Майлау жүйесін қалпына келтіру: май айдайтын сорғыны бөлшектеу, тексеру және жинау әдістері

Сабақтың тақырыбы: Майлау жүйесін қалпына келтіру әдістерін қолдану
САБАҚ БАРЫСЫ
І Ұйымдастыру бөлімі:
А) «Топтық» ашылған чатқа кіру;
Б) Чатқа оқытушы өзінің пәнін кесте бойынша жариялау;
В) Оқушылардың чатқа қосылғанын тексеру, қадағалау;
Г) Өтетін сабақтың тақырыбын чатқа жазу;
ІІ Үй тапсырмасын тексеру
А) Өткен тақырып бойынша үй тапсырмасын сұрау;
Б) Орындалған үй тапсырмаларын чат арқылы электронды қабылдау
В) Студенттерге үй тапсырмасынан сұрақтар қою;
- Сұйықтықтық сорғыны қалай бөлшектейді?
- Сұйықтық сорғысының бөлшектерін ақаулауда не тексеріледі?
- Сұйықтықтық сорғысын бөлшектеуде қандай құрылғылар қолданылады?
Г) Студенттерден ауызша түрде қабылдау;
ІІІ Жаңа оқу материалын баяндау (Электронды түрде: мәтін, сурет, видео)
Майлау жүйесінің май айдайтын сорғысы жүйеде майдың қысымы пайдалану бойынша нұсқаулықта көрсетілген мәндерден төмен болған жағдайда жөнделуі тиіс. Бастапқыда сорғының редукциялық қақпағының жай-күйін тексерген жөн. Ол үшін редукциялық клапанды шығарып, оның бөлшектерінің жай-күйін тексеру керек.
Май қалдықтарынан тазартылған және керосинде жуылған клапанның бөлшектері редукциялық клапанның корпусында еркін жылжытылуы тиіс. Клапан серіппелерінің ұзындығы белгілі бір жүктеме түсірілгенде, дайындаушы зауыт белгілеген мәндеріне сәйкес келуі шарт. Егер тексеру барысында көрсетілген бақылау мәндерінен ауытқулар байқалса, сорғыны бөлшектеу керек.
Екі секциялы май айдайтын сорғыны бөлшектеуді келесі ретпен жүргізу ұсынылады. Сорғыны майсыздандыратын ерітіндіде жуып, оны қысқышпен бекіту және сұққыштарды тығыздау керек. Төменгі секция корпусының үш бекіткіш бұрандасын бұрап, бұрандаларды шығару, төменгі секция корпусын төсеммен шығару, төменгі секцияның жетектегі тістегерішін шешу және балғамен сәл тақылдата отырып, корпустан осьті суырып алу қажет. Тығынды бұрап шығарып, редукциялық клапанды (серіппе және плунжер) суырып алу. Құрастырымдағы орталаушы жалғастырғыш пен екі жетектегі тістегерішпен және верстакты баспадағы аралық қақпағымен бірге білікті тығыздау, сорғының жоғарғы корпусының төсемін, жоғарғы секцияның жетектегі тістегерішін шешу және осьті тығыздау. Сорғы білігін қысқышта жұмсақ төсемімен бекіту және біліктен төменгі секцияның жетектегі тістегерішін шешу, сосын біліктің ойығынан бірінші кілтекті (шпонка) суырып алу, бұрауыштың көмегімен тоқтатқыш сақинаны және аралық қақпақты шешу. Верстакты баспадағы жетектегі тістегерішті тығыздау және білтенің ойығынан екінші кілтекті (шпонка) суырып алу керек. Бөлшектеуден кейін бөлшектерді жуып, олардың геометриялық өлшемдерін тексеру қажет.
Май айдайтын сорғы корпусындағы сорғының жетекші білігінің астыдағы саңылаулардың диаметрлері рұқсат етілетін мәндерге сәйкес келулері тиіс. Саңылау диаметрі рұқсат етілетін мәннен асып кеткен жағдайда корпусты ауыстыру керек немесе саңылауларды жөндеу керек. Жоғарғы секция тістегерішінің астындағы қуыстардың тереңдігі рұқсат етілетін мәндерге сәйкес келуі тиіс. Тереңдігі рұқсат етілетін мәннен асқан жағдайда, корпусты ауыстыру немесе жөндеу керек. Корпустағы және қақпақтағы тістегеріштің астындағы қуыстардың диаметрлерінің рұқсат берілген мәндерге сәйкестігін тексеру керек. Диаметр рұқсат берілетін мәннен жоғары болған жағдайда корпусты немесе төменгі қақпақты ауыстыру немесе жөндеу қажет.
Келесі өлшемдер де тексеруді қажет етеді: корпустағы және сорғының төменгі қақпағындағы жетектегі тістегеріштері астындағы саңылаулар; жетектегі тістегеріштері осьтерінің диаметрлері; сорғының төменгі қақпағындағы тістегеріші астындағы қуыстардың тереңдігі; май айдайтын сорғының жетекші валының диаметрі және біліктің шпонка ойығының ені. Осьтердің біржақты тозуына жол берілмейді. Тозған осьтерді тығыздау және жаңаларымен ауыстырған жөн. Тістегеріш бүйірлерімен жанасатын сорғының аралық қақпағының ажыратылатын беттері жазық және параллельді болулары тиіс. 50 мм ұзындықта параллельділік шегі 0, 03 мм-ге сәйкес келеді. Қақпақ беттерінің жазықтық шегі немесе өнімділік 0, 04 мм ге сәйкес келеді. Қақпақты әр жағынан 0, 15 мм-ден аспайтындай етіп құрсаулауға рұқсат етіледі.
Тістегеріш бүйірлерімен жанасатын сорғының төменгі секция корпусының беті жазық болуы тиіс. Қақпақ бетіндегі жазықтық шегі немесе өнімділік 0, 04 мм-ге сәйкес келеді, параллельділік шегі 100 мм-ден аспауы тиіс. Бітеулікті және көрінбейтін сызаттар арқылы ағып кетуді қадағалау үшін май айдайтын сорғының корпусын, аралық қақпағын және төменгі секция корпусын 0, 4 МПа қысыммен тексеру ұсынылады.
Сорғыны жинау бөлшектеуге қарама-қарсы ретпен жүргізіледі. Сорғыны құрастыруда барлық қағаз төсемдерді жаңаларымен ауыстыру керек. Төсемдер УН-25 қымтағымен немесе дайындаушы зауыттың талаптарына сай келетін басқа қамтақтың жұқа қабатымен майланады. Сорғының жетекші білігін орнату кезінде білік пен корпус саңылаулары және ось пен тістегеріш тесіктерінің араларында саңылаулар болуы қамтамасыз етілуі тиіс.
Сорғыны жинауда келесі мәселелерге ерекше назар аударған жөн. Жетектегі тістегеріштің осі корпусқа 0, 032 . . . 0, 077 мм тартылыспен тығыздалуы тиіс. Жетекші біліктегі ортаға келтірілетін жалғастырғыш 0, 004 . . . 0, 048 мм тартылыспен орнықтырылуы тиіс. Егер жалғастырғыш білікте теңселіп тұрса, оны ауыстыру керек. Ортаға келетін жалғастырғышты реттеу кезінде сорғының бүйірінен жалғастырғыштың жоғары жағына дейінгі өлшем дайындаушы зауыттың талаптарына сәйкес сақталуы тиіс.
Май айдайтын саңылаулар қуыс бұрғы немесе сызғыштың көмегімен тексеріледі (8. 29-сурет. ) . Тістегеріш тістері мен қорпус қабырғаларының арасындағы саңылаулар 0, 100 . . . 0, 175 мм (8. 29, а-сурет. ) ; тістегеріш тістерінің ілінісінде 0, 14 . . . 0, 24 мм (8. 29, б-сурет. ) ; төсем қалыңдығы 0, 17 мм болса - 0, 120 . . . 0, 195 мм (8. 29, в-сурет. ) ; тістегеріш бүйірлері мен төменгі секция корпус арасында - 0, 135 . . . 0, 188 мм (8. 29, г-сурет) болулары тиіс.
Сорғының корпусында орналасқан жетекші вал барлық алты бұрандаманы тартқаннан кейін қарысып қалмай, қолдан оңай бұралуы тиіс. Қарысып қалу жағдайында қалыңдығы 0, 06 мм-ден аспайтын бір төсем қосуға рұқсат беріледі. Жиналған сорғыны арнайы стендте сынау ұсынылады.
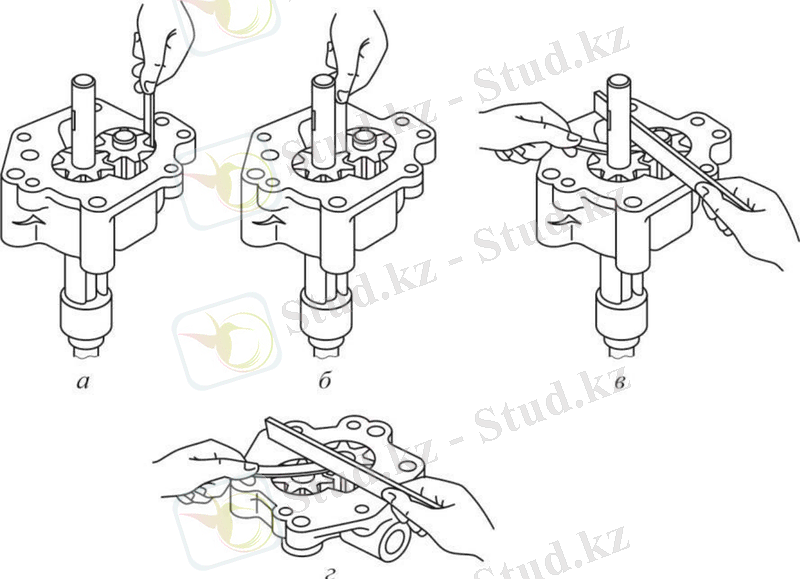
8. 29 - сурет. Май айдайтын сорғының саңылауларын тексеру: а - корпус қабырғасы мен тістегеріштің арасында; б - тістегеріш тістерінің ілінісінде; в - корпус жазықтығы мен тістегеріш бүйірлерінің арасында; г -төменгі секцияның корпусы мен тістегеріш бүйірлерінің арасында
Майды сорғымен жіберу мәндері дайындаушы зауыттың көрсеткен мәндерінің шектеріне сәйкес болулары тиіс.
Бөлшектеу үшін 130-1017 мод. ортадан тепкіш май сүзгісін қысқыштарға орнату керек. Бөлшектеуді келесі ретпен орындау ұсынылады: құлақты гайканы болттан бұрап шығару және сүзгінің қабын шешу; корпустағы тығынды бұрап шығару және тесікке ротордың айналып кетуін тоқтататын болат стерженді қондыру; ротор қақпағының бекіту гайкасын бұрап ағыту және ротор қақпағын гайкамен бірге шешу; ендірме және торлы сүзгіні алу; алынған бөлшектерді қалдықтар мен ластан тазалау, оларды жуу; сүзгі торы қара маймен ластанған жағдайда, оны жуу немесе үрлеуге болмайтын жағдайда, сонымен қатар, тесілген жағдайда торлы сүзгіні ауыстыру керек. Төсемге жапсарланатын қаптың шетжағының бұзылуына жол берілмейді, себебі ол майдың ағып кетуіне алып келеді.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz