Қосиінді-бұлғақты механизмдердің поршень тобын таңдау, ауыстыру және жөндеу

Сабақтың тақырыбы: Қосиінді-бұлғақты механизмдерінің бөлшектерін таңдау, ауыстыру және жөндеу. (Поршень тобын жөндеу) .
САБАҚ БАРЫСЫ
І Ұйымдастыру бөлімі:
А) «Топтық» ашылған чатқа кіру;
Б) Чатқа оқытушы өзінің пәнін кесте бойынша жариялау;
В) Оқушылардың чатқа қосылғанын тексеру, қадағалау;
Г) Өтетін сабақтың тақырыбын чатқа жазу;
ІІ Үй тапсырмасын тексеру
А) Өткен тақырып бойынша үй тапсырмасын сұрау;
Б) Орындалған үй тапсырмаларын чат арқылы электронды қабылдау
В) Студенттерге үй тапсырмасынан сұрақтар қою;
- Қозғалтқышқа техникалық қызмет көрсету. Күнделікті техникалық қызмет көрсету (ЕО) қалай жүргізіледі?
- Қосиінді-бұлғақты механизміне техникалық қызмет көрсету және жөндеу қалай жүргізіледі?
- Қозғалтқыштың ақауларына нелер жатады?
Г) Студенттерден ауызша түрде қабылдау;
ІІІ Жаңа оқу материалын баяндау (Электронды түрде: мәтін, сурет, видео)
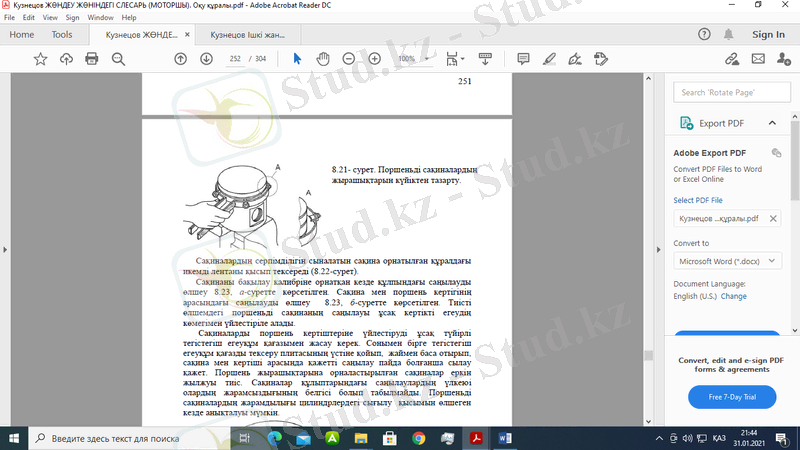
Поршеньдер. Поршеньдер алюминий балқымадан жасалған және қалайы жалатылған. Поршень етегі сопақша бөшке тәріздес пішінді. Етектің ең үлкен диаметрі поршень бармағының осіне перпендикуляр кеңістікте анықталады. Поршень етегінің беті тегіс, жапырылмаған және сызылмаған болуы тиіс. Поршеньді сақиналардың кертіштерін күйіктен тазартуды 8. 21-суретте көрсетілген құрылғының көмегімен орындайды. Күйікті мұқият әрі абайлап, кертіштердің беттерін зақымдап алмай кетіру керек. Майбұрғыш саңылаулардан шыққан күйе металл стерженьмен немесе диаметрі 3 мм бұрғымен кетіріледі.
