Металды кесу және шабу жұмыстары: слесарлық іс бойынша ашық сабақ жоспары

«КЕЛІСЕМІН» «БЕКІТЕМІН»
Әдіскер Е. Мырзабеков ДӨОЖЖО З. Талбидин
«»20 . . . ж «»20 . . . ж
АШЫҚ САБАҚ
СЛЕСАРЛЫҚ ІСІ: МЕТАЛДЫ КЕСУ, ШАБУ ЖҰМЫСТАРЫ
( тақырыбы)
Ф-ОИБ-04/17
Өндірістік іс-тәжірибе сабағы
Өндірістік оқыту шебері М. Көшербай
Шардара
1 курс Ф-50 тобы, «» 2018жыл,
Пәні: Слесарлық ісі.
Өндірістік оқыту шебері: М. Көшербай
САБАҚ ЖОСПАРЫ
Сабақтың тақырыбы: Металды кесу, шабу жұмыстары.
Сабақтың мақсаты:
Сабақтың түрі: Жаңа білімді игерту, практикалық а) Білімділік мақсаты: Білім алушыларға бұрғылау жұмысы мен оның құрал-саймандары-
мен таныстыра отырып, оларды қолдану ерекшеліктерін үйрету.
ә) Тәрбиелік мақсаты: Білім алушыларға слесарь ісіне арналған құрал-жабдықтарды күтіп ұстауға үйрете отырып, өз мамандығына қызығушылығы мен сүйіспеншілігін, имандылыққа,
ұйымшылдыққа тәрбиелеу
б) Дамытушылық мақсаты: Белгі салу құралдарының құрылысы мен материал түрлері туралы түсініктерін дамыту. Слесарьлық жұмыс кезінде техникалық қауіпсіздік ережелерін сақтауға дағдыландыру.
Сабақтың түрі: Жаңа білімді игерту, практикалық.
Сабақтың әдісі: Сұрақ жауап, түсіндіру, өзбеттік тапсырма, жаттығу, салыстыру.
Сабақтың өтетін орыны: Слесарьлық ісі кабинеті.
Көрнекілігі: Слесарьлық іске арналған плакаттар, құрал-саймандар жиынтығы, техникалық қауіпсіздік ережесінің нұсқаулық картасы.
САБАҚТЫҢ БАРЫСЫ:
І. Ұйымдастыру кезеңі: ( 15 минут)
1 . Білім алушыларды журнал бойынша түгелдеу.
2. Білім алушылардың сабаққа әзірлігі, жұмысқа арнайы киімдері тексеріледі.
ІІ. Кіріспе нұсқау. ( 45 минут)
1. Білім алушыларға сабақтың мақсатын түсіндіру.
2. Өтілген тақырып бойынша теориялық білімдерін тексеру:
Тест сұрақтары1. Металдар қанша топқа бөлінеді. (қара және түсті) металдар. 2. Машина жасау өнеркәсібінде қолданылатын негізгі металл. (болат) 3. Шойын өндіретін пеш. (домна) 4. Болат өндіреті пеш. (мартен, конвертор) .
5. «Шапқы» сөзжұмбағын шешу
Жұқа қаңылтырды кесіп, қиюға арналған құрал. (қайшы) Металды ұруға майыстырып түзетуге арналған құрал. (Балға) Металды қысып ұстауға бұрауға, майыстыруға арналған құрал. (Кемпірауыз) Металл бұйымдарын тесуге арналған құрал (қадаубас) Металл бұйымын әдемелеп тесуге арналған құрал. (Бұрғы. )
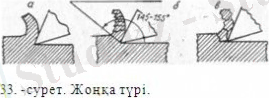
б) . Жаңа тақырыпты түсіндіру. Металл кескіш жабдықтардың топталуы: Металдарды кесу, шабу деп - дайындамадан металл қабаты бөлінін алынатын немесе дайындаманы бөліктерге бөлетін өңдеу операциясы аталады. Крейцмейсель немесе шапқының жұмыс (кескіш) бөліктерінің пішіндеріне сәйкес сынаның әсері, металдарды шабудың физикалық негізі болып табылады. Металдарды шабу операциясы дайындамаларды станокта өңдеу қиын немесе тиімсіз болған жағдайда қолданылады. Металдарды шабу арқылы дайындаманың бетін тегістеуге, оның бетіндегі қатты қабатты шабуға, бөлшектердің үшкір жиектерін өңдеуге, жырықшалар мен ойықтарды алуға, қалыңтыр металдарды бөліктерге бөлуге және т. б. болады. Металдарды шабу, әдетте, қысқыштардың көмегімен жүргізіледі. Қалыңтыр металдарды бөліктерге шауып бөлуді тегіс металл плиталардың үстінде жүргізуге болады. Металдарды шабу кезінде негізгі кескіш аспаптар ретінде крейцмейсель немесе шапқы, ал соғу аспабы ретінде балға қолданылады. Ұсталық шапқы - бұл аспапты көміртекті болаттан дайындалған стержень. Ол үш бөліктен тұрады: 1 - соғатын бөлігі; 2 - ортаңғы бөлігі; 3 - жұмыс (кесу) бөлігі. Шапқының соғатын бөлігі жоғары қарай жіңішкеріп, ал төбесі дөңгеленіп жасалған. Шапқының ортаңғы бөлігі шабу кезінде ұстауға арналған. Жұмыс (кесу) бөлігі сына тәрізді. Сынаның үшкірлеу бұрышы өңделетін материалдың қаттылығына байланысты таңдалып алынады. і Кеңінен қолданылатын материалдарды шабуға ұсынылатын сынаның үшкірлеу бұрыштарының мәндері: - қатты материалдар үшін (қатты болат, шойын) ¬- 70 о; - қаттылықтары орташа материалдар үшін (болаттар) - 60 о; - жұмсақ материалдар үшін (мыс, жез) - 45 о; - алюминий қорытпалары үшін - 35 о. Шапқының соғатын және кесетін бөліктері термиялық (шынықтыру, жұмсарту) өңделеді. Шапқының шынықтырылу дәрежесін егеу арқылы анықтауға болады. Ол үшін егеуді шапқының шынықтырылған бетімен жүргізеді. Егер егеу шапқының бетімен «сырғанайтын» болса, онда ол жақсы шынықтырылған. Крейцмейсель - шапқыға үқсас аспап, айырмашылығы, оның кесу жиегі жіңішке. Крейцмейсель жіңішке ойықтар мен жырықшаларды шабуға арналған. Крейцмейсельмен металдардың қалың қабатында бірнеше жырықшалар ойылып, олардың арасындағы металды шапқымен шабады. Әр түрлі пішінді ойықтарды шабу үшін арнаулы крейцмейсельдер қолданылады. Олардың айырмашылығы тек кесу жиегінің пішінде ғана. Металдарды шабу кезінде денені дұрыс ұстаудың (жұмыс істеушінің денесі мен аяғын ұстауы), кескіш аспаптарды дұрыс ұстаудың және балғамен соғуды орындау техникасының маңызы зор. Балғамен соғу кезінде дененің ауырлық центрі тұрақты болуы керек. Ол үшін жұмыс істеушінің денесі тік және қысқыш осіне 45 о шамасында жартылай бұрылып, табандарының ось сызықтары 40 о болатындай сол жақ аяғы жарты қадам алға қарай тұруы керек. Шапқыны оның соғатын бөлігінің шетінен 15-20 мм төмен, ортаңғы бөлігінен ұстау керек. Шапқының кесу жиегі жаңқа алынатын сызыққа (кесу сызығы) қойылады. Шапқының бойлық осі өңделетін металдың бетіне 30-35 о бұрышпен, ал қысқыштың бойлық осіне 45 о бұрышпен орналасқаны дұрыс. Балғаны, оның сабының шетінен 15-20 мм төмен, оң қолмен ұстайды. Балғаның сабын барлық саусақтармен қатты қысып, шапқының соғатын бөлігінің тең ортасынан қатты соғу керек. Балғамен соғуды орындау білектің, шынтақтың немесе иықтың көмегімен болуы мүмкін. Білектің көмегімен соғу кезінде балғаны серпу тек оң қолдың білегі арқылы іске асады. Мұндай соғу тек металдарды өте дәл шабу немесе жұмсақ металдың жұқа қабатын алу кезінде қолданылады. Шабу қысқыштың бетімен бірдей немесе одан жоғары деңгейде жүргізіледі. Қысқыштың бетімен бірдей деңгейде жұмсақ, жіңішке, қалыңтыр металдар, ал одан жоғары дейгейде жалпақ бетті дайындамалар шабылады. Морт материалдарды (шойын, қола) шеті жарылып, сынып кетпес үшін, шетінен ортасына қарай шабады. Шабудың соңында балғаның шапқыны соғу күші азайтылады. Металл бетінің қалың қабатын бірден түгелдей шабуға тырысудың қажетті жоқ. Ол біріншіден көп уақытты алады, ал екіншіден шабылған беті тегіс болмайды, брак болуы да мүмкін. Мысалы, қалыңдығы 4 мм қабатты екі рет 2 мм-ден шабуға болады. Металдарды шапқымен шауып бөлу металл төстің немесе плитаның үстінде жүргізіледі. Бұл кезде шапқы вертикаль бағытта қойылады. Шабу кезінде шапқыны жылжытқанда, оның кесу жиегінің шамалы бөлігі шабылған ойықта қалып отыруы керек. Сонда шабылған бет тегіс болады. Металдарды шабу кезінде кескіш аспаптар мұқалып, өтпей қалуы мүмкін. . Металдарды шапқымен немесе крейцмейсельмен шабу кезінде келесі техника қауіпсіздік ережелерін орындау керек: - қорғағыш көзілдіріктерді пайдалану; - қолды балғамен ұрып алмау үшін (әсіресе жаңа үйрену кезінде) шапқыға сақтандырғыш резина шайбасын кигізу қажет; - қатты және морт материалдарды шабу кезінде жұмыс орнын арнаулы торлармен немесе қалқандармен қоршау керек; - тек жұмысқа жарамды аспаптармен жұмыс істеу керек. Металдарды кесу Бөлшектердің немесе дайындамалардың материалдарына, пішіндеріне және өлшемдеріне байланысты, оларды кесу қол немесе механикаландырылған аспаптардың көмегімен жүргізіледі. Оларға тістеуіктер, қол және электр қайшылары, қол және пневматикалық аралар, құбыр кескіштер және т. б. аспаптар жатады. Жұқа қалыңтыр материалдар мен сымдарды кесуге арналған қайшылар мен тістеуіктердің жұмыс істеу принципі екі кескіш пышақтардың қысыммен бір-біріне қарама-қарсы бағыттағы қозғалыстарына негізделген. Тістеуіктердің кесу жиектері барлық ұзындықтары бойынша бір уақытта беттеседі, ал қайшылардың кесу жиектері бір жақ шетінен бастап, біртіндеп қиылысады. Оның қысқа жағы кескіш пышақтар, ал ұзын жағы қолмен ұстайтын тұтқаның ролін атқарады. Тістеуіктерді сымдарды кесу үшін қолданады. Олардың кесу жиектерінің үшкірлеу бұрыштары кесетін материалдардың қаттылықтарына байланысты өзгеріп отырады. Көптеген тістеуіктердің үшкірлеу бұрыштары 55-60 о тең. Қол қайшылары қалыңдықтары 1, 5 мм-ге дейінгі түсті металдар және 0, 5-1, 0 мм болат табақтарын кесуге арналған. Кесу пышақтарының орналасуларына байланысты қайшылар оң және сол болып екіге бөлінеді. Оң қайшылардың астыңғы пышақтарының қиғаш кесу жиектері оң жақта, ал сол қайшыларда сол жақта орналасқан. Ауыр және көлемді металдары кесу процесін механикаландыру үшін электр қайшылары қолданылады. . Эксцентриктің ілгерілемелі - кейінді қозғалысы жоғарғы пышаққа 6 беріледі. Төменгі пышақ 8 бекіткішке 5қатты бекітілген. Қол аралары дөңгелек немесе әр түрлі пішіндегі қалың металдарды кесуге арналған. Қол араларымен ойықтарды, шлицаларды оюға, дайындамаларды контур бойымен кесуге және т. б. жұмыстарды орындауға болады. Араларды бекітетін станоктардың екі түрі бар: - тұтас - бір ұзындықтағы араларды бекітуге арналған; - жылжымалы - ұзындықтары әр түрлі араларды бекітуге арналған. Аралар - бір жақ қырында тістері бар жіңішке және жұқа пластинадан тұрады. Олар аспапты немесе тез кескіш болаттардан дайындалады. Аралардың ұзындықтары көбінесе 250-300 мм болып келеді. Араның әрбір тісінің пішіні сына тәрізді. Қатты материалдарды кесу кезінде үшкірлеу бұрышының мәні үлкен, ал жұмсақ материал-дарды кесу кезінде үшкірлеу бұрышының мәні кіші болуы керек. Кесілген тіліктің ені араның енінен шамалы үлкен болуы үшін, оның тістерін «тіс бойынша» немесе «полотно бойынша» екі жаққа ажыратын таратады. Бұл кесу процесін жеңілдетеді және араның металға қысылып қалуын болдырмайды.
Металдарды шапқымен кесу
Шапқымен кескен кезде кесу аспабы металды бөліктерге бөледі немесе жоңқалайды.
Кесу процесіне қолайлы жағдай туғызу үшін кескіш аспаптардыњ кесетін бөлігін сына тәрізді пішінді етіп жасайды. Сондыќтан, соққан кезде олар кесетін материалға сынаша қадала кіріп, оны бөліктерге бөледі.
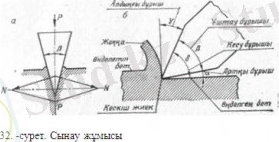
Сынаның қалай жұмыс істейтінін қарастырайық (төмендегі-сурет, а) . Егер сынаға біршама күшпен Рәсер етсек, оның бүйір беттеріне тік бағытталған металдың молекулалық бөлшектерін ажырататын нормаль күштер N пайда болады.
Сынанын. үшкірлену бұрышы р үлкейген сайын нормаль күштер азаяды да, кесу қиындай түседі. Демек, кесуді оңайлату үшін сынаныњ бұрышын кішілеу жасау керек.
Бірақ сынаның бұрышын тым кішірейтіп жіберсек, онын, кесетін жүзініњ беріктігі азаяды. Сондықтан жұмсақ материалдарды кесетін құралдардыњ үшкірлену бұрышы аз, жүзі жалпақ болып жасалады. Ал қатты материалдарды кесу үшін көп күшке төтеп беретін куатты қалың жүзді құралдар керек, демек олардың жүзінің үшкірлену ұшталған бұрышы үлкен болып жасалады.
Металды шауып бөлікке бөлген кезде, сынаны соғып кіргізгендегі сияқты, оныњ екі жақ жанында да үйкелу күші пайда болады. Ол үйкелу күші сынаныњ кіруіне едєуір кедергі келтіреді. Металды жоңқалап бөлікке бөлген кезде құралдың жүзін өңдейтін бетке көлбете, үйкелу күші оныњ бір жақ жанына ғана әсер ететіндей ғып ұстайды (төмендегі сурет, б) .
Шапқымен кесу деп металдарды бөліктерге бөлу үшін немесе олардың артық қабаттарын шауып тастау үшін қолданылатын операцияны айтады. Бұлар алдын ала, тұрпайы операцияларға және шапқымен кескеннен кейін тағы да өңдеуді керек ететінге жатады. Шапқымен кесу дәлдігі 0, 5-1 мм шамасында болады.
Шапқының көмегімен жұмыстардың мынадай түрлерін орындауға болады: металды бөліктерге бөлу; металдың қабаттарын шауып тастау; металдың қойғанда шығыңқы болып қалған жерлерін тayыn табақша металдан дайындама кесіп алу; әр түрлі тесіктер жасау; деталь сыртына ойық, кертпе жасау және т. б.
Сынау жұмысы
Құрал ұшының өңделетін бетке қараған жағын артқы қыры деп атайды да, жоңқаланатын шетке қараған жағын алдыңғы қыры дейді. Ол екеуініњ қиылысқан тұсында кесетін жиегі (кесетін жүзі) болады. Құралдың артқы қырымен өңделген беттің арасындағы бұрышын артқы бұрыш деп атайды. Ол аспаптың артқы қыры мен өңделетін беттің арасында үйкелу кедергісі болмас үшін керек. Құралдың алдыңғы жєне артқы қырларыныњ арасындағы бұрышын үшкірлену бұрышы дейді. Өңделетін бетке жүргізілген перпендикуляр сызықпен құралдың алдыңғы жанының арасындағы ү бұрышын алдыңғы бұрыш деп атайды.
Бұлардың қосындысы 90° тең болу керек: а + р + ү = 90°. Осы жағдайда ү бұрышы форму-лаға плюс белгісімен кіріп тұр. Мұндай алдыңғы бұрыштарды оңбұрыштар дейді.
Кесу аспабының алдыңғы бұрышы үлкен болса, үшкірлену бұрышы аз болады, сонымен кесу үшін көп күш жұмсалмайды, сондықтан аспаптың кесу бөлігінің беріктігі кемиді. Бұл айтыл-ғандардан шапқымен металл кескен кезде негізгі роль атқаратын келбеу бұрышының алдың-ғы қыры мен өңделген бет арасындағы о бұрышын кесу бұрышы деп атайды. Ол үшкір лену бұрышы мен артқы бұрыштың қосындысына тең болады. б = а + р. Артқы бұрыш кесу жұмы-сына әсерін тигізбейді және белгілі бір аспаппен жұмыс істеген кезде оныњ шамасы тұрақты болып, кесу бұрышы негізінен үшкірлену бұрышына байланысты болады. Кесу бұрышы аз болғанда кесу үшін соғұрлым аз күш жұмсалады, бірақ құралдың беріктігі кемиді. Сондық-тан қатты материалдарды кесу үшін кесу бұрышы үлкен болады да, жұмсақ материалдар үшін аз болады (қатты материалдарды кесетін шапқының кесу бұрышы 70°, жұмсақ материалдардікі - 50°) .
ІІІ. Ағымдағы нұсқау. ( 4-сағат)
1. Білім алушылардың жұмыс орындарына дұрыс орналасуын қадағалау.
2. Слесарлық жұмыс кезіндегі, техникалық қауіпсіздік ережесімен таныстыру.
3. Жұмыс орындарының толық жабдықталуы мен білім алушылардың жұмысқа кірісуін тексеру.
4. Білім алушылардың өздігінен жұмыс жасау дағдысын бақылау, бағыт - бағдар беру.
Теориялық білімді тәжірибемен ұштастыру.
Тапсырмалар
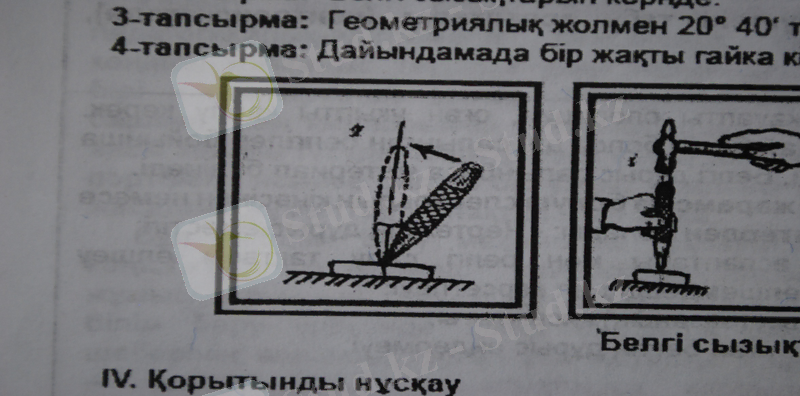
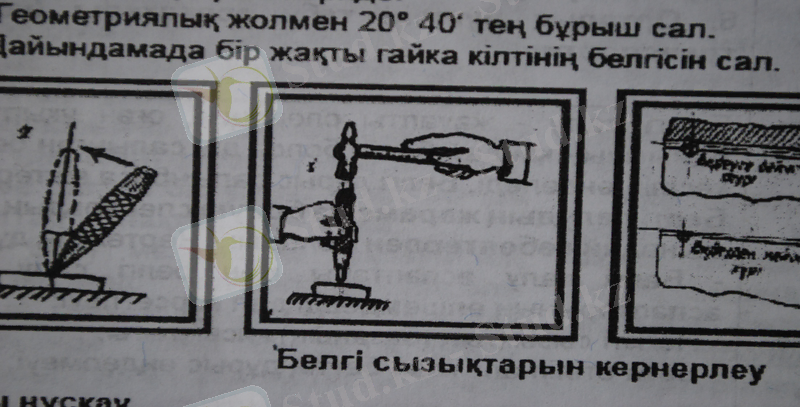
1-тапсырма: Жазық беттерді шапқымен кесіп өңдеу.
2-тапсырма Дайындамада бір жақты гайка кілтінің белгісін сал
3-тапсырма: Металды тілік бойымен шабу
IV. Жаңа сабақты пысықтау:
а. Слесарьлық верстак түрлерін атаңыздар.
в. Слесарьлық жұмыс кезіндегі, техникалық қауіпсіздік ережесін атап өт.
б. Слесарьлық монтаж құрал-саймандарына не жатады.
г. Негізгі слесарьлық операцияларды ата.
4 ҚОРЫТЫНДЫ НҰСҚАУ (20 минут)
Жаттығу жұмыстары аяқталған соң жұмыс орындары жинастырылып, білім алушылардың көрсеткен нәтижелері бойынша қортынды шығарылады.
Көзге түскен білім алушылар атап өтіледі және бағаланады, мүмкіндігінше марапатталады.
Олардың жетістіктері мен кемшіліктері атап өтіледі.
5 ҮЙГЕ ТАПСЫРМА. ( 5 минут)
Металды кесу, шабу тақырыбын қайталау
Технологиялық нұсқаулық карта
Металдарды қайшымен және арамен кесу
Металдарды қолмен кесу кезінде қайшыны оң қолдың алақаны мен саусақтарының арасына қысып ұстау керек. Бір саусақ (көбінесе сұқ саусақ) тұтқалардың арасында болған дұрыс: онымен төменгі тұтқаны қажетті бұрышқа ашады. Қайшыны кескіш пышақтарының ұзындығының 2/3 бөлігіне ғана ашқан дұрыс. Кесілетін металды сол қолмен ұстап, қайшының кесу жиектерінің арасына, жоғарғы пышақ белгі сызығының ортасында жататындай етіп, бағыттау керек. Содан кейін, саусақтармен тұтқаны қысу арқылы кесу жүргізіледі. Металдарды түзу сызық және шеңбер бойымен кесу кезінде, белгі сызығы дұрыс көріну үшін, оң қайшыларды қолданған дұрыс. Металдарды рычагты қайшылармен кесу кезінде фиксатордан босатылған рычаг жоғары көтеріледі, ал кесілетін металл пышақтардың арасына перпендикуляр бағытпен орналастырылады. Сол қолмен металды ұстап, оң қолмен рычагты төмен басу арқылы кесу іске асырылады. Металдарды электр қайшылармен кесу - оны электр желісіне қосып, бос жүрісте тексеруден басталады. Қайшыны оң қолмен ұстаған дұрыс, сұқ саусақ электр ажыратқыштың үстіне қойылады, ал кесілетін металды сол қолмен ұстау керек. Қайшының пышақтарын белгі сызығына келтіріп, ажыратқыштың көмегімен электр қозғалтқышты қосу арқылы металдарды кесуге болады. Металдарды арамен кесу кезінде алдымен араның өзі таңдалып алынады. Оны рамаға бекіткенде, тістерінің бағыты тұтқадан кері бағытталған дұрыс. Кесілетін металл немесе дайындама қысқышқа бекітіледі. Кесу кезінде майысу немесе діріл туғызбас үшін, олардың кесетін жері қысқышқа неғұрлым жақын орналастырылады. Араның тұтқасын оң қолмен, ал рамасын сол қолмен ұстау керек. Араны металл бетімен горизонталь бағытта ілгері-кейінді жылжыту арқылы металдарды кесуге болады. Араны ілгері бағытта (жұмыс жүрісі) жылжытқанда сәл төмен басу керек, ал кейін жылжытқанда, (бос жүрісі) тістері тозбау үшін, сәл жоғары көтерген дұрыс. Жұқа қалыңтыр материалдар мен мыс түтіктерді екі ағаштың арасын қысып бекітеді. Бұл олардың майысуын және діріл туғызуын болдырмайды. Кескен кезде ағаштармен бірге кеседі. Ұзын бөлшектерді кесу үшін араның рамасы 90 о бұрышпен бекітіледі. - Металдарды арамен кесу: а - жұмыс істеушінің денесін және араны дұрыс ұстауы; б - аяқтарының орны; в - рамасы 90 0 бұрышқа бұрылып бекітілген арамен жұмыс істеу Металдарды кесу кезінде келесі техника қауіпсіздік ережелерін сақтау керек: - рамаға қатты немесе бос керіліп тартылған арамен жұмыс істеуге болмайды: бұл араның сынып, қолды жарақаттауға әкеп соғады; - металдардың ұсақ жаңқаларын үрлеп немесе қолмен тазалауға болмайды, ол үшін сыпырғыш-щетканы қолдану керек; - металдарды кесуді аяқтардың алдында дайындаманың кесілетін бөлігін бір қолмен ұстау қажет; - қалыңтыр материалдарды қайшымен кесу кезінде, қолды жарақаттап алмау үшін, қорғағыш қолғаптар киген дұрыс; - электр қайшыларымен жұмыс істегенде электр қауіпсіздік ережелерін сақтаған дұрыс; - жұмыс орнында керек емес аспаптар мен артық құралдар болмауы керек.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz