществом. Он проще перенастраивается на другой формат и на различные запечатываемые материалы. Быстроходные крупноформатные машины, напротив, оснащаются исключительно каскадными самонакладами, обеспечивающими высокодинамичные процессы и точное позиционирование листа. В задачи самонаклада входит выполнение следующих операций: подъем и подвод стопы к головке самонаклада для отделения от неё листов, транспортировка их с помощью подающей системы на накладной стол и выравнивание по передним и боковым упорам.
Позиционирование листа по отношению к упорам обеспечивает точное расположение изображения на поверхности оттиска (по отношению к краям и соответственно к ранее напечатанному изображению) . При этом в готовом продукте визуально не должны быть заметны какие-либо неточности. При втором прогоне листа, для наложения последующей краски, можно обнаружить на изображении погрешности совмещения, вызванные неправильной регулировкой механизма подачи листа. Для того чтобы этого явления не было, требуется высокая точность работы всех узлов. Неточности, вызывающие изменение положения изображения по отношению к краям оттиска, очень часто влияют на результаты последующей обработки при резке, фальцовке или штанцевании и вызывают снижение качества продукции.
Самонаклад с последовательной подачей листов.
Такой самонаклад транспортирует каждый лист последовательно на накладной стол. Для этого лист берётся за переднюю кромку несколькими присосами и позиционируется таким образом, чтобы его принимали захваты или тесьмы транспортера. Эти элементы подводят лист к передним и боковым упорам , где он выравнивается. Отделение самого верхнего листа от поверхности стапеля для передачи его на накладной стол является непростой задачей, которая решается взаимодействием вакуумной системы и системы раздува. В отдельных случаях из-за электростатического заряда или из-за сцепления обрезных краёв два листа слипаются, поэтому в машину возможна подача так называемых сдвоенных листов. Это происходит тогда, когда листы не разделились присосами и действием сжатого воздуха. Необнаруженные двойные листы поступают в офсетную машину и могут вызвать разрушение резинового полотна и захватов. Кроме того, незапечатанные листы приводят к выходу бракованной продукции. При отделении листа от стапеля качество его подачи контролируется соответствующими устройствами. Передние и задние раздуватели разрыхляют верхний слой стопы. Листоотделяющие устройства приподнимают и отделяют верхний лист от нижнего. В более простых системах регулируемое качательное движение присосов обеспечивает отделение листов за переднюю кромку. При этом передняя кромка листа отгибается при помощи присосов, слипшиеся листы немного смещаются один по отношению к другому и легко разделяются, причём упругость бумаги способствует отделению одного листа. В самонакладе с последовательной подачей листов следующий лист отделяется присосом только тогда, когда предыдущий полностью покинул стапель самонаклада. Из этого следует, что скорость транспортировки листов самонакладом почти соответствует скорости печати, а равнение листов занимает немного времени.
Самонаклад с каскадной подачей листов.
В самонакладе с каскадной подачей пневматическая головка отделяет листы за заднюю кромку. Присосы приподнимают заднюю кромку листа и производят его отделение при помощи вакуума. Сжатый воздух подаётся между листами в определённом режиме и вызывает колебательные движения верхних листов на стапеле самонаклада. В процессе дальнейшего движения лист при помощи транспортирующих присосов выводится на накладной стол с ленточным транспортером. Следующий лист уже отделяется от стапеля, когда предыдущий, например, только на одну треть вышел на накладной стол. Скорость
каскадного потока листов, но не отдельного листа составляет в этом примере одну треть скорости печати, что обеспечивает режим точного выравнивания. Приемные ролики выводят лист при его подаче на накладной стол, что создает режим их каскадной подачи. Положение грузовых роликов определяет момент подхода листа к упорам. Небольшие отклонения скорости каскадного потока могут вызвать несвоевременный подход листов. Подача к передним упорам имеет определённый разброс. Чтобы не возникало задержки, а выравнивание листов по передним и боковым упорам происходило строго по циклу, устанавливается оптимальный режим скорости подхода листов к передним упорам.
Процесс отделения листов и их перемещение в каскадном потоке зависят в основном от их свойств: структуры поверхности, толщины бумаги, удельного веса, силы присасывания, электростатических зарядов и т. д. Из-за существующих различий в сортах бумаги механизмы самонаклада необходимо регулировать. Прохождение листа через самонаклад невозможно оценивать только визуально. Для этого существуют точные устройства контроля прохождения листов от самонаклада до его вывода.
Системы самонаклада с каскадной и с последовательной подачей листов отличаются по конструкции и назначению. В их обслуживании также имеются различия. Преимущество самонаклада с последовательной подачей листов заключается в простоте конструкции и удобстве обслуживания. Например, при смене формата требуется меньше времени для наладки. Он больше подходит для малых форматов, но не пригоден для высоких скоростей печати. Для того чтобы организовать на самонакладе с каскадной подачей транспортировку листов без проскальзывания, был разработан вакуумный ленточный транспортер.
Печатные секции.
Печатная секция - это унифицированная секция печатной машины. Она включает формный, офсетный и печатный цилиндры, а также красочный и увлажняющий аппараты. Передаточные цилиндры используются в качестве связующих устройств со следующей печатной секцией, т. е. для проводки листа, и могут частично размещаться в печатной секции. Кроме того, к печатной секции относятся смывочные устройства и системы автоматизации (например, для подачи формных пластин) . Красочный аппарат в листовых офсетных машинах сконструирован в виде механизма с многочисленными валиками для равномерного нанесения краски на печатную форму с различной площадью запечатывания и необходимым расходом краски. Краска подаётся из красочного резервуара, как правило, через дукторный цилиндр и передаточный валик. Регулировка ее подачи производится при помощи винтов местной регулировки по зонам, расположенным перпендикулярно направлению печати. Значительное сокращение времени предварительной регулировки красочного аппарата достигается за счёт применения автоматизированных систем. С этой целью необходимые данные для подачи краски поступают из отдела цифровых допечатных процессов или со считывающего устройства посредством измерения параметров печатной формы . В красочном аппарате имеются цилиндры, которые совершают осевое движение . Они обеспечивают осевой раскат краски для равномерного ее нанесения в соответствии с площадью печатных элементов формы и необходимой оптической плотностью. Раскатные цилиндры выравнивают краску на переходных участках между зонами. Из-за наличия технологической выемки на формном цилиндре не происходит постоянного приёма краски из красочного аппарата. Это приводит к колебаниям толщины ее слоя на печатной форме. Она принимает краску только в соответствии с площадью печатных элементов. Этот красочный слой с незначительными колебаниями толщины по окружности влияет на качество печати. Толщину красочного слоя, нанесенного на печатную форму по окружности, можно регулировать изменением фазы возвратно-поступательного движения раскатных цилиндров. Поэтому в дорогостоящих красочных аппаратах возможно регулирование их движения по циклу в зависимости от структуры печатной формы. Новые конструкции красочных аппаратов дают возможность применения дистанционной регулировки. С целью оптимального использования режима раскатных цилиндров можно выполнить предварительную регулировку подачи краски по данным допечатных процессов. Увлажняющий аппарат сконструирован, как правило, с непрерывной подачей раствора от дукторного цилиндра на накатный валик (аппарат пленочного типа) . Он наносит минимальное количество увлажняющего раствора. В сухом офсете увлажняющий аппарат не нужен. В том случае, если используются формные пластины и краски для сухого офсета на офсетной машине с увлажняющим аппаратом, последний отключается (для офсета без увлажнения печатная секция оснащается также терморегулирующим устройством) .
Красочный аппарат подаёт краску, начиная с формного, в систему взаимосвязанных между собой цилиндров: формного, офсетного и на поверхность запечатываемого материала печатного цилиндра. В печатной секции они рассматриваются как единое целое. Существуют различные комбинации расположения цилиндров. Например, офсетный цилиндр может закатываться краской при помощи двух формных цилиндров или при помощи нескольких формных цилиндров, а лист может запечатываться на одном печатном цилиндре. Далее подробно рассматриваются конструкции печатных секций листовых офсетных машин.
Системы передачи.
Расположение группы цилиндров, которые проводят лист от одной печатной секции к другой, может варьироваться. Между печатными секциями могут находиться один или три передаточных цилиндра. При использовании печатных цилиндров обычных размеров должен быть обеспечен доступ к печатным секциям. В этом случае машины оснащаются тремя передаточными цилиндрами. Машины с печатными цилиндрами двойного размера вполне могут строиться с одним передаточным цилиндром двойного размера. Передаточный цилиндр тройного размера может использоваться для оптимизации передачи листов, при которой лист принимается с печатного цилиндра только тогда, когда он пройдёт зону между печатным и офсетным цилиндрами. При этом между печатными секциями должно быть достаточно места для обслуживания.
2. Описание механизма.
2. 1. Цилиндры, их опоры и привод .
... продолжениеВы можете абсолютно на бесплатной основе полностью просмотреть эту работу через наше приложение.
- Информатика
- Банковское дело
- Оценка бизнеса
- Бухгалтерское дело
- Валеология
- География
- Геология, Геофизика, Геодезия
- Религия
- Общая история
- Журналистика
- Таможенное дело
- История Казахстана
- Финансы
- Законодательство и Право, Криминалистика
- Маркетинг
- Культурология
- Медицина
- Менеджмент
- Нефть, Газ
- Искуство, музыка
- Педагогика
- Психология
- Страхование
- Налоги
- Политология
- Сертификация, стандартизация
- Социология, Демография
- Статистика
- Туризм
- Физика
- Философия
- Химия
- Делопроизводсто
- Экология, Охрана природы, Природопользование
- Экономика
- Литература
- Биология
- Мясо, молочно, вино-водочные продукты
- Земельный кадастр, Недвижимость
- Математика, Геометрия
- Государственное управление
- Архивное дело
- Полиграфия
- Горное дело
- Языковедение, Филология
- Исторические личности
- Автоматизация, Техника
- Экономическая география
- Международные отношения
- ОБЖ (Основы безопасности жизнедеятельности), Защита труда