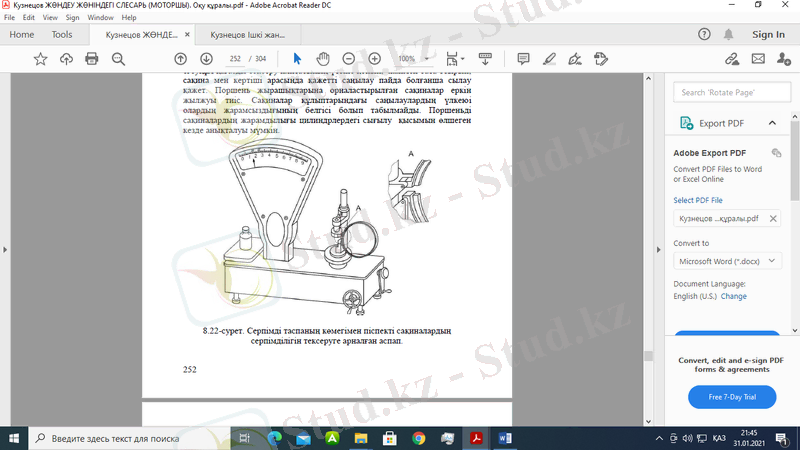
Поршеньді сақиналар . Сақиналарды қажеттіліксіз ауыстырмаған жөн, себебі мерзімінен бұрын ауыстыру қозғалтқыштың жұмысын нашарлатады және цилиндрлердің тозуын арттырады. Поршеньді сақиналардың серпімділігі және қапталы бойынша тозуы тексеріледі.
Сақиналардың серпімділігін сыналатын сақина орнатылған құралдағы икемді лентаны қысып тексереді (8. 22-сурет) .
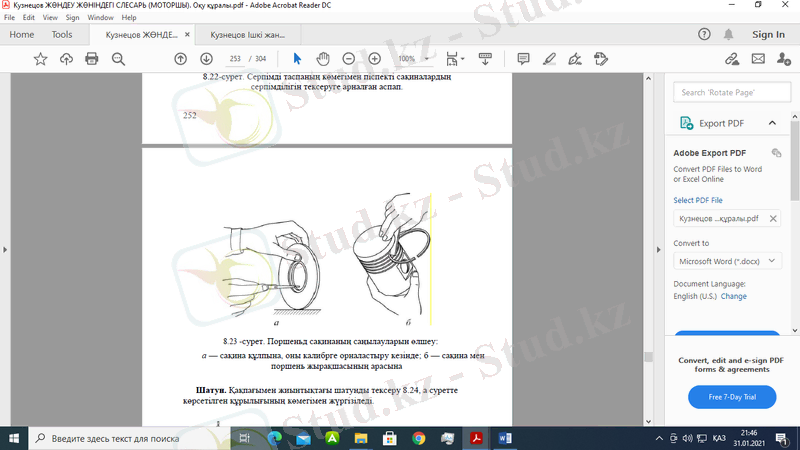
Сақинаны бақылау калибріне орнатқан кезде құлпындағы саңылауды өлшеу 8. 23, а- суретте көрсетілген . Сақина мен поршень кертігінің арасындағы саңылауды өлшеу 8. 23, б- суретте көрсетілген . Тиісті өлшемдегі поршеньді сақинаның саңылауы ұсақ кертікті егеудің көмегімен үйлестіріле алады.
Сақиналарды поршень кертіштеріне үйлестіруді ұсақ түйірлі тегістегіш егеуқұм қағазымен жасау керек. Сонымен бірге тегістегіш егеуқұм қағазды тексеру плитасының үстіне қойып, жаймен баса отырып, сақина мен кертіші арасында қажетті саңылау пайда болғанша сылау қажет. Поршень жырашықтарына орналастырылған сақиналар еркін жылжуы тиіс. Сақиналар құлыптарындағы саңылаулардың үлкеюі олардың жарамсыздығының белгісі болып табылмайды. Поршеньді сақиналардың жарамдылығы цилиндрлердегі сығылу қысымын өлшеген кезде анықталуы мүмкін.
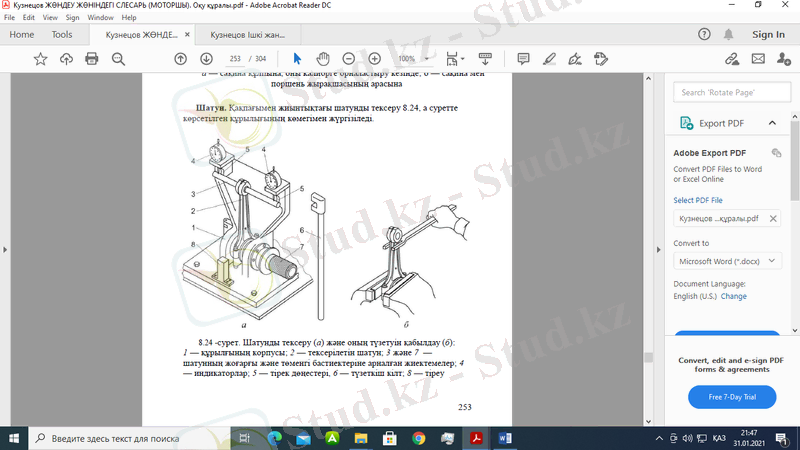
Шатун. Қақпағымен жиынтықтағы шатунды тексеру 8. 24, а суретте көрсетілген құрылығының көмегімен жүргізіледі.
Шатунды тексеруді дәл осы құрылғыда немесе қыспақтарда арнайы түзету кілтімен жүзеге асыруға болады (8. 24, б-сурет) . Түзетуге жалпы кеңістіктегі осьтер параллельдігінен, 100 мм ұзындықта 0, 08 мм аспайтын ауытқуы бар шатундар жіберіледі.
Ширатылған шатунды түзету келесі жолмен жүргізіледі. Бастапқыда шатунның жоғарғы бөлігін, деформацияны жою үшін қажетті бұрыштан артық бұрышқа бұруға кеңес беріледі, содан кейін онымен саңылау осьтерінің параллельдігін қамтамасыз ете отырып, кері бағытта бұруға кеңес беріледі. Түзеудің осындай әдісі деформация шатунының кейінгі жұмыс барысында кедергісін арттырады. Деформацияланған шатунның түзетуін қол сығымдағышымен жүргізуге болады. Цилиндрлік саңылаудың рұқсат етілген шамасы 0, 01 мм-ден асқан шатундарды ауыстыру қажет.
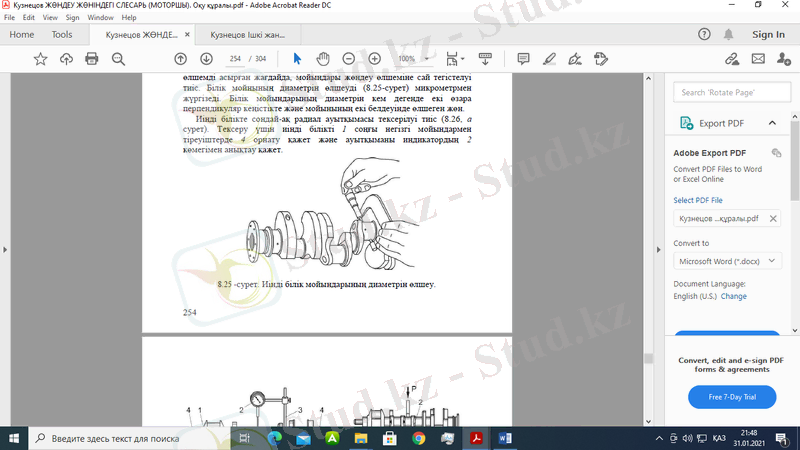
Иінді біліктер. Жөндеуге келіп түскен иінді біліктерді шаңжинағышта жиналып қалған шөгінділердін және каналдардағы майдың кокстелу өнімдерінен тазарту қажет. Ласжинағышты тазарту үшін бітеуштерді бұрап шығару керек. Каналдарды тазартуды металл қырнауышпен жасайды. Мойындарында және ойықтарында, кетіруге келмейтін сызаттары, қылшықтары және бейметалл қосылмалары бар иінді біліктерді кейінгі пайдалануға рұқсат берілмейді. Біліктің цилиндрлік тозған мойындарының өлшемі рұқсат етілгеннен аспауы тиіс. Көрсетілген өлшемді асырған жағдайда, мойындары жөндеу өлшеміне сай тегістелуі тиіс. Білік мойнының диаметрін өлшеуді (8. 25-сурет) микрометрмен жүргізеді. Білік мойындарының диаметрін кем дегенде екі өзара перпендикуляр кеңістікте және мойынының екі белдеуінде өлшеген жөн.
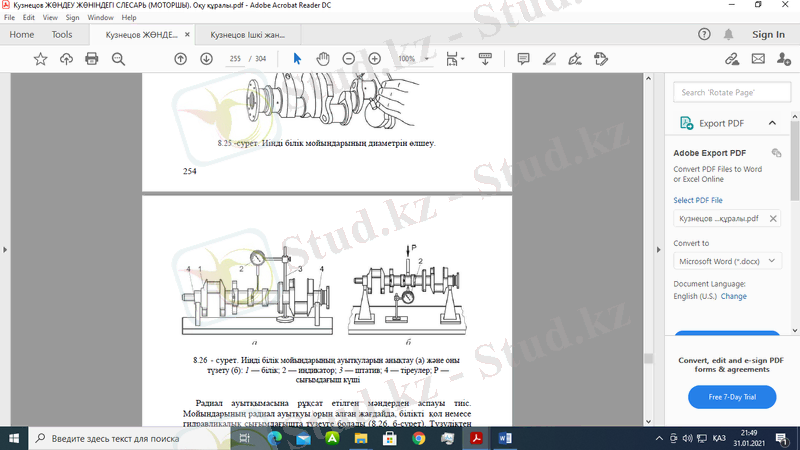
Иінді білікте сондай-ақ радиал ауытқымасы тексерілуі тиіс (8. 26, а сурет) . Тексеру үшін иінді білікті 1 соңғы негізгі мойындармен тіреуіштерде 4 орнату қажет және ауытқыманы индикатордың 2 көмегімен анықтау қажет.
Радиал ауытқымасына рұқсат етілген мәндерден аспауы тиіс. Мойындарының радиал ауытқуы орын алған жағдайда, білікті қол немесе гидравликалық сығымдағышта түзеуге болады (8. 26, б-сурет) . Түзуліктен ауытқу орын алған жағдайда иінді білікті майысуы түзелгенге дейін осы құрылғыда түзетуге болады, сонымен бір мезгілде біліктің түзулігін индикатормен 2 тексереді.
Сермер. Сермердің жұмыс бетінде сызылу немесе қажалу белгілері пайда болған жағдайда, сермердің бетін тегістейді немесе жонады. Бұрандамасы зақымдалып немесе тозығы жеткен жағдайда, ілгек қабығының бекіту бұрандасының астындағы саңылауларға, ескі саңылау арасына саңылау бұрғылап және үлкен бұранданың астына бұранда тесуге болады. Қозғалтқышты пайдалану барысында, сермер тәжінің тістері стартердің тегершіктері кіретін жерлердегі қапталда тозады . Тісінің ұзындығы бойынша 5 мм дейін тозған жағдайда, тәждің тістерін абайлап егеп дөңестеу қажет. 5 мм артық тозған жағдайда, тәжді шығарып алып, сермерге кері жағымен тығыздап кіргізу қажет.
Иінді біліктің тегершігі. Тегершіктің жұмыс беттерінің сынуына, сызаттануына, үгілуіне жол берілмейді. Тарату білігінің тегершік күпшегі мен тоғынының мысалында қапталдан соғуды анықтау 8. 27-суретте көрсетілген. Қапталдан соғуының өлшемі рұқсат етілгендердің шегінде болуы тиіс.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz