Технология производства нетканых текстильных материалов на машинах Малимо и Малиполь

Тип работы: Реферат
Бесплатно: Антиплагиат
Объем: 23 страниц
В избранное:
Ф. 7. 14-02
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
Южно-Казахстанский Государственный Университет
им. М. О. Ауезова
Институт легкой и пищевой промышленности
Кафедра «Технология текстильной и легкой промышленности»
КУРСОВАЯ РАБОТА
по дисциплине:
специальность__
тема проекта:
Работа защищена Выполнил
с оценкой Студент
группа,
оценка, дата
« »200 г.
ФИО, подпись Комиссия
Ф. И. О., подпись
Руководитель:
Ф. И. О., подпись Ф. И. О., подпись
Нормоконтроль
Ф. И. О., подпись
ШЫМКЕНТ-2008г.
Ф. 7. 14-04
ЮЖНО-КАЗАХСТАНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
им. М. О. Ауезова
Кафедра «Технология текстильной и легкой промышленности»
Утверждаю
Зав. кафедрой
«___» 200__г.
ЗАДАНИЕ №
на курсовую работу по дисциплине:
Материаловедение изделий легкой промышленности
Студент группа
Тема работы
Исходные данные
Литература: 1. Аронина. Ю. Н., Ефремова П. Я., Есина Г. Ф. Технология меха. М. : Легкая индустрия, 1974г. - 152с.
2. Булгаков Н. В. Меховое производство. Екатеринбург: Каменный пояс, 1992г. - 277с.
3. . Белякова В. И, Зуева В. Г., Курлатова Л. Н. Технология меха и шубной овчины. М. : Легкая и пищевая промышленность. 1984г. - 248с.
Дата выдачи задания, дата защиты работы
Руководитель работы
(должность, ф. и. о., подпись)
Задание принял к исполнению
(дата, подпись студента)
Ф. 7. 14-05
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
ЮЖНО-КАЗАХСТАНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
им. М. О. АУЕЗОВА
Институт легкой и пищевой промышленности
Кафедра «Технология текстильной и легкой промышленности »
«Утверждаю» Заведующий кафедрой «»200__ г.
ПРОТОКОЛ №
защиты курсовой работы
Дисциплина: «Материаловедение изделий легкой промышленности»
Студент(ка) ___ группа
Тема курсовой работы:
При защите были получены ответы на следующие вопросы:
При выполнении курсовой работы получены баллы (из 60 возможных) , Защита оценивается (из 40 возможных) в баллов.
Суммарные баллы
Оценка работы
Руководитель курсовой работы
Член комиссии
Член комиссии
Дата защиты 200___ г.
Содержание
Аннотация. . 5
Введение. 6
1. Основная часть. . 7
1. 1 Литературный обзор. . 7
1. 2 Изготовление нетканых волокон по технологии Мали……… 18
1. 3 Производительность машин «Малимо». . 20
1. 4 Ассортимент нетканых текстильных материалов… . . . ………. . 21
2. Техника безопасности. . 23
Заключение. . . . 24
Список использованных литератур……. . 25
Аннотация.
В курсовой работе представлена информация о последовательности производства нетканых текстильных материалов, далее описывается строение и свойства нетканых материалов. Наиболее подробно представлены производство нетканых материалов, ассортимент нетканых материалов, также изложено характеристика процесса нетканых полотен. В общем виде моя курсовая работа состоит из 25 страниц.
Обозначения и сокращения.
РК - Республика Казахстан.
НТП - Нетканые текстильные полотно
т. д. - так далее
др. - другие;
т. е. - то есть
а - ширина уточной ленты, мм;
Ш - заправочная ширина машины, мм;
L - протяженность уточной нити в заправке на транспортере, мм;
υ тр - скорость перемещания транспортера, м/с;
υ к - скорость перемещения каретки, м/с.
Нормативные ссылки.
В курсовой работе использованы ссылки на следующие документы:
ГОСТ 9092-81 Нетканые производства;
ГОСТ 10208-74 Строение и свойства нетканых полотен;
ТУ 114-8-90 Сырье и производства нетканых материалов;
СТ РК 1058-2004 Разрыхление нетканых полотен.
Определения
Нетканые материалы, текстильные изделия из волокон или нитей, соединённых между собой без применения методов ткачества.
Синтепон и Синтекрон К (синтекрон «клеевой») - нетканые объемные полотна, произведенные из полиэфирных волокон, пропитанных связующим.
Ассортиментом называют подбор товаров, объеденных по какому-либо признаку.
Ассортимент товаров - набор товаров, формируемый по определенным признакам и удовлетворяющий разнообразные, аналогичные и индивидуальные потребности.
Промышленный (производственный) ассортимент - набор товаров, выпускаемых изготовителем исходя из его производственных возможностей
Введение
Процесс получения нетканых полотен по технологии «Мали» основан на соединении трех или двух систем нитей в полотно или провязывании каркаса (ткань, трикотаж, пленочное полотно и т. п. ) основовязаными переплетениями, образующими ворсовую или плюшевую поверхность.
На машине «Малимо» происходит наложение друг на друга продольной и поперечной основ, которые соединяются провязыванием основовязаными переплетениями. Поперечную основу принято называть уточной. В качестве основных и провязывающих нитей на машинах «Малимо» и провязывающих на машинах «Малиполь» используют хлопчатобумажную и шерстяную пряжу, искусственные и синтетические комплексные нити, а также сырьё другой структуры (жгут и т. п. ) . Пряжа и нити могут быть суровыми и крашеными, в последнем случае можно получить полотно с цветными полосами (Малимо, Малиполь) или в клетку (Малимо) .
Применение технологии «Мали» обеспечивает высокую производительность и лучшие теплозащитные свойства полотна по сравнению с тканью, полученной из такого же количества сырья.
Ассортимент полотен, изготовляемых по этой технологии, необычайно широк; полотна, полученные по технологии «Мали», используют для разнообразной одежды, домашнего обихода (гардины, халаты, полотенца и т. д. ), технических целей, для изготовления декоративных и других полотен.
В последние годы в машины были внесены конструктивные усовершенствования, которые позволили ещё больше расширить ассортимент нетканых полотен.
1. Основная часть
1. 1 Литературный обзор
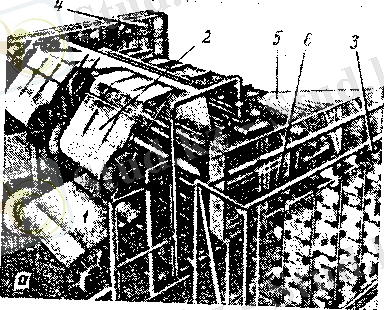
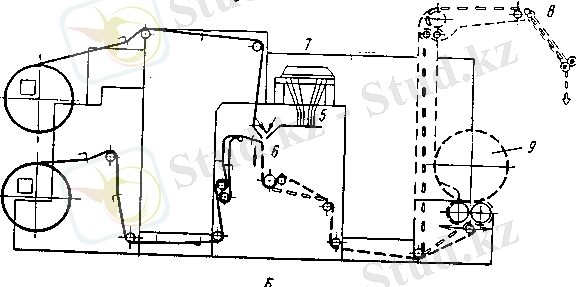
Машина «Малимо» состоит из следующих узлов стойки для навоев с провязывающими 1 (рис. 1) и основными 2 нитями; двух боковых шпулярников - 3, 4 для подачи на машину системы поперечных (уточных) нитей 5; вязальной машины 6 с кареткой 7 для раскладывания уточных нитей; укладчика готового полотна 8 и товарного вала 9.
Уточные нити сматываются с бобин, установленных на шпулярниках, размещенных слева и справа от машины, пробираются в каретку, совершающую возвратно-поступательное движение вдоль машины. Каретка раскладывает нити утка, которые
А.
Б.
Рисунок-1. Общий вид машины «Малимо» и её технологическая схема (б)
захватываются игольным транспортером и перемещаются в зону вязания (рис. 2) . Сюда же подаются нити основы, располагающиеся почти под углом 90 º к уточным. Обе системы нитей провязываются трикотажным переплетением цепочка или трико, иными словами, на машине происходит изготовление основовязаного уточного трикотажа. Скрепленные провязывающими нитями основа и уток образуют полотно, которое оттягивается системой валиков и игольчатым транспортером, наматывается в рулон или укладывается в «книжку».
Машина «Малиполь» состоит из вязальной машины, шпулярника или навоя, укладчика готового полотна, механизма подачи каркаса и пульта управления.
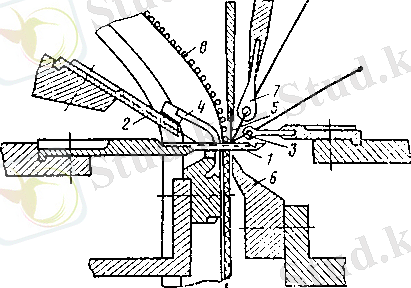
Рисунок-2. Схема расположения рабочих органов машины «Малимо»:
1 - вязальная игла; 2 - замыкатель; 3 - ушковая игла для провязывающей нити; 4 - нижняя платина; 5 - направляющий штифт; 6 - поддерживающая шина; 7 - ушковая игла для продольной основы; 8 - поперечная основа (уток)
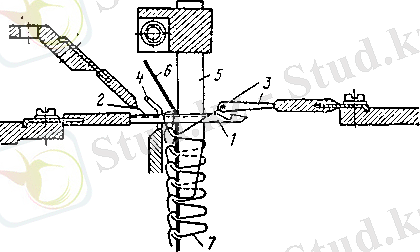
1 - вязальная игла; 2 - замыкатель; 3 - ушковая игловая; 4 - нижняя платина; 5 - плющ - платина; 6 - каркас; 7- плющевые петли.
Рисунок-3. Схема расположения рабочих органов машины «Малиполь»:
В машине «Малиполь» отсутствуют крючки и ушковые иглы для основы, а вместо направляющих штифтов установлены плюш - платины (рис. 3) . Как уже указывалось, все рабочие органы заливаются в плитки, которые затем прикрепляются к металлическим шинам и гребенкам.
Вязальные иглы, замыкатели и ушковые гребенки для провязывающих нитей приводятся в движение кривошипно-шатунными механизмами от специальных эксцентриков.
Каркас, поступающий в зону вязания, провязывается переплетением трико, протяжка которого охватывает платину, за счет чего и образуется плюшевая или ворсовая поверхность. Высота петельного или разрезного ворса определяется высотой сменных плюш-платин.
Особенности процесса петлеобразования. При выполнении операции заключения иглы проходят сквозь две системы нитей. Нагрузка на иглы значительно меньше по сравнению с той, которая возникает в процессе прокалывания холста.
Технологические условия прокладывания нити на кромочные иглы обусловлены тем, что провязывание осуществляется одногребеночным переплетением трико. Ушковых игл на машине «Малимо» должно быть на одну больше, чем вязальных. Только соблюдение этого условия позволяет получить кромку хорошего качества, но при этом расход нитей на кромочные и внутренние петли различен. Поэтому необходимо соблюдать следующие условия прокладывания кромочных нитей:
они должны иметь отдельные нитенатяжные приспособления;
кромочные нити нельзя сновать на общий навой;
необходимо гарантировать прокладывание кромочной нити на крайние иглы, для чего за ними устанавливают специальные направляющие штифты.
Штифты не только обеспечивают надежное прокладывание нити на кромочную иглу за счет того, что придают ей нужное направление, так как петля образуется через ряд и наклон у кромочной нити другой, но и увеличивают протяжку, чтобы кромочные петли не были затянутыми, т. е. увеличивают расход нити. Петля не должна быть затянутой, иначе она будет воспринимать всю нагрузку и при растяжении может разорваться.
Сдвиг и прокачка ушковых гребенок почти не разделены во времени и выполняются одновременно. При использовании переплетения цепочка ушковая игла описывает траекторию, близкую по форме к наклоненному относительно большой оси эллипсу. При применении переплетения трико траектория движения напоминает цифру восемь, уложенную на горизонтальную плоскость. Процесс провязывания на машине «Малиполь» аналогичен процессу провязывания на машине «Малимо». Отличие заключается в том, что протяжки охватывают плюш-платины, располагающиеся между вязальными иглами, в результате чего с изнаночной стороны образуется петельно-плюшевая поверхность. Плюш-платины выполняют также функции штифтов.
Процесс укладывания уточных нитей осуществляется специальной кареткой и транспортером, состоящим из замкнутых цепей, расположенных друг от друга на расстоянии рабочей ширины машины и оснащенных навесными крючками (рис. 4) . Каретка раскладывает уточные нити вдоль машины и навешивает их на крючки транспортера. Нити навешиваются на крючки за счет непрерывного движення транспортера, выстоя каретки в крайних положениях и попеременной работы специальных щитков, которые заводят уточные нити между крючками. В зоне вязания расстояние между крючкамн увеличивается (на 1° С), что способствует натяжению уточных нитей перед прохождением сквозь них вязальных игл.
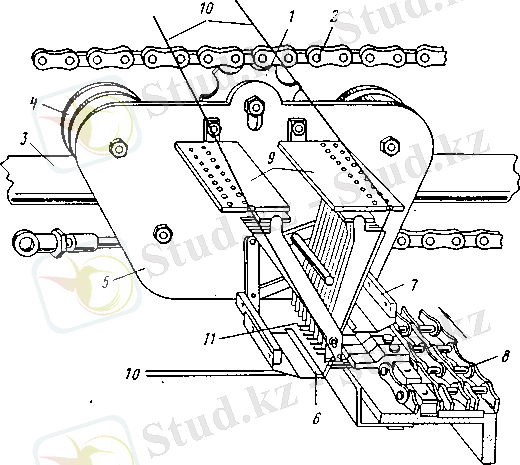
Рисунок 4. Схема механизма каретки (без передних стенки и направляющего
валика) :
1 - звездочка, сообщающая движение каретке; 2- приводная цепь; 3 - задннй
направляющий валик; 4 - опорные ролики; 5 - задняя стенка каретки; 6 - левый
щиток; 7 - правый щиток; 8 - цепной транспортер; 9 - направляющие планкн; 10 - уточные нити; 11 - навесные крючки
Скорость движения транспортера регулируется в зависимости от высоты петли, т. е. плотности вязания. Максимальное число уточных нитей, равное 144 (по 72 нити с каждого шпулярника), может быть уменьшено, но соответственно должна измениться скорость перемещения каретки. Игольный шаг крючков в плитке составляет 1, 154 мм, угол смещения нитей утка приблизительно равен 3°, что приводит к сдвигу и незначительному наложению друг на друга уточных нитей.
После заработки в полотно уточные нити снимаются с крючков при помощи установленных за ними двух роликов.
Изготовление полотна на машине «Малимо» может производиться из двух и трех систем нитей; провязывание поперечной и продольной основы переплетением трико и поперечной основы (утка) - цепочкой или переплетением трико.
Провязывание цепочкой целесообразно при большой плотности вязания, так как в противном случае цепочки могут смещаться вдоль уточных нитей. Однако чем больше плотность по вертикали, тем ниже производительность машины.
Между кинематическими характеристиками машины «Малимо»
и технологическими параметрами нетканого полотна существует
определенная связь.
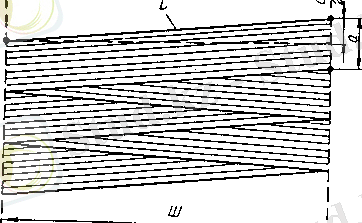
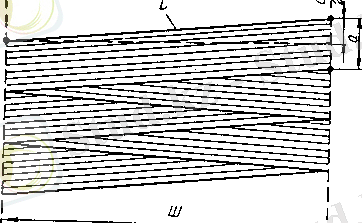
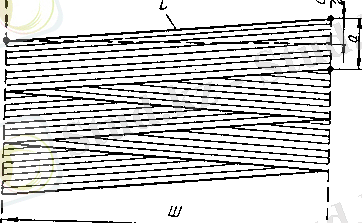
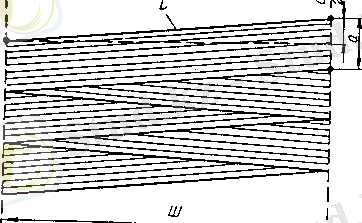
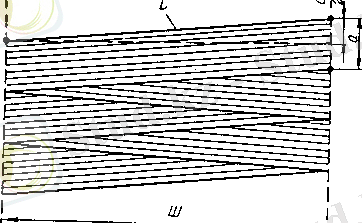
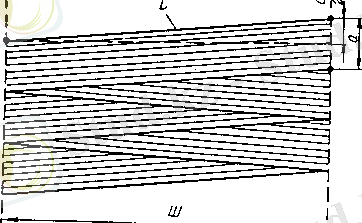
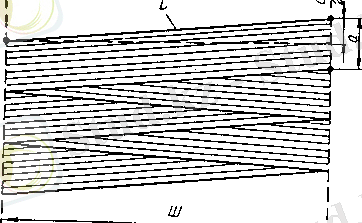
Рисунок 5. Схема раскладывания уточных нитей на машине «Малимо»
Изменяющиеся параметры нетканого полотна следующие:
ширина, зависящая от количества игл в заправке;
плотность по вертикали;
число уточных нитей в заправке.
Схема раскладывания уточных нитей показана на рис. 5
Введем следующие обозначения:
а - ширина уточной ленты, мм;
Ш - заправочная ширина машины, мм;
L - протяженность уточной нити в заправке на транспортере, мм;
υ тр - скорость перемещания транспортера, м/с;
υ к - скорость перемещения каретки, м/с.
Для равномерного укладывания уточных нитей необходимо, чтобы они навешивались без пропусков крючков между лентами и без повторного накладывания одной части ленты на другую. Поэтому за время прохождения транспортером расстояния а каретка с уточными нитями должна дважды переместиться вдоль машины, т. е. на 2 Ш.
Ширину уточной ленты можно представить следующим образом:
а = m T кр (1)
где m - число уточных нитей в заправке;
Т кр - шаг навесных крючков, мм.
Время, затрачиваемое на необходимое перемещение каретки t 1 определяется по формуле
(2)
Время перемещения траиспортера на расстояние а, т. е. время прохождания уточной полосы (t 2 ), определяется так:
(3)
Из условия бездефектной работы следует, что t 1 = t 2 значит
отсюда
(4)
Однако
(5)
где B - высота петельного ряда, мм;
п - частота вращения главного вала, об/мин.
Заменяя В его значением, выраженным через плотность , формулу (5) можно представить в следующем виде:
(6)
а следовательно,
(7)
Итак, с увеличением ширины полотна увеличивается скорость каретки: чем больше плотность по вертикали, тем меньше скорость каретки; с увеличением числа уточных нитей (т) скорость каретки уменьшается.
Пример. Рассчитать скорость каретки и транспортера при условии, что Ш = 1600 мм, т= 144 нити, Т кр = 1, 154 мм, высота петельного ряда В = 3, 05 мм, а частота вращения главного вала машины п = 800 об/мин.
Определение числа провязывающих нитей в навое в зависимости от ширины и класса машины производится следующим образом.
Число нитей в навое при использовании переплетения цепочка подсчитывают по формуле
(8)
где т - число провязывающих нитей в навое;
Ш - заправочная ширина машины, мм;
К - класс машины.
При использовании переплетения трико число нитей должно быть больше числа вязальных игл на единицу, следовательно, , но так как кромочные нити на общий навои не наматываются, а поступают с отдельно установленных бобин, общее число нитей в навое определяют по формуле
(9)
Зная необходимое число нитей в навое для каждого конкретного случая, легко определить число сновальных лент
(10)
где Е - вместимость шпулярника.
Учитывая, что количество лент должно быть обязательно целым числом, значение т л округляют до т' л (принимают ближайшее большее) и определяют число нитей в ленте (ставка) - т Н. Л.
(11)
Ширина ленты определяется выражением
(12)
где h - расстояние между фланцами навоя.
Например, для машины «Малимо» 18 класса при рабочей ширине 1600 мм на навое должна находиться 1151 нить, поэтому на сновальный барабан навиваются три ленты: две по 384 нити и одна - 383 нити.
Машины «Малимо» и «Малиполь» выпускают с различной рабочей шириной игольниц: 1000, 1600 и 2400 мм. Класс машин «Малимо»-12, 14, 18 и 22, а машины «Малиполь» выпускают 10, 12 и 14 классов, высота петельного ворса 1÷14 мм. Высота петельного ряда на машинах «Малимо» в зависимости от типа и класса может быть 0, 45 ÷ 1, 54 и 0, 92÷3, 20 мм, на машинах «Малиполь»- 0, 92÷3, 05 мм. На машинах «Малимо» применяются переплетения цепочка и трико, на машинах «Малиполь» - только трико.
Следует заметить, что происходит непрерывный процесс совершенствования технологии изготовления полотен на машинах этой группы и унификация деталей и отдельных узлов механизмов. Так, если на машинах прежних выпусков ширина полотна изменялась от 1600 до 800 мм с интервалом 200 мм, то на современных машинах минимальная ширина может быть 500 мм, а шаг (интервал) сужения составляет 50 мм. Практически больше не изготавливают машины 3 и 7 классов, выпуская в основном машины 18 и 22 класса.
Высокий класс машин позволяет значительно увеличить плотность раскладывания утка и провязывания (32 уточные нити па 25 мм, масса 1 м 2 полотна - 100-200 г, минимальная высота петли 0, 45 мм) . Полотна с этих машин используют для изготовления женских платьев, блузок и т. п.
... продолжениеВы можете абсолютно на бесплатной основе полностью просмотреть эту работу через наше приложение.
- Информатика
- Банковское дело
- Оценка бизнеса
- Бухгалтерское дело
- Валеология
- География
- Геология, Геофизика, Геодезия
- Религия
- Общая история
- Журналистика
- Таможенное дело
- История Казахстана
- Финансы
- Законодательство и Право, Криминалистика
- Маркетинг
- Культурология
- Медицина
- Менеджмент
- Нефть, Газ
- Искуство, музыка
- Педагогика
- Психология
- Страхование
- Налоги
- Политология
- Сертификация, стандартизация
- Социология, Демография
- Статистика
- Туризм
- Физика
- Философия
- Химия
- Делопроизводсто
- Экология, Охрана природы, Природопользование
- Экономика
- Литература
- Биология
- Мясо, молочно, вино-водочные продукты
- Земельный кадастр, Недвижимость
- Математика, Геометрия
- Государственное управление
- Архивное дело
- Полиграфия
- Горное дело
- Языковедение, Филология
- Исторические личности
- Автоматизация, Техника
- Экономическая география
- Международные отношения
- ОБЖ (Основы безопасности жизнедеятельности), Защита труда
